Download as pdf or txt
You might also like
- Solved in 1998 Big Skye Partnership Paid 695 500 For A ChristmasDocument1 pageSolved in 1998 Big Skye Partnership Paid 695 500 For A ChristmasAnbu jaromia0% (1)
- Bills of Material: Rev. Date Description by CHK'D Reviewed ClientDocument5 pagesBills of Material: Rev. Date Description by CHK'D Reviewed ClientChaitanya Sai TNo ratings yet
- Schinider List ProductsDocument8 pagesSchinider List ProductsNurye NigusNo ratings yet
- Dem N SlidesDocument22 pagesDem N SlidesbaluNo ratings yet
- Tensile TestDocument1 pageTensile TestA. ΒρατσισταNo ratings yet
- C:/Tricomponente 08-05-2019/acetaminofen - Dat, DAD-280 NM: Retention Time Name Area (Group) Name AreaDocument1 pageC:/Tricomponente 08-05-2019/acetaminofen - Dat, DAD-280 NM: Retention Time Name Area (Group) Name AreaMaria Del Pilar Hurtado SanchezNo ratings yet
- 07 Electrical Res LogDocument44 pages07 Electrical Res LogAhmed BubakerNo ratings yet
- SukadiDocument2 pagesSukadirumahsakit danausalakNo ratings yet
- HYCL - SOP - Tracker: Name of The Project ManagerDocument35 pagesHYCL - SOP - Tracker: Name of The Project ManagerYeshwanth YrsNo ratings yet
- Base Flow Seperation Numerical Problem ExampleDocument6 pagesBase Flow Seperation Numerical Problem Exampletom meeteiNo ratings yet
- Proppant Tables 2015Document16 pagesProppant Tables 2015nielgiantNo ratings yet
- Sox Compliance: Fabian KockDocument20 pagesSox Compliance: Fabian KockShamit BugaliaNo ratings yet
- Al Multaqaa Presentation v2Document22 pagesAl Multaqaa Presentation v2Hasaan WaheedNo ratings yet
- Hoja de Datos de Antena HP2F-34Document26 pagesHoja de Datos de Antena HP2F-34ricardo87omarNo ratings yet
- Bills of Material: Rev. Date Description by CHK'D Reviewed ClientDocument5 pagesBills of Material: Rev. Date Description by CHK'D Reviewed ClientBack to SumateraNo ratings yet
- Presentasi 12Document5 pagesPresentasi 12oliaNo ratings yet
- Retaining Wall (Typical) : 300 600 Weep Holes at 2m StaggeredDocument2 pagesRetaining Wall (Typical) : 300 600 Weep Holes at 2m StaggeredAnonymous 83o62cNo ratings yet
- Carbon Dioxide (4500-Co) /nomographic DeterminationDocument4 pagesCarbon Dioxide (4500-Co) /nomographic DeterminationSid VegadaNo ratings yet
- Joint/Surface BQ SummaryDocument2 pagesJoint/Surface BQ SummaryAmyNo ratings yet
- CW Performance UpdateDocument25 pagesCW Performance UpdateYunyong SungkhagornmanitNo ratings yet
- ITM Nterruptor 400 EATONDocument1 pageITM Nterruptor 400 EATONjosseNo ratings yet
- Strain Rosette ReganganDocument16 pagesStrain Rosette ReganganAnnisa Arifandita MifshellaNo ratings yet
- Boiler Water Conditioning 11june2013Document50 pagesBoiler Water Conditioning 11june2013engr.waqas087No ratings yet
- UPN Secpropsdimsprops Eurocode3 UK 4-24-2019Document8 pagesUPN Secpropsdimsprops Eurocode3 UK 4-24-2019harishram123456No ratings yet
- HYCL - SOP - Tracker: Name of The Project ManagerDocument31 pagesHYCL - SOP - Tracker: Name of The Project ManagerYeshwanth YrsNo ratings yet
- Experimental Study On Four-Span Rahmen Bridge With Sliding-Type Seismic Isolation FoundationDocument8 pagesExperimental Study On Four-Span Rahmen Bridge With Sliding-Type Seismic Isolation FoundationLê KhánhNo ratings yet
- IEC Page 63Document1 pageIEC Page 63David ChavezNo ratings yet
- Unit 3 - 5 - Unit HydrographDocument8 pagesUnit 3 - 5 - Unit Hydrographtom meeteiNo ratings yet
- Schinider List ProductsDocument8 pagesSchinider List ProductsNurye NigusNo ratings yet
- Lowara NSC PompeDocument204 pagesLowara NSC PompePaul Daniel100% (1)
- TALLER No 1 MRP GRUPO 6Document32 pagesTALLER No 1 MRP GRUPO 6Natalia PedrozaNo ratings yet
- MB 17 Redmond 0419Document4 pagesMB 17 Redmond 0419TBP_Think_TankNo ratings yet
- Main Steam FlowDocument1 pageMain Steam FlowuthaNo ratings yet
- 02 Technical DataDocument17 pages02 Technical DataDaniel VarvaraNo ratings yet
- U201820369 PlanosDocument18 pagesU201820369 PlanosPaula CardozaNo ratings yet
- Fiberstrong Wavistrong: Flange GuideDocument1 pageFiberstrong Wavistrong: Flange Guidesiva8000No ratings yet
- Tempat Wudhu + WC 3DDocument8 pagesTempat Wudhu + WC 3DNajmi AmruNo ratings yet
- FDK Ferrite PDFDocument45 pagesFDK Ferrite PDFAkshath GattyNo ratings yet
- Electrochemical Measurement of Toxic Metal Contaminants in The Waters of The Golden Triangle AreaDocument21 pagesElectrochemical Measurement of Toxic Metal Contaminants in The Waters of The Golden Triangle AreaOmar ReynosoNo ratings yet
- Ssej File No.2Document1 pageSsej File No.2muthu kumarNo ratings yet
- Road To MaterialsDocument10 pagesRoad To MaterialsWajhi Ul HassanNo ratings yet
- 工作簿1Document5 pages工作簿1晁海瀚No ratings yet
- LCMS Brochure - Consumables GuideDocument9 pagesLCMS Brochure - Consumables GuideSupervision ServicioNo ratings yet
- Choose Your Power Right: Highlander SeriesDocument1 pageChoose Your Power Right: Highlander SeriesFian -No ratings yet
- Rec615-04fd0006 2023 6 8 5 31 52 98Document2 pagesRec615-04fd0006 2023 6 8 5 31 52 98anhNo ratings yet
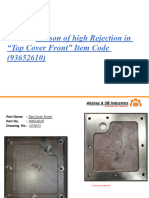
- Reason of Rej. 93652610Document9 pagesReason of Rej. 93652610punitsahu16No ratings yet
- (Ee) Rab CTPSDocument190 pages(Ee) Rab CTPSichsanNo ratings yet
- IP Pump DataSheet DHBDocument2 pagesIP Pump DataSheet DHBAmit ChourasiaNo ratings yet
- 12 01 0192 PDFDocument9 pages12 01 0192 PDFangelomarinilliNo ratings yet
- Online Wastewater Process Monitoring Presentation PDFDocument46 pagesOnline Wastewater Process Monitoring Presentation PDFSupatmono NAINo ratings yet
- High Power LEDDocument2 pagesHigh Power LEDEiligamNo ratings yet
- OpentrackOverview eDocument1 pageOpentrackOverview eDwi HartantoNo ratings yet
- Watershed Modelling: Lecture 0: IntroductionDocument9 pagesWatershed Modelling: Lecture 0: IntroductionAcademic RhydroNo ratings yet
- Full CatalogDocument397 pagesFull CatalogMatiusBiuSarraNo ratings yet
- 30 300 G7028SR3Document1 page30 300 G7028SR3ERASMO PEREZ IZQUIERDONo ratings yet
- S. No. Part No. Operation M/C No. Opening Stock 16-Apr 17-AprDocument5 pagesS. No. Part No. Operation M/C No. Opening Stock 16-Apr 17-AprMechtek LabNo ratings yet
- Bye Pass Rotameter: Eureka Industrial Equipments Pvt. LTDDocument2 pagesBye Pass Rotameter: Eureka Industrial Equipments Pvt. LTDArunasis KarmakarNo ratings yet
- People-Soft Oracle CaseDocument5 pagesPeople-Soft Oracle Casejefflovetoronto_5431No ratings yet
- Powerplot Job - PDFDocument1 pagePowerplot Job - PDFelmer18No ratings yet
- 15 Glidden AutomatedBinderExtraction PDFDocument16 pages15 Glidden AutomatedBinderExtraction PDFANKIT SHARMANo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- Corrosion Roche Hadhramout Part 2Document65 pagesCorrosion Roche Hadhramout Part 2ali AbbasNo ratings yet
- Cathodic Protection LecDocument11 pagesCathodic Protection Lecali AbbasNo ratings yet
- Answer: A Explanation: Distillation Process Is Dependent On Difference in Volatility. Example:-Vapor Pressure, Boiling PointDocument5 pagesAnswer: A Explanation: Distillation Process Is Dependent On Difference in Volatility. Example:-Vapor Pressure, Boiling Pointali AbbasNo ratings yet
- Evaluation and Improvement of Maintenance Management Performance Using A Maturity ModelDocument24 pagesEvaluation and Improvement of Maintenance Management Performance Using A Maturity Modelali AbbasNo ratings yet
- Advanced Sepration Nov 2019Document79 pagesAdvanced Sepration Nov 2019ali AbbasNo ratings yet
- Corrosion PreventionDocument41 pagesCorrosion Preventionali AbbasNo ratings yet
- Wind TurbineDocument16 pagesWind Turbineali AbbasNo ratings yet
- Energy, Exergy and Environmental Assessment of Partial Fuel SubstitutionDocument11 pagesEnergy, Exergy and Environmental Assessment of Partial Fuel Substitutionali AbbasNo ratings yet
- Unit 1 - Well Problems Low Well ProductivityDocument30 pagesUnit 1 - Well Problems Low Well Productivityali AbbasNo ratings yet
- Fundamental of Ammonia Plants PDFDocument28 pagesFundamental of Ammonia Plants PDFali AbbasNo ratings yet
- Astm A515 A515m PDFDocument2 pagesAstm A515 A515m PDFali AbbasNo ratings yet
- Rizkya 2021 IOP Conf. Ser. Mater. Sci. Eng. 1122 012059Document8 pagesRizkya 2021 IOP Conf. Ser. Mater. Sci. Eng. 1122 012059ali AbbasNo ratings yet
- Modeling and Simulations of A Reformer U PDFDocument8 pagesModeling and Simulations of A Reformer U PDFali AbbasNo ratings yet
- Design and Analysis of Pressure Vessel With Different End DomesDocument10 pagesDesign and Analysis of Pressure Vessel With Different End Domesali AbbasNo ratings yet
- Proposal - Priced - Fertilizer Plant - Altasbeeh - Rev.A - 20200224Document16 pagesProposal - Priced - Fertilizer Plant - Altasbeeh - Rev.A - 20200224ali AbbasNo ratings yet
- Ammonia Plant Upgrading-Multistage Integ PDFDocument6 pagesAmmonia Plant Upgrading-Multistage Integ PDFali AbbasNo ratings yet
- Dont Be Fuuld by JuuLDocument3 pagesDont Be Fuuld by JuuLGabriel ParksNo ratings yet
- Decisions (IELTS Speaking Part 2-3)Document3 pagesDecisions (IELTS Speaking Part 2-3)Yassine MafraxNo ratings yet
- 1 s2.0 S0891422221001827 MainDocument9 pages1 s2.0 S0891422221001827 MainCarmelo VillafrancaNo ratings yet
- 2 LandDocument50 pages2 LandJose Jess AmaoNo ratings yet
- Crecimiento Bajo en Carbono - Carbon-Disclosure-Project-2011Document80 pagesCrecimiento Bajo en Carbono - Carbon-Disclosure-Project-2011Alan Cereceda EscalonaNo ratings yet
- A Handbook of English Literature by Faizal Risdianto: P Oetr YDocument24 pagesA Handbook of English Literature by Faizal Risdianto: P Oetr YaYu pradhitiyanNo ratings yet
- BBPS Kennedy03 PDFDocument8 pagesBBPS Kennedy03 PDFCyz RobertNo ratings yet
- CLPWPost War Literary WorksDocument4 pagesCLPWPost War Literary WorksRohann Ban0% (1)
- Revised - First Mid Examination-B.tech, BBA, BCA, MBA, MCA, BSC, BArch, Diploma ID (Except First Year) Odd Sem 2022-23Document12 pagesRevised - First Mid Examination-B.tech, BBA, BCA, MBA, MCA, BSC, BArch, Diploma ID (Except First Year) Odd Sem 2022-23Roʜʌŋ AŋʌŋɗNo ratings yet
- Alter Ego 181 PreviewDocument20 pagesAlter Ego 181 PreviewJohn LloydNo ratings yet
- West Indies Cricket BibliographyDocument20 pagesWest Indies Cricket BibliographyAminaNo ratings yet
- Ofad 30133 Machine Shorthand With Laboratory 1Document72 pagesOfad 30133 Machine Shorthand With Laboratory 1Alea Foby GelidoNo ratings yet
- A History of Forestry in SarawakDocument9 pagesA History of Forestry in SarawakNur HaleemNo ratings yet
- Nilai Konversi Uji Kuat Tekan Variasi Bentuk Paving Block Terhadap Bentuk Sampel Uji Sni 03-0691-1996Document9 pagesNilai Konversi Uji Kuat Tekan Variasi Bentuk Paving Block Terhadap Bentuk Sampel Uji Sni 03-0691-1996MiratulHazanahNo ratings yet
- African Literature - WikipediaDocument1 pageAfrican Literature - Wikipediatem ijeNo ratings yet
- The Oriental Insurance Company LimitedDocument3 pagesThe Oriental Insurance Company Limitedrajeevjayan18No ratings yet
- Entrepreneurship: Chloe Xu Class 1-June 28 2022Document66 pagesEntrepreneurship: Chloe Xu Class 1-June 28 2022Selina Sofie ArnelundNo ratings yet
- Bir Regulations MonitoringDocument87 pagesBir Regulations MonitoringErica NicolasuraNo ratings yet
- Resume of Mohammad Efrad Hossain Job DocumentDocument5 pagesResume of Mohammad Efrad Hossain Job DocumentMohammad MonirNo ratings yet
- Clinical Practice Guideline - Ménière's Disease PDFDocument56 pagesClinical Practice Guideline - Ménière's Disease PDFCarol Natalia Fonseca SalgadoNo ratings yet
- C-CS-50-002 Tuberias Metalicas v3Document26 pagesC-CS-50-002 Tuberias Metalicas v3Jorge Johnny Chipana MachacaNo ratings yet
- Crochet Bikini AdriaDocument5 pagesCrochet Bikini AdriaSera Le-Jimmne100% (2)
- 2-Altaf Gauhar's VersionDocument13 pages2-Altaf Gauhar's VersionSaptarshi BasuNo ratings yet
- Evaluating Tilting Pad - PaperDocument10 pagesEvaluating Tilting Pad - PaperAsit SuyalNo ratings yet
- Essay On Corruption in in IndiaDocument1 pageEssay On Corruption in in IndiaGaurav ThakurNo ratings yet
- Rural - India Oct 10 EDELWEISSDocument89 pagesRural - India Oct 10 EDELWEISSpkn04100% (1)
- 1.1 Mechatronics Technology PRESENTATIONDocument46 pages1.1 Mechatronics Technology PRESENTATIONInnocent katengulaNo ratings yet
- OfficialRules-BritneySpearsNYE CRDocument9 pagesOfficialRules-BritneySpearsNYE CRAbelardo Ch.No ratings yet
- Api 577 Q 114Document31 pagesApi 577 Q 114Mohammed YoussefNo ratings yet