Download as pdf or txt
You might also like
- Astm A653 1Document13 pagesAstm A653 1AlbertoNo ratings yet
- Astm A 153 - A 153M-09Document5 pagesAstm A 153 - A 153M-09Amr FathallaNo ratings yet
- Astm A153Document5 pagesAstm A153Gurkan100% (1)
- Astm B85-Standard Specification For Aluminium - Allow Die CastingsDocument8 pagesAstm B85-Standard Specification For Aluminium - Allow Die CastingsEldennisNo ratings yet
- ASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and TubeDocument6 pagesASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and Tubeanoop100% (1)
- Metallic Heaters: For Phosphoric Acid EvaporationDocument8 pagesMetallic Heaters: For Phosphoric Acid EvaporationmohsanmajeedNo ratings yet
- Bodega Inventory ListDocument14 pagesBodega Inventory ListAlbert Jay Oring TuicoNo ratings yet
- Sample Wps-Carbon Steel GTAW+SMAWDocument2 pagesSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- B 86 - 13Document7 pagesB 86 - 13phaindikaNo ratings yet
- Astm B240-09 PDFDocument4 pagesAstm B240-09 PDFRaúlNo ratings yet
- B240 wslr7213Document3 pagesB240 wslr7213Luis BadoffNo ratings yet
- Zinc and Zinc-Aluminum (ZA) Alloys in Ingot Form For Foundry and Die CastingsDocument4 pagesZinc and Zinc-Aluminum (ZA) Alloys in Ingot Form For Foundry and Die CastingsLuis BadoffNo ratings yet
- ASTM B240 - Zinc and Zinc-Aluminum (ZA) AlloysDocument4 pagesASTM B240 - Zinc and Zinc-Aluminum (ZA) AlloysShawn Deol100% (1)
- Astm B 240-07 PDFDocument4 pagesAstm B 240-07 PDFRamsi AnkziNo ratings yet
- Zinc Alloys in Ingot Form For Spin CastingDocument3 pagesZinc Alloys in Ingot Form For Spin CastingSofia YuliNo ratings yet
- A990 PDFDocument6 pagesA990 PDFilknur karaNo ratings yet
- Astm B94 - 2013Document6 pagesAstm B94 - 2013MarcinNo ratings yet
- B103B103M-15 Standard Specification For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarDocument7 pagesB103B103M-15 Standard Specification For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarislamakthamNo ratings yet
- Castings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceDocument6 pagesCastings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceOdyzeus PingolNo ratings yet
- ASTM B103/B103M 15: Standard Speci Cation For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarDocument7 pagesASTM B103/B103M 15: Standard Speci Cation For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarElias Arenas PanccaNo ratings yet
- ASTM A123 Galv. DFT RequirementDocument8 pagesASTM A123 Galv. DFT Requirementshoaib1985No ratings yet
- High-Silicon Molybdenum Ferritic Iron Castings: Standard Specification ForDocument7 pagesHigh-Silicon Molybdenum Ferritic Iron Castings: Standard Specification Formohammed karasnehNo ratings yet
- Astm B108 (2001)Document12 pagesAstm B108 (2001)shahid khanNo ratings yet
- B 327 - 16 PDFDocument4 pagesB 327 - 16 PDFHongHaiDuongNo ratings yet
- Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument12 pagesCarbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothCarlos Raul Caballero LeonNo ratings yet
- Aluminum-Alloy Rolled Tread Plate: Standard Specification ForDocument7 pagesAluminum-Alloy Rolled Tread Plate: Standard Specification Forcarl.No ratings yet
- Rolled Zinc: Standard Specification ForDocument4 pagesRolled Zinc: Standard Specification ForAadhya engineering ServicesNo ratings yet
- B 26 - B 26M - 02 - Qji2ltayDocument12 pagesB 26 - B 26M - 02 - Qji2ltayJose BravoNo ratings yet
- ASTM A510 - 02 Steel WireDocument7 pagesASTM A510 - 02 Steel WireRamirez IndelebleNo ratings yet
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocument8 pagesWrought Austenitic Stainless Steel Piping Fittings: Standard Specification FormilecsaNo ratings yet
- Astm A510 6 PDFDocument7 pagesAstm A510 6 PDFNafiou KamelNo ratings yet
- A510MDocument7 pagesA510MIlka RaffaelliNo ratings yet
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDocument11 pagesSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceIndra NainggolanNo ratings yet
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocument5 pagesZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForMd. Main UddinNo ratings yet
- A231A231Document4 pagesA231A231MohamedNo ratings yet
- B 80 Â " 97 QJGWLTK3 PDFDocument11 pagesB 80 Â " 97 QJGWLTK3 PDFdjreyes04No ratings yet
- A653A653M 2015 (SteelSheet ZinCoat Galvanized Galvannealed Hot DipProcess)Document13 pagesA653A653M 2015 (SteelSheet ZinCoat Galvanized Galvannealed Hot DipProcess)dpfloresNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForErick ERICKNo ratings yet
- General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Document7 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)benedick barquinNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification Foripkm123No ratings yet
- Aluminum-Alloy Die Castings: Standard Specification ForDocument8 pagesAluminum-Alloy Die Castings: Standard Specification ForMohamad ShafeyNo ratings yet
- Hot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceDocument11 pagesHot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceProduction DepartmentNo ratings yet
- Astm A 194, PernosDocument11 pagesAstm A 194, PernosVernon Jiménez FonsecaNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForHoem ITNo ratings yet
- ASTM A510 03-Astm-Standardspecivication-1 PDFDocument7 pagesASTM A510 03-Astm-Standardspecivication-1 PDFNina LazuardiNo ratings yet
- Metallic-Coated Steel Wire For Chain-Link Fence FabricDocument3 pagesMetallic-Coated Steel Wire For Chain-Link Fence FabricDoug WilsonNo ratings yet
- Astm A335-A335m-2021Document11 pagesAstm A335-A335m-2021Carlos100% (1)
- Astm A1055Document9 pagesAstm A1055Nsidibe EtimNo ratings yet
- General Requirements For Zinc and Zinc Alloy ProductsDocument5 pagesGeneral Requirements For Zinc and Zinc Alloy ProductsSofia Yuli100% (1)
- B 209Document29 pagesB 209manuel floresNo ratings yet
- Electric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe For High-Temperature ServiceDocument6 pagesElectric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe For High-Temperature ServicehNo ratings yet
- ASTM A480 99 - Standard Specification For General Requirements For Flat-Rolled (FLATNESS, THICKNESS, WIDTH, Etc.)Document24 pagesASTM A480 99 - Standard Specification For General Requirements For Flat-Rolled (FLATNESS, THICKNESS, WIDTH, Etc.)Seyong ParkNo ratings yet
- Astm B860Document3 pagesAstm B860EvelynNo ratings yet
- A 358 - A 358M - 04 - Qtm1oc9bmzu4tqDocument7 pagesA 358 - A 358M - 04 - Qtm1oc9bmzu4tqYorman TorresNo ratings yet
- B 211 Â " 00 QJIXMS0WMA - PDFDocument10 pagesB 211 Â " 00 QJIXMS0WMA - PDFJavo GuerreroNo ratings yet
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocument5 pagesZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForJithu KareemNo ratings yet
- General Requirements For Flat-Rolled Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument23 pagesGeneral Requirements For Flat-Rolled Stainless and Heat-Resisting Steel Plate, Sheet, and StripCarlos Raul Caballero LeonNo ratings yet
- PDFsam - B 404 - B 404M - 02Document7 pagesPDFsam - B 404 - B 404M - 02mike.jensen0581No ratings yet
- Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument11 pagesCarbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothMartuaHaojahanSaragihSidabutarNo ratings yet
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDocument11 pagesSeamless Ferritic Alloy-Steel Pipe For High-Temperature Serviceist93993No ratings yet
- Advanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactFrom EverandAdvanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactNo ratings yet
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- Copper-Silicon Alloy Wire For General ApplicationsDocument3 pagesCopper-Silicon Alloy Wire For General ApplicationsAadhya engineering ServicesNo ratings yet
- Adobe Scan Jan 09, 2023 PDFDocument6 pagesAdobe Scan Jan 09, 2023 PDFAadhya engineering ServicesNo ratings yet
- 020 L & T Hazira LTD. 25.11.2022 PI PDFDocument1 page020 L & T Hazira LTD. 25.11.2022 PI PDFAadhya engineering ServicesNo ratings yet
- Adobe Scan Jan 02, 2023 PDFDocument4 pagesAdobe Scan Jan 02, 2023 PDFAadhya engineering ServicesNo ratings yet
- X17Crni 16-2: C: 0,19 - 0,22 CR: 15,5 - 17,0 Ni: 1,5 - 2,5Document2 pagesX17Crni 16-2: C: 0,19 - 0,22 CR: 15,5 - 17,0 Ni: 1,5 - 2,5Aadhya engineering ServicesNo ratings yet
- 179 Albatroze THKDocument1 page179 Albatroze THKAadhya engineering ServicesNo ratings yet
- Astm A 227 A227m 2006Document4 pagesAstm A 227 A227m 2006Aadhya engineering ServicesNo ratings yet
- 579 CDocument1 page579 CAadhya engineering ServicesNo ratings yet
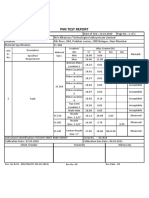
- Pmi Test Report: Test Report No: AES/PMI/179 M/s Albatraoz Technologies India Private LimitedDocument1 pagePmi Test Report: Test Report No: AES/PMI/179 M/s Albatraoz Technologies India Private LimitedAadhya engineering ServicesNo ratings yet
- Markal-Laco-Tempil 2019Document46 pagesMarkal-Laco-Tempil 2019Adelina EstrellaNo ratings yet
- MSEE02: RamaiahDocument2 pagesMSEE02: Ramaiahhari krishnaNo ratings yet
- E1235Document5 pagesE1235LLNo ratings yet
- Design and Fabrication of Pipe Bending MDocument19 pagesDesign and Fabrication of Pipe Bending MXaviour XaviNo ratings yet
- Hot Galvanized SteelDocument40 pagesHot Galvanized SteelBaehaqqi ImamNo ratings yet
- EN24 and EN24T SteelDocument3 pagesEN24 and EN24T Steelpatrik710No ratings yet
- SZP MG and MN RemovalDocument12 pagesSZP MG and MN RemovalBruce WillisNo ratings yet
- NF EN 13445-2 V1/AC1: Décembre 2015Document37 pagesNF EN 13445-2 V1/AC1: Décembre 2015rodrigoperezsimoneNo ratings yet
- Aluminum A413Document2 pagesAluminum A413Fabio Miguel RodriguesNo ratings yet
- Lecture 3 - Cutting ToolsDocument20 pagesLecture 3 - Cutting Toolsdvshadow0004No ratings yet
- How Many Different Uses of Metal Can You Spot?Document47 pagesHow Many Different Uses of Metal Can You Spot?safiraginaNo ratings yet
- Domex 355 MC: High Strength Cold Forming SteelDocument2 pagesDomex 355 MC: High Strength Cold Forming SteelKhantoNo ratings yet
- Fpso Piping Material Datasheet SO17033 PESDMCPF999001 A2 10 of 23Document1 pageFpso Piping Material Datasheet SO17033 PESDMCPF999001 A2 10 of 23alouisNo ratings yet
- Adhesion Coat.Document13 pagesAdhesion Coat.kamil aaaNo ratings yet
- 2016CompositeList Web 31Document1 page2016CompositeList Web 31AnuranjanNo ratings yet
- BrochureDocument8 pagesBrochureTPF Sneha KiranNo ratings yet
- Defects WeldingDocument206 pagesDefects WeldingJayesh100% (1)
- Material Selection and NameDocument6 pagesMaterial Selection and NameHlaingm KyawNo ratings yet
- Technical Specifications For ValvesDocument32 pagesTechnical Specifications For ValvesEr Hussain GhadialiNo ratings yet
- BS 01429 1980 ScanDocument10 pagesBS 01429 1980 ScanRakesh DasNo ratings yet
- Iscar CatalogoDocument184 pagesIscar CatalogoJ Ferreyra LibanoNo ratings yet
- Training Schedule For CuNi and Super Duplex As On 29 Jan 2020Document1 pageTraining Schedule For CuNi and Super Duplex As On 29 Jan 2020Denny AgusNo ratings yet
- Algoma SteelDocument18 pagesAlgoma Steelsahzaidi544No ratings yet
- Reference Only: I Pus Pond StreetDocument132 pagesReference Only: I Pus Pond StreetJagdish ShindeNo ratings yet
- Eye/Face Washes G1750: Guardian EquipmentDocument2 pagesEye/Face Washes G1750: Guardian Equipmenteisenbarger5607No ratings yet
- WPS ExampleDocument2 pagesWPS ExampleNur WijiantoNo ratings yet
- Jindal Stainless LTD (LCC)Document1 pageJindal Stainless LTD (LCC)DtscNo ratings yet