Download as pdf or txt
You might also like
- Super Hero Tycoon Script - Inf Money e Muito MaisDocument27 pagesSuper Hero Tycoon Script - Inf Money e Muito MaisAlberto Espinoza ParraNo ratings yet
- D 2414 - 00 Rdi0mtqtmdbb PDFDocument5 pagesD 2414 - 00 Rdi0mtqtmdbb PDFmiguel perezNo ratings yet
- How To Control Documents in Construction ProjectsDocument5 pagesHow To Control Documents in Construction Projectsensafeps100% (1)
- Module-1 Additive Manufacturing 18 SchemeDocument47 pagesModule-1 Additive Manufacturing 18 SchemeSANTOSH100% (1)
- Iso 14273-2000Document14 pagesIso 14273-2000Dhatchana moorthy.SNo ratings yet
- Transient Phenomena PDFDocument717 pagesTransient Phenomena PDFYvesNo ratings yet
- Irjet V7i2660Document3 pagesIrjet V7i2660vsraju2No ratings yet
- Hao 2021 IOP Conf. Ser. Earth Environ. Sci. 632 022077Document5 pagesHao 2021 IOP Conf. Ser. Earth Environ. Sci. 632 022077moonstarNo ratings yet
- Mwema-Akinlabi2020 Chapter BasicsOfFusedDepositionModelliDocument16 pagesMwema-Akinlabi2020 Chapter BasicsOfFusedDepositionModellikarthikhulihalliNo ratings yet
- IJRET20160516038Document4 pagesIJRET20160516038Youssef AliNo ratings yet
- 3D Printing Process Using Fused Deposition Modelling (FDM) : March 2016Document5 pages3D Printing Process Using Fused Deposition Modelling (FDM) : March 2016Manoj gowda kNo ratings yet
- The Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentDocument12 pagesThe Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentIJRASETPublicationsNo ratings yet
- Fdocuments - in Smart Pixel ArrayDocument40 pagesFdocuments - in Smart Pixel ArrayMyself SudheerNo ratings yet
- Irjet V7i6135Document9 pagesIrjet V7i6135rambhaharijan90No ratings yet
- 1 s2.0 S2214785321070632 MainDocument5 pages1 s2.0 S2214785321070632 Main807942No ratings yet
- Presented By: Kalpesh Shah M.E. (Design)Document40 pagesPresented By: Kalpesh Shah M.E. (Design)Terminator941988No ratings yet
- Design & 3D Printing of 180cc EngineDocument4 pagesDesign & 3D Printing of 180cc EngineS.V.S.K DEEPAK KUMARNo ratings yet
- Application of CAD/CAE & Rapid Prototyping Technology in Medical FieldDocument5 pagesApplication of CAD/CAE & Rapid Prototyping Technology in Medical FieldRizwanNo ratings yet
- How 3D printing can boost advances in analytical and bioanalytical chemistryDocument17 pagesHow 3D printing can boost advances in analytical and bioanalytical chemistrymarcelaNo ratings yet
- JournalNX - Bioprinting Additive ManufacturingDocument3 pagesJournalNX - Bioprinting Additive ManufacturingJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Surface Roughness Quality and Dimensional AccuracyDocument30 pagesSurface Roughness Quality and Dimensional Accuracyantony1993No ratings yet
- 4D Rods 3D Structures Via Programmable 1D Composite R 2018 Materials DesiDocument10 pages4D Rods 3D Structures Via Programmable 1D Composite R 2018 Materials DesiJorge Luis Garcia ZuñigaNo ratings yet
- A Short Review On 3D Printing Methods, Process Parameters and MaterialsDocument8 pagesA Short Review On 3D Printing Methods, Process Parameters and MaterialsfarishaNo ratings yet
- Soa ReportDocument21 pagesSoa Reportashutosh.2022cc09No ratings yet
- Bhatia 2021Document8 pagesBhatia 2021Darsan lalNo ratings yet
- 3DPinAE FinalDocument18 pages3DPinAE FinalYashwanth RajuNo ratings yet
- Design and Fabrication of Arduino Based Flexible Manufacturing Process On The Desk 3D PrintingDocument10 pagesDesign and Fabrication of Arduino Based Flexible Manufacturing Process On The Desk 3D PrintingIJRASETPublicationsNo ratings yet
- Nihms 1505777Document15 pagesNihms 1505777Mircavid HeydəroğluNo ratings yet
- Design and Development of A Low-Cost Open-Source 3D Printer and ItsDocument11 pagesDesign and Development of A Low-Cost Open-Source 3D Printer and ItsGlessy SilvestreNo ratings yet
- Design and Development of Cartesian Co-Ordinate Based 3D PrinterDocument8 pagesDesign and Development of Cartesian Co-Ordinate Based 3D PrinterTJPRC PublicationsNo ratings yet
- 3D Printing of Engineering Materials - A State of The Art ReviewDocument5 pages3D Printing of Engineering Materials - A State of The Art ReviewGiank MarchNo ratings yet
- 3D Printer Based Slot-Die Coater As A Lab-to-Fab Translation Tool For Solution-Processed Solar CellsDocument8 pages3D Printer Based Slot-Die Coater As A Lab-to-Fab Translation Tool For Solution-Processed Solar CellsBhabani Sankar SwainNo ratings yet
- 3D Printing in Aerospace and Its Long-Term SustainabilityDocument12 pages3D Printing in Aerospace and Its Long-Term SustainabilityGiank MarchNo ratings yet
- 1 s2.0 S2666412721000441 MainDocument10 pages1 s2.0 S2666412721000441 MainBM20623 Wan Mohamad Danial Bin Wan SyariffudinNo ratings yet
- Irjet V3i3295 PDFDocument4 pagesIrjet V3i3295 PDFΓιώργος ΔήμαςNo ratings yet
- AM For Aerospace and AutomobileDocument5 pagesAM For Aerospace and AutomobileSIDDHARTH PARIHARNo ratings yet
- Praveena, A Comprehensive Review of Emerging Additive ManufacturingDocument5 pagesPraveena, A Comprehensive Review of Emerging Additive ManufacturingJosé Juan Batista RodríguezNo ratings yet
- Thesis 3d PrinterDocument7 pagesThesis 3d Printerdnqj27m0100% (2)
- The Potential of 3D Printing To Reduce The Environmental Impacts of ProductionDocument9 pagesThe Potential of 3D Printing To Reduce The Environmental Impacts of ProductionAlexi WiedemannNo ratings yet
- PHD Research ProposalDocument5 pagesPHD Research ProposalSandeep kumar Sharma100% (1)
- Literature Review On 3d PrintingDocument6 pagesLiterature Review On 3d Printingguzxwacnd100% (1)
- Large-Scale 3D Printing: The Way Forward: IOP Conference Series: Materials Science and EngineeringDocument16 pagesLarge-Scale 3D Printing: The Way Forward: IOP Conference Series: Materials Science and EngineeringJorge Luis Garcia ZuñigaNo ratings yet
- How 3D Printing Impacts The Prosthetics MarketDocument5 pagesHow 3D Printing Impacts The Prosthetics MarketAna Rita MarçaloNo ratings yet
- Fchem 08 00315Document14 pagesFchem 08 00315AynamawNo ratings yet
- The Roles and Applications of Additive Manufacturing in The Aerospace and Automobile SectorDocument6 pagesThe Roles and Applications of Additive Manufacturing in The Aerospace and Automobile SectorThilak gowdaNo ratings yet
- Sciencedirect: Design and Fabrication of Industrial Components Using 3D PrintingDocument10 pagesSciencedirect: Design and Fabrication of Industrial Components Using 3D PrintinglaythsalmsnNo ratings yet
- 3D Printing Report PDFDocument33 pages3D Printing Report PDFvivek patelNo ratings yet
- AM92 MAurya N. E.A. Comparative Study and Measurement of Form Errors For The Component Printed by FDM en PJ Process. 2019. Science Direct 336796193Document8 pagesAM92 MAurya N. E.A. Comparative Study and Measurement of Form Errors For The Component Printed by FDM en PJ Process. 2019. Science Direct 336796193markvanderstaay70No ratings yet
- 3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesDocument22 pages3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesAnonymous 5AmJ13mLkNo ratings yet
- Using 3D Printing Technology in Prototype ProductionDocument9 pagesUsing 3D Printing Technology in Prototype Productionxuyan yinNo ratings yet
- Study On Optimization of 3D Printing Parameters: IOP Conference Series: Materials Science and EngineeringDocument6 pagesStudy On Optimization of 3D Printing Parameters: IOP Conference Series: Materials Science and EngineeringGaby ZeledónNo ratings yet
- Module - 1: Regulation - 2015 (CBCS Scheme) Additive Manufacturing - 15me82Document37 pagesModule - 1: Regulation - 2015 (CBCS Scheme) Additive Manufacturing - 15me82swaroop kenganalNo ratings yet
- Wu 2019 J. Phys. Conf. Ser. 1303 012048Document6 pagesWu 2019 J. Phys. Conf. Ser. 1303 012048bayramyll282No ratings yet
- Comparison PDFDocument12 pagesComparison PDFMateel HaddadNo ratings yet
- Impresion 3d - Parametros de ImpresiónDocument16 pagesImpresion 3d - Parametros de ImpresiónLaura Daniela Hernandez QuirozNo ratings yet
- Chapter - 1 General: Fig. 1.1 Industrial RobotDocument40 pagesChapter - 1 General: Fig. 1.1 Industrial RobotArunNo ratings yet
- C1 C Girum Tesfaye Gedecho 3D PrintingDocument5 pagesC1 C Girum Tesfaye Gedecho 3D PrintingGirum TesfayeNo ratings yet
- 01 Three-Dimensional Printing For Catalytic ApplicationsDocument13 pages01 Three-Dimensional Printing For Catalytic ApplicationsDadja Eudes PignamssiNo ratings yet
- 1 General: Fig. 1.1 Industrial RobotDocument40 pages1 General: Fig. 1.1 Industrial RobotArunNo ratings yet
- IJRPR12244Document7 pagesIJRPR12244Sai AnirudhNo ratings yet
- Zaharin 2018 IOP Conf. Ser. - Mater. Sci. Eng. 328 012003 PDFDocument8 pagesZaharin 2018 IOP Conf. Ser. - Mater. Sci. Eng. 328 012003 PDFGet SazzidNo ratings yet
- Design of Spoon Mold Using Flow Analysis and Higher End Design SoftwareDocument6 pagesDesign of Spoon Mold Using Flow Analysis and Higher End Design SoftwareashishNo ratings yet
- Additive Manufacturing A Review On 3d Printing of Metals and Study of Residual Stress, Buckling Load Capacity of Strut Members PDFDocument6 pagesAdditive Manufacturing A Review On 3d Printing of Metals and Study of Residual Stress, Buckling Load Capacity of Strut Members PDFoguNo ratings yet
- Ppt@mech B-@2021Document19 pagesPpt@mech B-@2021SSãï Pãvãñ KümãrNo ratings yet
- Bestall-Sharp 2019Document12 pagesBestall-Sharp 2019Himanshu Sunil KulkarniNo ratings yet
- Fortigate Logging 60Document56 pagesFortigate Logging 60Jorge Humberto Alvarez GonzalezNo ratings yet
- Direct Sale Qgmi GhanaDocument17 pagesDirect Sale Qgmi GhanaLayan FahadNo ratings yet
- April 2014Document88 pagesApril 2014ras_deepNo ratings yet
- BSDS Design Standard Guide ManualDocument335 pagesBSDS Design Standard Guide ManualPEOIROW SOLEYTENo ratings yet
- and 68070 S2012 Final v2 No AnswersDocument42 pagesand 68070 S2012 Final v2 No AnswersZadrin TuckerNo ratings yet
- Database Administration - The Complete Guide To Practices and Procedures Cap14 p2Document10 pagesDatabase Administration - The Complete Guide To Practices and Procedures Cap14 p2edgarNo ratings yet
- Design and Development of Embedded Multimedia TerminalDocument6 pagesDesign and Development of Embedded Multimedia TerminalseventhsensegroupNo ratings yet
- SAE FlangesDocument9 pagesSAE FlangesWalter JosephNo ratings yet
- 11 KV 200 Amp 3 Pole AB Switch Technical Specification: ScopeDocument4 pages11 KV 200 Amp 3 Pole AB Switch Technical Specification: ScopeVIKRAM DESAINo ratings yet
- SSA 716 StudentGuide 20150211 2 PDFDocument551 pagesSSA 716 StudentGuide 20150211 2 PDFLakshmiNo ratings yet
- Namibian Accredited InstitutionsDocument22 pagesNamibian Accredited InstitutionsMorienNo ratings yet
- AbsolyteGP PDFDocument12 pagesAbsolyteGP PDFedin PopNo ratings yet
- MSDS - CHIMEC 1038 - Gas Corr. InhibitorDocument6 pagesMSDS - CHIMEC 1038 - Gas Corr. InhibitorAnonymous LfeGI2hM0% (1)
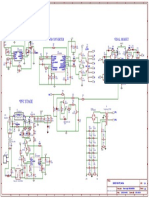
- Schematic SMPS-PFC Sheet-1 20190424001902 PDFDocument1 pageSchematic SMPS-PFC Sheet-1 20190424001902 PDFАлексей АндрияшNo ratings yet
- Question 2: DEP-A & DEP-B Loads: Electrical SystemDocument15 pagesQuestion 2: DEP-A & DEP-B Loads: Electrical SystemJorge LuisNo ratings yet
- Upholstery: Scheme of The ExaminationDocument5 pagesUpholstery: Scheme of The ExaminationKunbi Santos-ArinzeNo ratings yet
- 13-Hole & String Volumes Calculation (1029.4)Document14 pages13-Hole & String Volumes Calculation (1029.4)Glen RoelNo ratings yet
- Huggard300magnetometer PDFDocument8 pagesHuggard300magnetometer PDFRichard PortillooNo ratings yet
- Lucrarea de Laborator Nr. 2: Raport LaDocument6 pagesLucrarea de Laborator Nr. 2: Raport LaAnastasia GhermanNo ratings yet
- 3-20-17 Draft MBTA Strategic PlanDocument50 pages3-20-17 Draft MBTA Strategic Plantali_bergerNo ratings yet
- Thermal Energy Storage For Space CoolingDocument32 pagesThermal Energy Storage For Space CoolingAzim AdamNo ratings yet
- GlassDocument2 pagesGlassjossera100% (1)
- L293D Datasheet PDFDocument8 pagesL293D Datasheet PDFSanjay PatilNo ratings yet