Download as pdf or txt
You might also like
- THM Gas TurbinesDocument4 pagesTHM Gas TurbinesAminovic MostafaNo ratings yet
- 05 VruDocument17 pages05 VruSergio RodriguezNo ratings yet
- Advanced Natural Gas Reciprocating Engines (ARES) : DE-FC26-01CH11079 Caterpillar, Inc. May 2001 - June 2011Document26 pagesAdvanced Natural Gas Reciprocating Engines (ARES) : DE-FC26-01CH11079 Caterpillar, Inc. May 2001 - June 2011guichen wangNo ratings yet
- New Process Recovers Ngls From CoDocument3 pagesNew Process Recovers Ngls From CoAksheyNo ratings yet
- Thomas Frey - Organic Rankie Cycles Waste Heat Recovery PDFDocument12 pagesThomas Frey - Organic Rankie Cycles Waste Heat Recovery PDFMohd Jamal Mohd MoktarNo ratings yet
- Professional Achiever Plus Heavy Duty Power VentDocument2 pagesProfessional Achiever Plus Heavy Duty Power VentjoeNo ratings yet
- Charleston Dehydration 2009 PDFDocument16 pagesCharleston Dehydration 2009 PDFShaka Shalahuddin Shantika PutraNo ratings yet
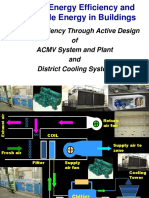
- BS 5204 Energy Efficiency and Renewable Energy in BuildingsDocument39 pagesBS 5204 Energy Efficiency and Renewable Energy in BuildingsMohamedNo ratings yet
- Boiler EE KumarDocument12 pagesBoiler EE KumarBahiran EniyewNo ratings yet
- Thermodynamics Analysis of A Modified Dual Evaporator Transcritical Refrigeration Cycle With Two Stage EjectorDocument11 pagesThermodynamics Analysis of A Modified Dual Evaporator Transcritical Refrigeration Cycle With Two Stage Ejectorjose baenaNo ratings yet
- POWERISE Heat Recovery SystemsDocument33 pagesPOWERISE Heat Recovery SystemsworkedoutagainNo ratings yet
- BKC On Economizer & WHRDocument56 pagesBKC On Economizer & WHRB K. ChoudhuryNo ratings yet
- Fresh Air Package UnitRTP BrochureDocument4 pagesFresh Air Package UnitRTP BrochurespsamcNo ratings yet
- The End of It Is The Beginning-Nagesh-IndiaDocument22 pagesThe End of It Is The Beginning-Nagesh-IndiatallkumarNo ratings yet
- Air To Fuel Ratio ControlDocument68 pagesAir To Fuel Ratio Controlvivek_genx4737100% (2)
- Helix Advantages - Reficar 1 PDFDocument9 pagesHelix Advantages - Reficar 1 PDFabhishek kumarNo ratings yet
- NTS2.5 Miller.PDocument25 pagesNTS2.5 Miller.Pwidnu wirasetiaNo ratings yet
- Revomax: Largest Selling Little Star of ThermaxDocument34 pagesRevomax: Largest Selling Little Star of ThermaxDuggineni RamakrishnaNo ratings yet
- 57 - JB Biogas - V00Document42 pages57 - JB Biogas - V00July E. Maldonado M.No ratings yet
- Spirax FREME Flash Recovery Energy Management Equipment PDFDocument6 pagesSpirax FREME Flash Recovery Energy Management Equipment PDFGuillermoNo ratings yet
- Marine Generator Set: 781 BKW (1047 BHP) at 1800 RPM / 994 BKW (1333 BHP) at 1800 RPMDocument2 pagesMarine Generator Set: 781 BKW (1047 BHP) at 1800 RPM / 994 BKW (1333 BHP) at 1800 RPMavinash_1229No ratings yet
- Natural Gas Dehydration: Methane Losses Methane Recovery Is Recovery Profitable? Industry Experience Discussion QuestionsDocument16 pagesNatural Gas Dehydration: Methane Losses Methane Recovery Is Recovery Profitable? Industry Experience Discussion QuestionsYesli AlarcónNo ratings yet
- XEB BGX BrochureDocument8 pagesXEB BGX Brochurealexandre_tkNo ratings yet
- Zeeco Flare Gas Recovery PresentationDocument32 pagesZeeco Flare Gas Recovery PresentationfadzilharmanNo ratings yet
- Green Transformers - MR Didik WidiantoDocument40 pagesGreen Transformers - MR Didik WidiantoWahyoe DamaiNo ratings yet
- Cogeneration Cogeneration Cogeneration CogenerationDocument23 pagesCogeneration Cogeneration Cogeneration Cogenerationroman_maximoNo ratings yet
- 30kw液化石油气发电机组参数Document3 pages30kw液化石油气发电机组参数Tegas Shidik PermanaNo ratings yet
- 02 Dehydrators Farmington2010 PDFDocument9 pages02 Dehydrators Farmington2010 PDFLuzNo ratings yet
- 9 Gas Turbine - Cogeneration PDFDocument30 pages9 Gas Turbine - Cogeneration PDFghgh140No ratings yet
- TechnipFMC ACCRES Hummingbird Presentation 2019 07 04Document16 pagesTechnipFMC ACCRES Hummingbird Presentation 2019 07 04changseokpark821206No ratings yet
- SNF - Reducing Carbon Intensity While Maximizing Oil Recovery With Polymer EORDocument4 pagesSNF - Reducing Carbon Intensity While Maximizing Oil Recovery With Polymer EORBasil OgbunudeNo ratings yet
- Boilers & Thermic Fluid HeatersDocument8 pagesBoilers & Thermic Fluid HeatersvinitaramrakhyaniNo ratings yet
- Dehydration 2Document8 pagesDehydration 2Milan DjumicNo ratings yet
- Condensador Evaporativo KrackDocument20 pagesCondensador Evaporativo KrackFederico RamellaNo ratings yet
- 4 Natural Gas DehydrationDocument29 pages4 Natural Gas Dehydrationdrmsola9803No ratings yet
- Calciner Op Ex CalculationDocument9 pagesCalciner Op Ex CalculationNair YadukrishnanNo ratings yet
- Sarkar 2010Document8 pagesSarkar 2010Bounty MaNo ratings yet
- Solid Waste ManagementDocument2 pagesSolid Waste ManagementYe PhoneNo ratings yet
- New Technology Continuous Feed Pyrolytic Sludge Remediation SystemDocument9 pagesNew Technology Continuous Feed Pyrolytic Sludge Remediation SystemsolidsverigeNo ratings yet
- Erv CatalogueDocument12 pagesErv CatalogueSaahil KhaanNo ratings yet
- Electro-Static Discharge (ESD) in Turbine Oils: © 2015 Exxon Mobil Corporation. All Rights ReserveDocument14 pagesElectro-Static Discharge (ESD) in Turbine Oils: © 2015 Exxon Mobil Corporation. All Rights Reserve'Izzad AfifNo ratings yet
- 2022 GTTC EU RenaultPowertech Fuel EVAP System Design and Control OptimizationDocument21 pages2022 GTTC EU RenaultPowertech Fuel EVAP System Design and Control Optimizationzaheer hussainNo ratings yet
- Process Combustion Corporation: A Presentation Prepared ForDocument35 pagesProcess Combustion Corporation: A Presentation Prepared ForSteve WanNo ratings yet
- Combustion Specialist-All Correspondence Combustion Application Group Leader Principal Combustion Engineer DesignerDocument9 pagesCombustion Specialist-All Correspondence Combustion Application Group Leader Principal Combustion Engineer Designerabdelbaki mameriNo ratings yet
- Turbine Performance - STWS - 22-24oct13-1Document50 pagesTurbine Performance - STWS - 22-24oct13-1Gaurav100% (2)
- English VRU EvolutionDocument64 pagesEnglish VRU Evolutionsnikolopou2740100% (1)
- Filborna - Helsingborg - SwedenDocument2 pagesFilborna - Helsingborg - SwedenJOHNKNo ratings yet
- Stationary Compressors ENDocument8 pagesStationary Compressors ENPrakash VasudevanNo ratings yet
- OPRA Turbines BV - Martin Beran - Pyrolysis Oil Application in OPRA Gas TurbinesDocument14 pagesOPRA Turbines BV - Martin Beran - Pyrolysis Oil Application in OPRA Gas TurbinesRicardoNo ratings yet
- Cooling & Heating: Revomax SeriesDocument4 pagesCooling & Heating: Revomax SeriesBoonaa KiyyaNo ratings yet
- Siemens PDFDocument10 pagesSiemens PDFejzuppelli8036No ratings yet
- Industrial Steam System, Efficient Generation of Steam and Hot Water in Food Industry, Once Through BoilerDocument7 pagesIndustrial Steam System, Efficient Generation of Steam and Hot Water in Food Industry, Once Through BoilerElisa PutriNo ratings yet
- Oil Plant SolutionsDocument10 pagesOil Plant SolutionsMarcus MihaiNo ratings yet
- RobinsonDocument25 pagesRobinsonbarakalami94hudahaiderNo ratings yet
- HPC-CO2 Capsol ForretningscaseDocument18 pagesHPC-CO2 Capsol ForretningscaseGhochapon MongkhonsiriNo ratings yet
- Op Eff 16 12 2023Document45 pagesOp Eff 16 12 2023Sharath BogaNo ratings yet
- Axial Shift Issue Due To Governor ValueDocument14 pagesAxial Shift Issue Due To Governor ValueSasi NimmakayalaNo ratings yet
- BoilersDocument8 pagesBoilerswindreader1No ratings yet
- 1 s2.0 S2352484721007290 MainDocument21 pages1 s2.0 S2352484721007290 MainDavid SirovskyNo ratings yet
- EC Tech Report High Performance Polyurethanes: PDFFrom EverandEC Tech Report High Performance Polyurethanes: PDFVincentz Network GmbH & Co. KGNo ratings yet
- Kknothe,+09 SchmidtDocument16 pagesKknothe,+09 SchmidtSriyonoNo ratings yet
- 2024 IPA Infographic - FINALDocument20 pages2024 IPA Infographic - FINALSriyonoNo ratings yet
- EarthDay 2024 Toolkit March 12th UpdateDocument21 pagesEarthDay 2024 Toolkit March 12th UpdateSriyonoNo ratings yet
- Recovery of Gasoline Vapor by A Combined Process of Two-Stage Dehumidification and CondensationDocument12 pagesRecovery of Gasoline Vapor by A Combined Process of Two-Stage Dehumidification and CondensationSriyonoNo ratings yet
- Improve Selection and Sizing of Storage TanksDocument10 pagesImprove Selection and Sizing of Storage TanksSriyonoNo ratings yet
- RadacentralcontrolDocument1 pageRadacentralcontrolSriyonoNo ratings yet
- EL2600 Pressure TransmitterDocument2 pagesEL2600 Pressure TransmitterSriyonoNo ratings yet
- T-502 Cover 3Document2 pagesT-502 Cover 3SriyonoNo ratings yet
- MDS Frame Force Combo-1 Rev.1Document3 pagesMDS Frame Force Combo-1 Rev.1SriyonoNo ratings yet
- Mini-Compacta KH enDocument1 pageMini-Compacta KH enSriyonoNo ratings yet
- PTC 26Document1 pagePTC 26SriyonoNo ratings yet
- Vendorlist PHONSKA IVDocument2 pagesVendorlist PHONSKA IVSriyonoNo ratings yet
- Newage Shore ConnectionDocument1 pageNewage Shore ConnectionSriyonoNo ratings yet
- RBDPSDocument1 pageRBDPSSriyonoNo ratings yet
- What If WW3 HappenDocument1 pageWhat If WW3 HappenSriyonoNo ratings yet
- JMS Transmitter Non-IsolatedDocument1 pageJMS Transmitter Non-IsolatedSriyonoNo ratings yet
- Vapor Pressure DiM Ether MurniDocument1 pageVapor Pressure DiM Ether MurniSriyonoNo ratings yet
- Huawei Ban in The US: Projected Consequences For International TradeDocument4 pagesHuawei Ban in The US: Projected Consequences For International Trademuhammad samsu saputraNo ratings yet
- Upcat 2014 - Simulated Exam - Set A - Section 2 - Science Proficiency v.5.26Document14 pagesUpcat 2014 - Simulated Exam - Set A - Section 2 - Science Proficiency v.5.26Regina MercurioNo ratings yet
- Mastering Sketching S11 BLAD Print2Document8 pagesMastering Sketching S11 BLAD Print2Interweave0% (1)
- Hand Out Essay QuestionsDocument7 pagesHand Out Essay QuestionsKanaga6432No ratings yet
- Cockateil Pairing DetailsDocument4 pagesCockateil Pairing DetailsWaseem UllahNo ratings yet
- 02 Kinematics VectorsDocument16 pages02 Kinematics VectorsAnna HansenNo ratings yet
- Ra 10354 PDFDocument24 pagesRa 10354 PDFmarkkkkkkkheeessNo ratings yet
- L4Tnm-Psa: Product ClassificationDocument4 pagesL4Tnm-Psa: Product Classificationhassan329No ratings yet
- Math in Focus 3B WorksheetDocument6 pagesMath in Focus 3B WorksheetBobbili PooliNo ratings yet
- LIC Exp Date: AetnaDocument66 pagesLIC Exp Date: AetnaTrudyNo ratings yet
- 329672001-Jacobs Engineering Group IncDocument5 pages329672001-Jacobs Engineering Group IncJaram Johnson67% (3)
- Articulated Haulers / F Series Models: Description Part No. Qty First Service 250 H 500 H 1000 H 2000 H NotesDocument4 pagesArticulated Haulers / F Series Models: Description Part No. Qty First Service 250 H 500 H 1000 H 2000 H NotesHugo Alejandro Bello ParraNo ratings yet
- Blockchain For Iot: The Challenges and A Way Forward: July 2018Document13 pagesBlockchain For Iot: The Challenges and A Way Forward: July 2018ronicaNo ratings yet
- Islam A Challenge To Religion by G. A. ParwezDocument359 pagesIslam A Challenge To Religion by G. A. ParwezJamshed IqbalNo ratings yet
- Rightpdf - Siemens Quotation SIQRMI231003001 REV03 Gradiant Pty LTD - WatermarkDocument14 pagesRightpdf - Siemens Quotation SIQRMI231003001 REV03 Gradiant Pty LTD - WatermarkNirmal KumarNo ratings yet
- Annotated Bibliography FinalDocument7 pagesAnnotated Bibliography Finalapi-282112299No ratings yet
- CirclesDocument54 pagesCirclestrishaNo ratings yet
- GCT LTE Module Software Development Guide: Aquila Solutions IncDocument26 pagesGCT LTE Module Software Development Guide: Aquila Solutions IncLionel MusonzaNo ratings yet
- Political Culture in Post Communist Countries Albanian CaseDocument10 pagesPolitical Culture in Post Communist Countries Albanian CaseArditÇekaNo ratings yet
- Catalogo Fleximark InglesDocument52 pagesCatalogo Fleximark InglesFrancisco ArauzNo ratings yet
- BEE301Document4 pagesBEE301cshohil300No ratings yet
- Financial Deepening and Economic Development of NiDocument16 pagesFinancial Deepening and Economic Development of NiVictoria MaciasNo ratings yet
- Introduction To Supply Chain Analytics: Rohit KapoorDocument13 pagesIntroduction To Supply Chain Analytics: Rohit KapoorSARANSH MOHANTY PGP 2021-23 BatchNo ratings yet
- RuttDocument6 pagesRuttJustinian FiloteosNo ratings yet
- RINA NCC92 - Rules For The Type Approval CertificationDocument9 pagesRINA NCC92 - Rules For The Type Approval CertificationMarianoNo ratings yet
- Ends With 2 Cells Original Homologous Pairs Separate Ending Human Cells Have 46 Starts With One Cell Sister Chromatids SeparateDocument18 pagesEnds With 2 Cells Original Homologous Pairs Separate Ending Human Cells Have 46 Starts With One Cell Sister Chromatids SeparateProThaThaKing ClashNo ratings yet
- Silvia Rey Resume OkDocument3 pagesSilvia Rey Resume Okapi-489656705No ratings yet
- MATH7 - PPT - Q2 - W1 - Day1 - Measuring QuantitiesDocument28 pagesMATH7 - PPT - Q2 - W1 - Day1 - Measuring QuantitiesEveNo ratings yet
- Clinical Laboratory of San Bernardino, IncDocument40 pagesClinical Laboratory of San Bernardino, Inckharberson1613No ratings yet
- FirstSpear Commercial CatalogDocument23 pagesFirstSpear Commercial CatalogsolsysNo ratings yet