Download as pdf or txt
You might also like
- Astm B206Document4 pagesAstm B206BhanuNo ratings yet
- GB 150.4 Fabrication, Inspection and Testing, and Acceptance PDFDocument43 pagesGB 150.4 Fabrication, Inspection and Testing, and Acceptance PDFhuangjlNo ratings yet
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocument8 pagesNaval Brass Rod, Bar, and Shapes: Standard Specification Foranurag yadavNo ratings yet
- Astm B411B411M-14Document3 pagesAstm B411B411M-14Gabriel Perez CruzNo ratings yet
- Astm B 138 - B 138M - 06Document4 pagesAstm B 138 - B 138M - 06Ramsi AnkziNo ratings yet
- Astm B 98M-98Document5 pagesAstm B 98M-98Fa ChNo ratings yet
- Astm B139Document5 pagesAstm B139Jamil SalmanNo ratings yet
- B 139 - B 139M - 01 - Qjezos9cmtm5tqDocument5 pagesB 139 - B 139M - 01 - Qjezos9cmtm5tqHimanshu KashyapNo ratings yet
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocument7 pagesNaval Brass Rod, Bar, and Shapes: Standard Specification ForAlejandro ValdesNo ratings yet
- Astm B-371Document3 pagesAstm B-371Shubham Sardesai- Jaywant EngineeringNo ratings yet
- B 21 - B 21M - 14Document8 pagesB 21 - B 21M - 14Ahmed BilalNo ratings yet
- Aluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification ForDocument4 pagesAluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification Forbenedick barquinNo ratings yet
- Brass Rod, Bar, and Shapes: Standard Specification ForDocument7 pagesBrass Rod, Bar, and Shapes: Standard Specification ForMuthuswamyNo ratings yet
- ASTM5Document1,227 pagesASTM5Guatavo91No ratings yet
- Copper-Zinc-Silicon Alloy Rod: Standard Specification ForDocument3 pagesCopper-Zinc-Silicon Alloy Rod: Standard Specification ForVictor VillegasNo ratings yet
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocument5 pagesCopper-Beryllium Alloy Rod and Bar: Standard Specification ForAyvid HgnisNo ratings yet
- Copper-Silicon Alloy Plate, Sheet, Strip, and Rolled Bar For General Purposes and Pressure VesselsDocument4 pagesCopper-Silicon Alloy Plate, Sheet, Strip, and Rolled Bar For General Purposes and Pressure VesselsAadhya engineering ServicesNo ratings yet
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocument7 pagesNaval Brass Rod, Bar, and Shapes: Standard Specification ForHoang Duy PhuongNo ratings yet
- Aluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification ForDocument4 pagesAluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification ForGreg YeeNo ratings yet
- Astm B 134 B134M-08Document7 pagesAstm B 134 B134M-08Chung LeNo ratings yet
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocument7 pagesNaval Brass Rod, Bar, and Shapes: Standard Specification Formanuel floresNo ratings yet
- PDFsam - B 455 - 10Document3 pagesPDFsam - B 455 - 10mike.jensen0581No ratings yet
- B455Document3 pagesB455basha100% (1)
- Copper-Nickel-Tin Spinodal Alloy Strip: Standard Specification ForDocument6 pagesCopper-Nickel-Tin Spinodal Alloy Strip: Standard Specification ForDanZel DanNo ratings yet
- Copper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled BarDocument5 pagesCopper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled Barruben castroNo ratings yet
- Astm b169Document4 pagesAstm b169ANIL100% (1)
- Phosphor Bronze Rod, Bar, and Shapes: Standard Specification ForDocument5 pagesPhosphor Bronze Rod, Bar, and Shapes: Standard Specification FormahfuzNo ratings yet
- Astm B 140 B140M-2007Document4 pagesAstm B 140 B140M-2007Ramsi AnkziNo ratings yet
- Copper-Silicon Alloy Wire For General ApplicationsDocument3 pagesCopper-Silicon Alloy Wire For General ApplicationsAadhya engineering ServicesNo ratings yet
- PDFsam - B 441 - 16Document4 pagesPDFsam - B 441 - 16mike.jensen0581No ratings yet
- ASTM B169 - 10 Aluminium Bronze Sheet Strip and Rolled BarDocument4 pagesASTM B169 - 10 Aluminium Bronze Sheet Strip and Rolled BarPacco HmNo ratings yet
- Wrought Copper-Alloy Bearing and Expansion Plates and Sheets For Bridge and Other Structural UseDocument5 pagesWrought Copper-Alloy Bearing and Expansion Plates and Sheets For Bridge and Other Structural UseAnurag YadavNo ratings yet
- Astm B16-10Document5 pagesAstm B16-10Francisco Villasmil OlivaresNo ratings yet
- Free-Cutting Brass Rod, Bar and Shapes For Use in Screw MachinesDocument5 pagesFree-Cutting Brass Rod, Bar and Shapes For Use in Screw MachinesInfinita PersistenciaNo ratings yet
- Copper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Plate, Sheet, Strip, and Rolled BarDocument4 pagesCopper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Plate, Sheet, Strip, and Rolled BarLuigi HernándezNo ratings yet
- B 938 - 04 - Cu Be AlloyDocument4 pagesB 938 - 04 - Cu Be Alloyvelu.gNo ratings yet
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocument5 pagesCopper-Beryllium Alloy Rod and Bar: Standard Specification ForJyothishNo ratings yet
- B 138 - B 138M - 01 - Qjezoc9cmtm4tqDocument4 pagesB 138 - B 138M - 01 - Qjezoc9cmtm4tqHimanshu KashyapNo ratings yet
- Copper-Zinc-Tin-Bismuth Alloy Rod, Bar and Wire: Standard Specification ForDocument5 pagesCopper-Zinc-Tin-Bismuth Alloy Rod, Bar and Wire: Standard Specification ForErick VargasNo ratings yet
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocument5 pagesCopper-Beryllium Alloy Rod and Bar: Standard Specification ForIbtisam Abud100% (2)
- B 100 - 97 Qjewmc05nwDocument5 pagesB 100 - 97 Qjewmc05nwFadjar ZulkarnainNo ratings yet
- Phosphor Bronze Wire: Standard Specification ForDocument3 pagesPhosphor Bronze Wire: Standard Specification Forbenedick barquinNo ratings yet
- Copper-Nickel-Zinc Alloy (Nickel Silver) and Copper-Nickel Rod and BarDocument5 pagesCopper-Nickel-Zinc Alloy (Nickel Silver) and Copper-Nickel Rod and Barabdulkadir aliNo ratings yet
- BS en 763Document6 pagesBS en 763raviraj londheNo ratings yet
- Brass Wire: Standard Specification ForDocument7 pagesBrass Wire: Standard Specification ForMuthuswamyNo ratings yet
- Copper-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForDocument12 pagesCopper-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForRajendra ChoudharyNo ratings yet
- Wrought Copper-Alloy Bearing and Expansion Plates and Sheets For Bridge and Other Structural UseDocument5 pagesWrought Copper-Alloy Bearing and Expansion Plates and Sheets For Bridge and Other Structural UseAadhya engineering ServicesNo ratings yet
- Astm B16-B16M-05Document5 pagesAstm B16-B16M-05reza acbariNo ratings yet
- B197B197M-07 (Reapproved 2013)Document6 pagesB197B197M-07 (Reapproved 2013)AtlanticNo ratings yet
- ASTM B121 Leaded Brass Sheet PlateDocument4 pagesASTM B121 Leaded Brass Sheet Platestrip1100% (2)
- Astm B139MDocument4 pagesAstm B139Mferrer0000No ratings yet
- Copper-Zinc-Tin and Copper-Zinc-Tin-Iron-Nickel Alloys Plate, Sheet, Strip, and Rolled BarDocument6 pagesCopper-Zinc-Tin and Copper-Zinc-Tin-Iron-Nickel Alloys Plate, Sheet, Strip, and Rolled BarmithileshNo ratings yet
- Free-Cutting Brass Rod, Bar and Shapes For Use in Screw MachinesDocument5 pagesFree-Cutting Brass Rod, Bar and Shapes For Use in Screw Machinesjavier perezNo ratings yet
- Astm B16 2010Document5 pagesAstm B16 2010brunobassottiNo ratings yet
- B99B99M 15Document3 pagesB99B99M 15mithileshNo ratings yet
- Copper-Beryllium Alloy (UNS Nos. C17000 and C17200) Forgings and ExtrusionsDocument4 pagesCopper-Beryllium Alloy (UNS Nos. C17000 and C17200) Forgings and ExtrusionsMaxNo ratings yet
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks: Standard Specification ForDocument6 pagesCartridge Brass Sheet, Strip, Plate, Bar, and Disks: Standard Specification ForAlejandro ValdesNo ratings yet
- Brass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForDocument6 pagesBrass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForedwinbadajosNo ratings yet
- Copper-Beryllium Alloy Seamless Tube: Standard Specification ForDocument5 pagesCopper-Beryllium Alloy Seamless Tube: Standard Specification ForsamehNo ratings yet
- Adobe Scan Jan 09, 2023 PDFDocument6 pagesAdobe Scan Jan 09, 2023 PDFAadhya engineering ServicesNo ratings yet
- Copper-Silicon Alloy Wire For General ApplicationsDocument3 pagesCopper-Silicon Alloy Wire For General ApplicationsAadhya engineering ServicesNo ratings yet
- 020 L & T Hazira LTD. 25.11.2022 PI PDFDocument1 page020 L & T Hazira LTD. 25.11.2022 PI PDFAadhya engineering ServicesNo ratings yet
- Adobe Scan Jan 02, 2023 PDFDocument4 pagesAdobe Scan Jan 02, 2023 PDFAadhya engineering ServicesNo ratings yet
- Astm A 227 A227m 2006Document4 pagesAstm A 227 A227m 2006Aadhya engineering ServicesNo ratings yet
- X17Crni 16-2: C: 0,19 - 0,22 CR: 15,5 - 17,0 Ni: 1,5 - 2,5Document2 pagesX17Crni 16-2: C: 0,19 - 0,22 CR: 15,5 - 17,0 Ni: 1,5 - 2,5Aadhya engineering ServicesNo ratings yet
- 179 Albatroze THKDocument1 page179 Albatroze THKAadhya engineering ServicesNo ratings yet
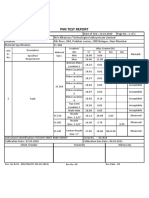
- Pmi Test Report: Test Report No: AES/PMI/179 M/s Albatraoz Technologies India Private LimitedDocument1 pagePmi Test Report: Test Report No: AES/PMI/179 M/s Albatraoz Technologies India Private LimitedAadhya engineering ServicesNo ratings yet
- 579 CDocument1 page579 CAadhya engineering ServicesNo ratings yet
- MSC Tech Thesis PDFDocument120 pagesMSC Tech Thesis PDFscott2355No ratings yet
- Materials Science and Engineering - A First Course - V. RaghavanDocument8 pagesMaterials Science and Engineering - A First Course - V. Raghavanrahul jainNo ratings yet
- 1 3207hs104310Document1 page1 3207hs104310marko9292No ratings yet
- Alloy Selector Guide AmericasttechDocument63 pagesAlloy Selector Guide AmericasttechIsabel Christina Gonzalez MoralesNo ratings yet
- Question Papers - Heat TreatmentDocument9 pagesQuestion Papers - Heat TreatmentSrilakshmi Shunmugaraj100% (3)
- Asme BPV Scii Sgnfa: For Information 1/14Document14 pagesAsme BPV Scii Sgnfa: For Information 1/14최승원No ratings yet
- 2015 - Plate Spec Guide PDFDocument80 pages2015 - Plate Spec Guide PDFDanny SeeNo ratings yet
- Vac Arc PDFDocument2 pagesVac Arc PDFX800XLNo ratings yet
- Smith, J. C.-Structural Steel Design - LRFD Approach-John Wiley & Sons (1996)Document503 pagesSmith, J. C.-Structural Steel Design - LRFD Approach-John Wiley & Sons (1996)Emma Martel100% (6)
- A 1010 - A 1010m - 01 QtewmtavqtewmtbnDocument2 pagesA 1010 - A 1010m - 01 QtewmtavqtewmtbnfekihassanNo ratings yet
- Material Specifications Forged Products Manufactured With The Forging Rev.04Document13 pagesMaterial Specifications Forged Products Manufactured With The Forging Rev.04Emre TekinNo ratings yet
- Ch1.1.3.3.3.5sect2 - Tensile TestsDocument6 pagesCh1.1.3.3.3.5sect2 - Tensile Testsalinox chapaNo ratings yet
- ProductBrochure - TMT - V18 08 08 19 (R) PDFDocument12 pagesProductBrochure - TMT - V18 08 08 19 (R) PDFEdu PlatformNo ratings yet
- Steel, Stainless Steel, Related Alloys, and Ferroalloys: Standard Terminology Relating ToDocument8 pagesSteel, Stainless Steel, Related Alloys, and Ferroalloys: Standard Terminology Relating TomithileshNo ratings yet
- Observation of Different Processes in Steel Making at Vishakhapatnam Steel PlantDocument39 pagesObservation of Different Processes in Steel Making at Vishakhapatnam Steel PlantchandanaNo ratings yet
- Lab 3 Part B Natural AgeingDocument5 pagesLab 3 Part B Natural AgeingHamza HassanNo ratings yet
- Seccionviii UltDocument12 pagesSeccionviii UltFa ChNo ratings yet
- A958A958M-15 Standard Specification For Steel Castings, Carbon and AlloyDocument6 pagesA958A958M-15 Standard Specification For Steel Castings, Carbon and AlloyjuegyiNo ratings yet
- Induction Bends PDFDocument66 pagesInduction Bends PDFNarendrasinh100% (2)
- Continuous Gas Carburising FurnaceDocument2 pagesContinuous Gas Carburising FurnaceEmba MadrasNo ratings yet
- JominyDocument5 pagesJominyMahesh KhadeNo ratings yet
- Module 6 (Materials & Hardware) SubModule 6.1 (Aircraft MatDocument21 pagesModule 6 (Materials & Hardware) SubModule 6.1 (Aircraft MatJunaid YounusNo ratings yet
- M-123 Forged Structural Steel Rev2Document16 pagesM-123 Forged Structural Steel Rev2vlong3003No ratings yet
- C Staehle Kalt Datenblatt EN 1511Document7 pagesC Staehle Kalt Datenblatt EN 1511pierocarnelociNo ratings yet
- Wear Resistant MaterialsDocument9 pagesWear Resistant MaterialsSalman Munawar100% (1)
- Ductile Iron ThesisDocument60 pagesDuctile Iron ThesisadamtuongNo ratings yet
- Astm F 835 PDFDocument6 pagesAstm F 835 PDFDan Dela Peña100% (1)
- ASTM A194-A194M-07aDocument11 pagesASTM A194-A194M-07aNadhiraNo ratings yet
- 10 MCQS API 510 Anees Ul HasnainDocument126 pages10 MCQS API 510 Anees Ul HasnaintayyabNo ratings yet