Download as pdf or txt
You might also like
- POM Reviewer UnknownDocument4 pagesPOM Reviewer Unknownkristoffer_dawis100% (1)
- Solution Manual, Managerial Accounting Hansen Mowen 8th Editions - CH 16Document34 pagesSolution Manual, Managerial Accounting Hansen Mowen 8th Editions - CH 16jasperkennedy076% (17)
- GREEN Belt Statistics Cheat SheetDocument13 pagesGREEN Belt Statistics Cheat SheetjgkjNo ratings yet
- Facility Engineering FinalDocument20 pagesFacility Engineering FinalJohnNo ratings yet
- Optimizing The Supply of Cooking Oil Raw Materials Using The Economic Order Quantity Method (Case Study PT. Smart TBK)Document4 pagesOptimizing The Supply of Cooking Oil Raw Materials Using The Economic Order Quantity Method (Case Study PT. Smart TBK)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Costing MethodsDocument12 pagesCosting MethodsJusto JustoNo ratings yet
- TG4 Acc115Document7 pagesTG4 Acc115XieNo ratings yet
- Analysis and Design of Accounting Information System For Small Medium Enterprise Case Study From IndonesiaDocument9 pagesAnalysis and Design of Accounting Information System For Small Medium Enterprise Case Study From IndonesiakusumaNo ratings yet
- Lesson 16 Job Order CostingDocument3 pagesLesson 16 Job Order CostingMark TaysonNo ratings yet
- Production Capacity Module 1Document8 pagesProduction Capacity Module 1kedarambikarNo ratings yet
- Quantifying Bene® Ts of Conversion To Lean Manufacturing With Discrete Event Simulation: A Case StudyDocument17 pagesQuantifying Bene® Ts of Conversion To Lean Manufacturing With Discrete Event Simulation: A Case Studyabomanar1004863No ratings yet
- What Is Operations ResearchDocument4 pagesWhat Is Operations ResearchMalvin Roix OrenseNo ratings yet
- Capacity Planning and ControlDocument14 pagesCapacity Planning and ControlLloyd MendozaNo ratings yet
- 3rd 4th Class FullDocument10 pages3rd 4th Class FullLag droidNo ratings yet
- 44 Master of Business AdministrationDocument19 pages44 Master of Business AdministrationDharm BaraiyaNo ratings yet
- Productivity Improvement of A Flow Line Layout Using Line Balancing TechniquesDocument10 pagesProductivity Improvement of A Flow Line Layout Using Line Balancing TechniquesAshraf uddinNo ratings yet
- Glossary of Theory of ConstraintsDocument5 pagesGlossary of Theory of ConstraintsArun JosephNo ratings yet
- Cost and Management Accounting Assignment Sem-3Document6 pagesCost and Management Accounting Assignment Sem-3shubhamNo ratings yet
- 017 InvenDocument4 pages017 Invenfikrumersha47No ratings yet
- Managerial Accounting: Mariia Chebotareva, PHDDocument27 pagesManagerial Accounting: Mariia Chebotareva, PHDSpam SpamovichNo ratings yet
- Research Paper On Inventory ControlDocument8 pagesResearch Paper On Inventory Controlgz8pheje100% (1)
- Lot Size Model: (Page No.5 Graph 2.1)Document12 pagesLot Size Model: (Page No.5 Graph 2.1)Mohamed AbdNo ratings yet
- Operations PDFDocument52 pagesOperations PDFKunal BNo ratings yet
- 1-Lec#01 08 AsadDocument180 pages1-Lec#01 08 AsadDiscord YtNo ratings yet
- Department of Mechanical Engineering: Veltech Hightech Dr. Rangarajan Dr. Sakunthala Engineering CollegeDocument56 pagesDepartment of Mechanical Engineering: Veltech Hightech Dr. Rangarajan Dr. Sakunthala Engineering CollegeSugumarNo ratings yet
- UNIT-1: Importance and Scope of Operations ResearchDocument60 pagesUNIT-1: Importance and Scope of Operations Researchkishu085No ratings yet
- Devaldi, ICTE18-57Document6 pagesDevaldi, ICTE18-57mutiara.firdausy-2020No ratings yet
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocument13 pagesCost Implicationof Inventory Managementby Onanayeand Oyebodejensyjoseph18No ratings yet
- Bahan Ajar Minggu 2 SimsisDocument9 pagesBahan Ajar Minggu 2 SimsisRivaldiNo ratings yet
- Managerial Accounting 10th Edition Crosson Solutions ManualDocument36 pagesManagerial Accounting 10th Edition Crosson Solutions Manualmortgagechoric3yh7100% (30)
- Note 8Document2 pagesNote 8Michaela AntecristoNo ratings yet
- 2023 1 P22Document10 pages2023 1 P22Yenny Kristhel Solorzano VergaraNo ratings yet
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocument13 pagesCost Implicationof Inventory Managementby Onanayeand Oyebodeamit deoreNo ratings yet
- Dwnload Full Managerial Accounting 10th Edition Crosson Solutions Manual PDFDocument36 pagesDwnload Full Managerial Accounting 10th Edition Crosson Solutions Manual PDFjethrohacokkbns100% (15)
- Scientific Article JMR VrouenraetsDocument10 pagesScientific Article JMR Vrouenraets邵駿宇No ratings yet
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocument13 pagesCost Implicationof Inventory Managementby Onanayeand OyebodefajarjanuarauliaNo ratings yet
- 05 Conversion CycleDocument24 pages05 Conversion CycleDillon Murphy100% (1)
- Inventory Control Using ABC and Min-Max Analysis oDocument11 pagesInventory Control Using ABC and Min-Max Analysis oThe SinbadNo ratings yet
- J Me STN 42354247Document11 pagesJ Me STN 42354247Prince Thomas AchileNo ratings yet
- A Comparison of Traditional & ABC Systems: Cost DriversDocument7 pagesA Comparison of Traditional & ABC Systems: Cost Driverssandesh tamrakarNo ratings yet
- Throughput Accounting F5 NotesDocument7 pagesThroughput Accounting F5 NotesSiddiqua KashifNo ratings yet
- Hinsdale: Holt, Richard and Winston Sounders College Publishing, 2000Document11 pagesHinsdale: Holt, Richard and Winston Sounders College Publishing, 2000Joshua Del Rosario SaculoNo ratings yet
- A Tool of Managment Variable Costs:: Are A Company's Costs That Are Associated With TheDocument2 pagesA Tool of Managment Variable Costs:: Are A Company's Costs That Are Associated With TheDania Al-ȜbadiNo ratings yet
- Activity Based CostingDocument35 pagesActivity Based Costingpiyush_ckNo ratings yet
- Quantitative Techniques 1Document6 pagesQuantitative Techniques 1rahulravi4u50% (2)
- Determining Optimum Number of Kanbans For Workstations in A Kanban-Based Manufacturing Line Using Discrete-Event Simulation: A Case StudyDocument9 pagesDetermining Optimum Number of Kanbans For Workstations in A Kanban-Based Manufacturing Line Using Discrete-Event Simulation: A Case StudyKhalid IdrissiNo ratings yet
- Basis Data Lanjut - 10Document11 pagesBasis Data Lanjut - 10Devon LufirandiNo ratings yet
- Ch-5 Lean ManufacturingDocument36 pagesCh-5 Lean ManufacturingTemesgen GetaNo ratings yet
- Introduction To Cost Accounting: MeaningDocument11 pagesIntroduction To Cost Accounting: MeaningTejas YeoleNo ratings yet
- PPT3201 W5Document6 pagesPPT3201 W5Ayub Mohd AffendiNo ratings yet
- 5 6226503364201416156Document11 pages5 6226503364201416156sssNo ratings yet
- Operation Management AssignmentDocument7 pagesOperation Management AssignmentAAKANSHA BUDHANINo ratings yet
- ArenaDocument8 pagesArenaHemanthNo ratings yet
- Investigating The Optimal Service Channels For Effective Operational MachinePerformance For Improve Productivity in A Manufacturing FirmDocument7 pagesInvestigating The Optimal Service Channels For Effective Operational MachinePerformance For Improve Productivity in A Manufacturing FirmInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ijet 15625Document4 pagesIjet 15625ajaythermalNo ratings yet
- Advanced Apparel Manufacturing ManagementDocument27 pagesAdvanced Apparel Manufacturing ManagementPrachi YashNo ratings yet
- A Simulation Approach For Productivity Improvement of An IC FactoryDocument8 pagesA Simulation Approach For Productivity Improvement of An IC Factorycsrajmohan2924No ratings yet
- Types of CostsDocument9 pagesTypes of CostsSneha DhakanNo ratings yet
- Thermolysis of Medical Waste (Waste Syringe) To Liquid Fuel Using Semi Batch ReactorDocument8 pagesThermolysis of Medical Waste (Waste Syringe) To Liquid Fuel Using Semi Batch ReactorTheJokerNo ratings yet
- Presentasi Profil Industri FarmasiDocument105 pagesPresentasi Profil Industri FarmasiSyifaNurulAiniNo ratings yet
- Agar Content of Estuarine Seaweed Gracilaria Using Diffe - 2022 - Applied Food RDocument7 pagesAgar Content of Estuarine Seaweed Gracilaria Using Diffe - 2022 - Applied Food RLê Quốc Đăng KhoaNo ratings yet
- Haemoglobin EstimationDocument20 pagesHaemoglobin Estimationanon_719505684No ratings yet
- N5625 1Document25 pagesN5625 1RoopaNarsiNo ratings yet
- Asset Management Presentation1787Document56 pagesAsset Management Presentation1787cvijica635No ratings yet
- Social Anxiety DisorderDocument12 pagesSocial Anxiety DisorderhafiznaveedNo ratings yet
- Practical Work 5 - CMOS + Rubrics PDFDocument8 pagesPractical Work 5 - CMOS + Rubrics PDFRiki SmithNo ratings yet
- SIRE Observations For 2018, 02 Jan'19Document14 pagesSIRE Observations For 2018, 02 Jan'19Romāns BogdanovsNo ratings yet
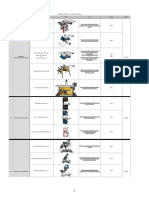
- Stolarska Radionica - Procjena Troškova: Vrsta Naziv Slika Link Cijena Total VrstaDocument7 pagesStolarska Radionica - Procjena Troškova: Vrsta Naziv Slika Link Cijena Total VrstaMarko PalicNo ratings yet
- Jawaban Bahasa InggrisDocument9 pagesJawaban Bahasa InggrisHusnul KhotimahNo ratings yet
- A Grid Tie Inverter For Solar SystemsDocument5 pagesA Grid Tie Inverter For Solar SystemsR-MarufNo ratings yet
- Test 3 Sem 2Document9 pagesTest 3 Sem 2Ramona Iuliana NeculaNo ratings yet
- IW2P1Document3 pagesIW2P1Eong Huat Corporation Sdn BhdNo ratings yet
- 5 3 Enthalpy Change and Exothermic and Endothermic ReactionsDocument24 pages5 3 Enthalpy Change and Exothermic and Endothermic Reactionsapi-210028385No ratings yet
- Supported Platforms For aspenONE V9 PDFDocument6 pagesSupported Platforms For aspenONE V9 PDFJose Luis MoltoNo ratings yet
- Inta Commercial Collection April 2011Document59 pagesInta Commercial Collection April 2011Robin FisherNo ratings yet
- E-Call: A Call Between Life and DeathDocument10 pagesE-Call: A Call Between Life and DeathUday KumarNo ratings yet
- Topic 2Document9 pagesTopic 2Ria AccadNo ratings yet
- Behavior and Design of Double Tees With Web OpeningsDocument17 pagesBehavior and Design of Double Tees With Web Openingsunix0123100% (1)
- Generator Protection PPT TurboDocument29 pagesGenerator Protection PPT TurbocheshankarNo ratings yet
- Btech 1 Sem Programming For Problem Solving kcs101 2021Document1 pageBtech 1 Sem Programming For Problem Solving kcs101 2021rishabhchauhan2266No ratings yet
- Kinematic Wave Routing - ExampleDocument33 pagesKinematic Wave Routing - ExamplethewodrosNo ratings yet
- Exploring Deep Learning Methods For Face Mask DetectionDocument4 pagesExploring Deep Learning Methods For Face Mask DetectionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Global Technical Campus: Global Institute of Technology Global College of TechnologyDocument19 pagesGlobal Technical Campus: Global Institute of Technology Global College of TechnologyGlobal Technical Campus, JaipurNo ratings yet
- SketchUp Tutorial 1 - TableDocument19 pagesSketchUp Tutorial 1 - TablenphilippNo ratings yet
- Comcast Smart ResumeDocument8 pagesComcast Smart Resumewajhnzwhf100% (1)
- Origins of Islam Political-Anthropological and Environmental Context - Acta Orientalia Academiae Scientiarum Hungaricae - 1999Document34 pagesOrigins of Islam Political-Anthropological and Environmental Context - Acta Orientalia Academiae Scientiarum Hungaricae - 1999carlos murciaNo ratings yet
- Bible: A Blind Man SeesDocument8 pagesBible: A Blind Man SeesBeth DNo ratings yet
- Behind-The-Ear: Aries - Aries Pro 6 7 5 B T EDocument1 pageBehind-The-Ear: Aries - Aries Pro 6 7 5 B T Eanon_948155620No ratings yet