Download as pdf or txt
You might also like
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- Https:::Gist - githubusercontent.com:Jmesserly::Raw:eb8df302:Pathfinder Kingmaker GuidsDocument1,250 pagesHttps:::Gist - githubusercontent.com:Jmesserly::Raw:eb8df302:Pathfinder Kingmaker GuidsBeki LokaNo ratings yet
- Under Control - Learning and Producing. EMCO Industrial Training SOFTWAREDocument8 pagesUnder Control - Learning and Producing. EMCO Industrial Training SOFTWARESalomé UnásNo ratings yet
- Edgecam Getting StartedDocument51 pagesEdgecam Getting StartedPet UrNo ratings yet
- VR Milling V5 Help FileDocument168 pagesVR Milling V5 Help FileKleber AugustoNo ratings yet
- Power MillDocument1,176 pagesPower Millyorgf92% (13)
- VR CNC Milling For Windows Quickstart GuideDocument20 pagesVR CNC Milling For Windows Quickstart Guidemiguel187No ratings yet
- Efficiently Than Other Countries. in Other Words, A Country That Has An AbsoluteDocument4 pagesEfficiently Than Other Countries. in Other Words, A Country That Has An AbsoluteJan Razel RasNo ratings yet
- ObjectiveDocument18 pagesObjectiveSaad AliKhanNo ratings yet
- S2M Center - Datasheet US 3Document2 pagesS2M Center - Datasheet US 3aaNo ratings yet
- Graphical Machining Process SimulatorDocument37 pagesGraphical Machining Process SimulatorFrodoNo ratings yet
- The DIY Smart Saw - Desktop Version - Configuring Your PC and CNC AppDocument21 pagesThe DIY Smart Saw - Desktop Version - Configuring Your PC and CNC AppEduardo Hassin RodriguesNo ratings yet
- Page C1 CNC Milling / Routing Training Guide WWW - Denford.co - UkDocument31 pagesPage C1 CNC Milling / Routing Training Guide WWW - Denford.co - UkamrNo ratings yet
- Virtualline: Virtual MachineDocument8 pagesVirtualline: Virtual MachineKurtis FascianoNo ratings yet
- Winunisoft ManualDocument25 pagesWinunisoft ManualScribdTranslationsNo ratings yet
- 2d CNC Pen Plotter Machine FINAL PDFDocument49 pages2d CNC Pen Plotter Machine FINAL PDFVrajesh ShahNo ratings yet
- AN00182-004 Mint NC Example ApplicationDocument12 pagesAN00182-004 Mint NC Example ApplicationHamdi KizilyelNo ratings yet
- Introduction To PTC Creo Elements Pro 5.0 Objective:: Cad/Cam Lab# 01 DateDocument9 pagesIntroduction To PTC Creo Elements Pro 5.0 Objective:: Cad/Cam Lab# 01 DateKashif HussainNo ratings yet
- Ijet 29682 1 1Document7 pagesIjet 29682 1 1margiyanto108No ratings yet
- 80W Machine Laser Work Manual PDFDocument79 pages80W Machine Laser Work Manual PDFMarisa Lopez100% (1)
- Tech Ascend CNC Student ManualDocument42 pagesTech Ascend CNC Student ManualabyzenNo ratings yet
- Mini Project (Synopsis)Document23 pagesMini Project (Synopsis)Akshar MishraNo ratings yet
- Course Material On CNC Turning and CNC MillingDocument108 pagesCourse Material On CNC Turning and CNC MillingirinabesliuNo ratings yet
- Simulator Software For Turning & MillingDocument6 pagesSimulator Software For Turning & MillingJagadeesh RajamanickamNo ratings yet
- Zund Autonest Singles v3Document4 pagesZund Autonest Singles v3RadoNo ratings yet
- Deskproto: TutorialDocument148 pagesDeskproto: Tutorialdejan micevNo ratings yet
- 3 Axis Drawing Machine PDFDocument5 pages3 Axis Drawing Machine PDFDhanar Tri AtmajaNo ratings yet
- Final Cad-Cam Lab ManualDocument96 pagesFinal Cad-Cam Lab ManualsarvanNo ratings yet
- Fin Irjmets1652476781Document11 pagesFin Irjmets1652476781yash matondkarNo ratings yet
- Desk Proto 70 TutorialDocument142 pagesDesk Proto 70 TutorialFELIPE DANIEL MONTERO BRUNINo ratings yet
- Seminar On CNC Machine: Submitted To: Submitted byDocument23 pagesSeminar On CNC Machine: Submitted To: Submitted byFaisal Maqsood100% (1)
- VR CNC Milling 5Document1 pageVR CNC Milling 5manohar245No ratings yet
- Unit 6 PlcaDocument21 pagesUnit 6 PlcaAyush SinghNo ratings yet
- CNCDocument25 pagesCNCakashNo ratings yet
- Lec. 04 CNC - IntroductionDocument15 pagesLec. 04 CNC - IntroductioniammedhaofcNo ratings yet
- Mechnical CNC MachinesDocument20 pagesMechnical CNC MachinesSmileNo ratings yet
- Title Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiDocument11 pagesTitle Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiSilang KataNo ratings yet
- MillingDocument53 pagesMillingMuhammad Asif Shehzad KhanNo ratings yet
- CNC Machining & Additive ManufacturingDocument17 pagesCNC Machining & Additive ManufacturingArun kumar rouniyarNo ratings yet
- Chapter 1 Introduction 1 1 IntroductionDocument34 pagesChapter 1 Introduction 1 1 IntroductionBeet LalNo ratings yet
- RDC6332MUser's Manual OfLaser Cut Off Line Control SystemDocument63 pagesRDC6332MUser's Manual OfLaser Cut Off Line Control SystemCristian LopezNo ratings yet
- CNC Milling Machine FYP Final Report V1Document53 pagesCNC Milling Machine FYP Final Report V1Piyush NarkhedeNo ratings yet
- Automatic Mini CNC Plotter MachineDocument3 pagesAutomatic Mini CNC Plotter MachineVinayaga ProjectinstituteNo ratings yet
- Maste Rcam Tutorial 001Document31 pagesMaste Rcam Tutorial 001lethety89No ratings yet
- 160TCLi PC Technical SpecificationDocument8 pages160TCLi PC Technical SpecificationChristina BassNo ratings yet
- Lab Sheet 3 CNC Milling and TurningDocument5 pagesLab Sheet 3 CNC Milling and TurningChrist LeeNo ratings yet
- Python ProgramsDocument74 pagesPython ProgramsAswathy G MenonNo ratings yet
- Denford VR Turning Training GuideDocument23 pagesDenford VR Turning Training Guidemiguel187No ratings yet
- SwanSoft SoftwareDocument3 pagesSwanSoft SoftwareShouni FajriansyahNo ratings yet
- AutoCAD Lab ManualDocument14 pagesAutoCAD Lab ManualsynayakNo ratings yet
- Module - 4Document106 pagesModule - 4Anand ANo ratings yet
- RDWorks V8.0 Manufacturer ManualDocument67 pagesRDWorks V8.0 Manufacturer ManualNMHNo ratings yet
- CNC Turning MachineDocument78 pagesCNC Turning MachineAndriZiNo ratings yet
- EZMotion NC EnglishDocument54 pagesEZMotion NC EnglishOrlando TituanaNo ratings yet
- CNC by AsfiDocument4 pagesCNC by AsfiMuhaimenul SaschoNo ratings yet
- Lab Report CNC LatheDocument6 pagesLab Report CNC LathePeter Van der Put0% (1)
- CNC MachinesDocument20 pagesCNC MachinesRavi MehtoNo ratings yet
- CNC Plotter: Sonargaon UniversityDocument17 pagesCNC Plotter: Sonargaon UniversityFofa WalliNo ratings yet
- Cidm NotesDocument23 pagesCidm NotesPrajwal Jaiswal100% (1)
- Module - Additive Manufacturing 18 SchemeDocument54 pagesModule - Additive Manufacturing 18 SchemeSANTOSHNo ratings yet
- KubernetesDocument17 pagesKubernetesAnkit GoyalNo ratings yet
- DRAW COMIC BOOK & CARTOON - Los Angeles City College (PDFDrive) PDFDocument35 pagesDRAW COMIC BOOK & CARTOON - Los Angeles City College (PDFDrive) PDFyelzNo ratings yet
- 08 HUAWEI CLOUD Enterprise Intelligence Application Platform....Document37 pages08 HUAWEI CLOUD Enterprise Intelligence Application Platform....Rouxcel abutoNo ratings yet
- J American Geriatrics Society - 2020 - Irace - Smartphone Based Applications To Detect Hearing Loss A Review of CurrentDocument10 pagesJ American Geriatrics Society - 2020 - Irace - Smartphone Based Applications To Detect Hearing Loss A Review of CurrentVinay S NNo ratings yet
- Foundation of Computer ScienceDocument22 pagesFoundation of Computer ScienceHarish Morwani100% (3)
- 4210 Ultrasonic Flow Meter User ManualDocument182 pages4210 Ultrasonic Flow Meter User ManualJulioNo ratings yet
- Fundamentals of Database Design: Best Complements by Abhay Kumar "Bittu". Mba 2 SEM ROLL:-02Document19 pagesFundamentals of Database Design: Best Complements by Abhay Kumar "Bittu". Mba 2 SEM ROLL:-02abhaybittuNo ratings yet
- Getting Started Guide: © 2013 Techsmith Corporation. All Rights ReservedDocument20 pagesGetting Started Guide: © 2013 Techsmith Corporation. All Rights ReservedsilviugeorgesanduNo ratings yet
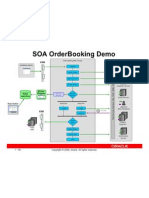
- So A Demo ArchitectureDocument1 pageSo A Demo ArchitecturebirvahNo ratings yet
- Development of Wall Painting RobotDocument5 pagesDevelopment of Wall Painting RobotPrakash Kumar SenNo ratings yet
- Linux Top Level DomainsDocument3 pagesLinux Top Level DomainsNazmul HasanNo ratings yet
- Review Paper On Mobile Cloud Computing S-44590720 PDFDocument4 pagesReview Paper On Mobile Cloud Computing S-44590720 PDFFisehaNo ratings yet
- Discussion Forum 2 - Student AnswersDocument80 pagesDiscussion Forum 2 - Student AnswersNothando MkhwanaziNo ratings yet
- Logcat Prev CSC LogDocument363 pagesLogcat Prev CSC LogJULIETA FERNANDANo ratings yet
- Self Signed Certificate For Edge ServerDocument6 pagesSelf Signed Certificate For Edge ServerMohneesh DeepanNo ratings yet
- A Basic Introduction To Neural NetworksDocument6 pagesA Basic Introduction To Neural Networkstamann2004No ratings yet
- Virb 360: Owner's ManualDocument24 pagesVirb 360: Owner's ManualDescarpentriesNo ratings yet
- Geometric Calibration of The Hasselblad H3D Medium Format CameraDocument6 pagesGeometric Calibration of The Hasselblad H3D Medium Format CameraHugues LachanceNo ratings yet
- TEC B-470 Maintenance ManualDocument196 pagesTEC B-470 Maintenance Manual-TT-No ratings yet
- DBMS NotesDocument3 pagesDBMS Notesnin culusNo ratings yet
- B.I Week 2 Lesson 1 1.0dDocument14 pagesB.I Week 2 Lesson 1 1.0djamal rashidNo ratings yet
- Naukri Pvnssmanikanta (3y 8m)Document4 pagesNaukri Pvnssmanikanta (3y 8m)Amardeep KumarNo ratings yet
- Microsoft Word - SIM808 V2.2.5 User Manual V1.0Document8 pagesMicrosoft Word - SIM808 V2.2.5 User Manual V1.0Marcelo MachadoNo ratings yet
- PendriveDocument6 pagesPendriveSubodh SonawaneNo ratings yet
- Boost TrieDocument20 pagesBoost TrieEmil24No ratings yet
- 06 Implementing A Group Policy InfrastructureDocument44 pages06 Implementing A Group Policy Infrastructuremystic_guy100% (1)
- DX DiagDocument8 pagesDX DiagPerdi FirdausNo ratings yet
- Intel Compute Stick SpecsDocument28 pagesIntel Compute Stick SpecsMICKENo ratings yet