Download as pdf or txt
You might also like
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (3)
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- 07.4 111 FW ML PF WPS 20mm ENGDocument1 page07.4 111 FW ML PF WPS 20mm ENGViktorNo ratings yet
- P91 WPSDocument6 pagesP91 WPSPepe SagitarioNo ratings yet
- WPS P91Document6 pagesWPS P91JoseAlbertoNeyra100% (1)
- Astm D4662-03Document3 pagesAstm D4662-03Santiago Posso100% (1)
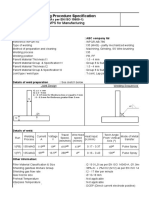
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- PIPING WPS and PQRDocument5 pagesPIPING WPS and PQRshibaprasad0115No ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Welding Procedure Specifications (Wps - 6G) : 2mm (Max)Document2 pagesWelding Procedure Specifications (Wps - 6G) : 2mm (Max)Gbenga Mobolade100% (1)
- 01 - WPS - Welder Qualification and WPQR For MS 5.0 MM RAKESH Fillet T JointDocument5 pages01 - WPS - Welder Qualification and WPQR For MS 5.0 MM RAKESH Fillet T JointssqiindiapvtltdNo ratings yet
- 07.3 111 FW ML PF WPS 20mm EngDocument1 page07.3 111 FW ML PF WPS 20mm EngViktorNo ratings yet
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDocument3 pagesWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLENo ratings yet
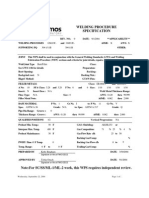
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Welding Procedure Specification (WPS) : Asme Ix & Asme B31.3Document1 pageWelding Procedure Specification (WPS) : Asme Ix & Asme B31.3Elias JarjouraNo ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- Preliminary Welding Procedure Specification Pwps PDF FreeDocument1 pagePreliminary Welding Procedure Specification Pwps PDF FreeFirozNo ratings yet
- 00 WPS STR 10-12-2018Document35 pages00 WPS STR 10-12-2018alok987No ratings yet
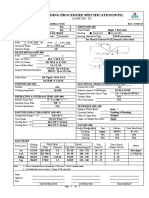
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- WPSDocument5 pagesWPSParshottam Brahmxatriya100% (1)
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- DraftDocument32 pagesDraftAnilkumarNo ratings yet
- WPS 1-SS 316 Rudder Stock With Letter HeadDocument2 pagesWPS 1-SS 316 Rudder Stock With Letter HeadNuwan RanaweeraNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationFrancisco HoyosNo ratings yet
- WPS PQR - P22 SS 18042024Document5 pagesWPS PQR - P22 SS 18042024mahesh kumarNo ratings yet
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- WPS 2-A36 Rudder Shaft To FlangeDocument2 pagesWPS 2-A36 Rudder Shaft To FlangeNuwan RanaweeraNo ratings yet
- PQR For 32 MM PlateDocument1 pagePQR For 32 MM PlateMuhammed MubeenNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- W LD N PR Dur Fi Ti (WPS: e G Oce e Spec Ca oDocument1 pageW LD N PR Dur Fi Ti (WPS: e G Oce e Spec Ca oGulshan MehraNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Guidance 1GDocument5 pagesGuidance 1GWahyu HaryadiNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- P91 Profile WpsDocument6 pagesP91 Profile WpsManzar KhanNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- WPS PQR FormulirDocument2 pagesWPS PQR FormulirAZaiNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocument2 pagesPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNo ratings yet
- WPS ExampleDocument2 pagesWPS ExampleMarcio Jr.No ratings yet
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- GWAW Welding SpecificationDocument2 pagesGWAW Welding SpecificationSaurabh GuptaNo ratings yet
- Asme PQRDocument4 pagesAsme PQRHong Dae Yoon100% (2)
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- P WPSDocument3 pagesP WPSAnilkumar G NairNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Wps FormatDocument12 pagesWps FormatGohilakrishnan ThiagarajanNo ratings yet
- 13CrMo45 P12 T12 Engl PDFDocument3 pages13CrMo45 P12 T12 Engl PDFYankMulya MusaNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Astm E2058 00Document10 pagesAstm E2058 00thanacha.mintNo ratings yet
- Topic: General Organic Chemistry-IDocument21 pagesTopic: General Organic Chemistry-IWTF GammerNo ratings yet
- HISTOPATH (Quizlet)Document4 pagesHISTOPATH (Quizlet)Allyssa AniNo ratings yet
- Revision Notes for Jan TestDocument10 pagesRevision Notes for Jan TestptkNo ratings yet
- Buchas - GGB - Ozyska - Slizgowe - GAR-MAX - Zwijane - Z - WoknaDocument6 pagesBuchas - GGB - Ozyska - Slizgowe - GAR-MAX - Zwijane - Z - WoknaEdson FelixNo ratings yet
- Very Short Answer Questions (PYQ)Document6 pagesVery Short Answer Questions (PYQ)ashok pradhanNo ratings yet
- Jenkins Summary of Chapter-1Document9 pagesJenkins Summary of Chapter-1Joshua Andre CalderonNo ratings yet
- Design and Development of Blow Molding DieDocument15 pagesDesign and Development of Blow Molding DieRahul VatsNo ratings yet
- PYQS CH Solutions Class 12 ChemistryDocument9 pagesPYQS CH Solutions Class 12 Chemistryanshuman.panda.odmNo ratings yet
- Perforation in Oil and Gas WellsDocument28 pagesPerforation in Oil and Gas WellsSandeep Suryavanshi100% (1)
- Physics Investiture ProjectDocument20 pagesPhysics Investiture Projectsinghnancy066No ratings yet
- ASTM D7928 Hydrometer AnalysisDocument27 pagesASTM D7928 Hydrometer AnalysisZargham ZarrarNo ratings yet
- Chemistry Practice Set BDocument4 pagesChemistry Practice Set BYash PawarNo ratings yet
- Advanced Sensor Technology Biomedical Environmental and Construction Applications Ahmed Barhoum Full ChapterDocument68 pagesAdvanced Sensor Technology Biomedical Environmental and Construction Applications Ahmed Barhoum Full Chapternaomi.parker972100% (9)
- LEARNING ACTIVITY SHEET 3 (Behavior of Gases) - Science 10 (4th Quarter)Document1 pageLEARNING ACTIVITY SHEET 3 (Behavior of Gases) - Science 10 (4th Quarter)cherrymaeregalario2001No ratings yet
- 2013 - Jhong - Electrochemical Conversion of CO2 To Useful Chemicals Current Status, Remaining Challenges, and Future OpportunitiesDocument9 pages2013 - Jhong - Electrochemical Conversion of CO2 To Useful Chemicals Current Status, Remaining Challenges, and Future OpportunitiesWasim WasimNo ratings yet
- Enhanced Sinterability and in Vitro Bioactivity of Barium-Doped AkermaniteDocument7 pagesEnhanced Sinterability and in Vitro Bioactivity of Barium-Doped AkermaniteJean AndradeNo ratings yet
- Nexgen-Pts: The EndosafeDocument2 pagesNexgen-Pts: The EndosafeAbu MigbilNo ratings yet
- CHEM: Lab Report: Mole-Mass Relationships in ReactionsDocument3 pagesCHEM: Lab Report: Mole-Mass Relationships in ReactionsIoannus de Verani100% (6)
- Leaching of Lepidolite and Recovery of Lithium Hydroxide From Pu - 2021 - HydromDocument21 pagesLeaching of Lepidolite and Recovery of Lithium Hydroxide From Pu - 2021 - HydromJazmiin SoLiis HdzNo ratings yet
- 自來水管埋設工程施說明書Document187 pages自來水管埋設工程施說明書富山No ratings yet
- Sheet 13 GhaithDocument15 pagesSheet 13 GhaithСаша ТищенкоNo ratings yet
- Paper 8911Document8 pagesPaper 8911IJARSCT JournalNo ratings yet
- Presentation 2Document9 pagesPresentation 2AdityaNo ratings yet
- Fountain SolutionDocument36 pagesFountain SolutionallUddinNo ratings yet
- AllopurinolDocument3 pagesAllopurinolVu AnNo ratings yet
- Chemistry 100-070Document2 pagesChemistry 100-070karlNo ratings yet
- Practical PH & Ec Determination Soil ScienceDocument6 pagesPractical PH & Ec Determination Soil Sciencedamiankabis41No ratings yet
- ResiGard SL2Document4 pagesResiGard SL2fhsn84No ratings yet