Download as docx, pdf, or txt
You might also like
- Bell B50D Parts ManualDocument2 pagesBell B50D Parts ManualAfandiquokkaNo ratings yet
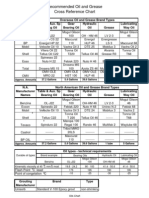
- Recommended Oil and Grease Cross Reference ChartDocument1 pageRecommended Oil and Grease Cross Reference Chartnanjay33% (3)
- Codes For Lubricants Acc. DIN 51502Document5 pagesCodes For Lubricants Acc. DIN 51502Anonymous alQXB11EgQ80% (10)
- 1.2. BTR - Lubrication NotesDocument17 pages1.2. BTR - Lubrication Notesvishnu vishnu G.T.No ratings yet
- Lubrication Types and GradesDocument6 pagesLubrication Types and Gradesroopa mNo ratings yet
- Plain Bearing ReportDocument15 pagesPlain Bearing Reportpresident fishrollNo ratings yet
- Unit7 Lubricants7Document5 pagesUnit7 Lubricants7engineeringchemistryNo ratings yet
- Oil Viscosity Analys On Gearbox Performance: Compiled By: Group 2: 2 Year of Mechanical BDocument9 pagesOil Viscosity Analys On Gearbox Performance: Compiled By: Group 2: 2 Year of Mechanical Bwildan amaludinNo ratings yet
- Lubricants 7Document4 pagesLubricants 7chemistrymaster100% (3)
- Dewangan 2019 IOP Conf. Ser. Mater. Sci. Eng. 624 012011Document7 pagesDewangan 2019 IOP Conf. Ser. Mater. Sci. Eng. 624 012011Nagesh DewanganNo ratings yet
- Lubricants FinalDocument18 pagesLubricants FinalRonak GandhiNo ratings yet
- Lubricants and LubricationDocument17 pagesLubricants and Lubricationry3745654100% (1)
- Effect of Additives On Lubricating OilDocument4 pagesEffect of Additives On Lubricating OilGilson Furtado SouzaNo ratings yet
- Lubs, Properties & TeatingDocument33 pagesLubs, Properties & Teatingjamesv52_743942786No ratings yet
- Best Practice 6.grease Construction and FunctionDocument7 pagesBest Practice 6.grease Construction and FunctionJorge ZegarraNo ratings yet
- Lubrication Principles: Learning OutcomeDocument12 pagesLubrication Principles: Learning OutcomeMandeep MalikNo ratings yet
- Introduction and LubricationDocument9 pagesIntroduction and LubricationslchemNo ratings yet
- Lubricants and Lubrication PDFDocument18 pagesLubricants and Lubrication PDFAtul Gautam100% (1)
- Grease Construction and FunctionDocument7 pagesGrease Construction and FunctionProphx BliziceNo ratings yet
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Document46 pagesUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaNo ratings yet
- Engineering Chemistry: LubricantsDocument7 pagesEngineering Chemistry: LubricantsbhanuNo ratings yet
- Engineering Chemistry: LubricantsDocument7 pagesEngineering Chemistry: LubricantsSavita ChemistryNo ratings yet
- M4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSDocument45 pagesM4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSnaresh100% (1)
- Need For Lubrication in An I.C. EngineDocument6 pagesNeed For Lubrication in An I.C. EngineDrChandrakant KothareNo ratings yet
- MCE321 - Lubrication and LubricantsDocument9 pagesMCE321 - Lubrication and LubricantsVanina VaniniNo ratings yet
- Report On Engine LubricationDocument9 pagesReport On Engine LubricationJitesh MhatreNo ratings yet
- He Surface of Platinum (STM) : LubricantsDocument13 pagesHe Surface of Platinum (STM) : Lubricantswood_ksd3251No ratings yet
- Natural Refrigerants WhitepaperDocument10 pagesNatural Refrigerants WhitepaperDiptarghya KunduNo ratings yet
- LubricationsDocument80 pagesLubricationsVANSH BHATI100% (1)
- Amity - Lubricants - Why So DumbDocument17 pagesAmity - Lubricants - Why So DumbAbhimanyu Singhal100% (2)
- Chapter 2 - LubricationDocument22 pagesChapter 2 - LubricationMr Mickey83% (6)
- Term Paper of FluidDocument16 pagesTerm Paper of FluidRatnesh Raman PathakNo ratings yet
- LubricantsDocument6 pagesLubricantsVrajNo ratings yet
- Types of Lubrication: BoundaryDocument20 pagesTypes of Lubrication: BoundaryAbishek Abi100% (1)
- 06 WDD012 Tribology (2020)Document31 pages06 WDD012 Tribology (2020)Varun Mahulikar100% (1)
- Tribology in Marine ApplicationsDocument19 pagesTribology in Marine ApplicationsNeeraj RajpalNo ratings yet
- Chemistry Notes On LubricantsDocument4 pagesChemistry Notes On LubricantsSohamDixit67% (3)
- Lubricants Fundamental Article - Sergio Nicolas Cardenas ZipaDocument3 pagesLubricants Fundamental Article - Sergio Nicolas Cardenas ZipaLaura PinillaNo ratings yet
- LubricantsDocument5 pagesLubricantsengineeringchemistry100% (2)
- Understanding Oil AnalysisDocument8 pagesUnderstanding Oil AnalysisTim ku100% (1)
- What You Need To Know When Selecting Gear OilsDocument5 pagesWhat You Need To Know When Selecting Gear OilsmarciofelipessantosNo ratings yet
- S-Flow Houillon Viscometer - UpdatedDocument31 pagesS-Flow Houillon Viscometer - UpdatedAlamin Saj EngineeringNo ratings yet
- CHY1005 Module 02 - TRIBOLOGY Class NotesDocument77 pagesCHY1005 Module 02 - TRIBOLOGY Class Notessrikar princeNo ratings yet
- Lubrication For Journal BearingDocument25 pagesLubrication For Journal BearingNguyễn Thanh SơnNo ratings yet
- PresentationDocument27 pagesPresentationVishal SalveNo ratings yet
- Lubricants Final 1Document32 pagesLubricants Final 1onkar nikamNo ratings yet
- Engineering Chemistry Unit 3 Lubricants Notes PDFDocument11 pagesEngineering Chemistry Unit 3 Lubricants Notes PDFbhanu100% (1)
- Engineering Chemistry Unit 3 Lubricants Notes PDFDocument11 pagesEngineering Chemistry Unit 3 Lubricants Notes PDFbhanuNo ratings yet
- Lu Bri CtionDocument5 pagesLu Bri Ctionme1901932No ratings yet
- Industrial Lubrication and TribologyDocument16 pagesIndustrial Lubrication and TribologyBonifacio Bagual JrNo ratings yet
- Lubricant GlossaryDocument8 pagesLubricant GlossaryAli KhanNo ratings yet
- LubricantsDocument21 pagesLubricantsGourav KumarNo ratings yet
- Lubricating OilDocument24 pagesLubricating OilShyam YadavNo ratings yet
- Module 4Document32 pagesModule 4sandhrarosechackochan.b20me1136No ratings yet
- LubricationDocument22 pagesLubricationYasir MukhtarNo ratings yet
- Lubricating OilsDocument22 pagesLubricating OilsShweta PatilNo ratings yet
- Assignment LubricantDocument8 pagesAssignment LubricantNiten FlamelNo ratings yet
- Lubricating Your Bearings: A. Basic Lubricant FunctionsDocument48 pagesLubricating Your Bearings: A. Basic Lubricant Functionsamir8100No ratings yet
- Principles of LubricationDocument109 pagesPrinciples of LubricationFaraj Mohamed100% (3)
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3.5 out of 5 stars3.5/5 (5)
- Model of Friction Wear and ContactDocument10 pagesModel of Friction Wear and Contactadriano_rodsNo ratings yet
- 11 Rolling: ContactbearingsDocument29 pages11 Rolling: ContactbearingsAndres Alberto Osorio YupanquiNo ratings yet
- Project PPT 03032020Document16 pagesProject PPT 03032020Prateek100% (1)
- Victrex Properties-Guide en MetricDocument25 pagesVictrex Properties-Guide en MetricmlombardiTONo ratings yet
- Dr. Edward J. BergerDocument25 pagesDr. Edward J. BergerEdward BergerNo ratings yet
- Measuring Wear and Friction Using TribometerDocument25 pagesMeasuring Wear and Friction Using TribometerPriyank SharmaNo ratings yet
- ZKL MRP Pricelist 2011Document55 pagesZKL MRP Pricelist 2011Mahesh Daxini Thakker100% (4)
- NSK Precision Machine Component General PDFDocument1,067 pagesNSK Precision Machine Component General PDFSergio Trujillo CerroNo ratings yet
- UG 3-2 R19 Mech SyllabusDocument25 pagesUG 3-2 R19 Mech SyllabusSarath KumarNo ratings yet
- Part BDocument64 pagesPart Bvandv printsNo ratings yet
- Cat. Gral MercomarveDocument43 pagesCat. Gral Mercomarvewillys8No ratings yet
- 125marra 3Document6 pages125marra 3Djm AlgNo ratings yet
- Lubricants 07 00017 PDFDocument14 pagesLubricants 07 00017 PDFGabriel Ivan AviñaNo ratings yet
- Simulative Friction and Wear Testing: Peter J. BlauDocument12 pagesSimulative Friction and Wear Testing: Peter J. BlauGhania Nashwa FairuzaNo ratings yet
- Bachem High Lub l474 2Document1 pageBachem High Lub l474 2FitriRamayantiNo ratings yet
- Analysis of Hydrodynamic Journal Bearing: A Review: Priyanka Tiwari and Veerendra KumarDocument7 pagesAnalysis of Hydrodynamic Journal Bearing: A Review: Priyanka Tiwari and Veerendra KumarSridharan SekarNo ratings yet
- NSK Bearings-General CatalogsDocument512 pagesNSK Bearings-General Catalogsapi-3812573100% (5)
- Box Color Guide: Motorcycle Engine OilDocument2 pagesBox Color Guide: Motorcycle Engine OilAndi Septian Eka SetiawanNo ratings yet
- Sinopec Grease: SINOPEC Moly-Lithium Grease SINOPEC Heavy Duty LC Mining GreaseDocument2 pagesSinopec Grease: SINOPEC Moly-Lithium Grease SINOPEC Heavy Duty LC Mining GreaseSumaya AkterNo ratings yet
- LubricationDocument21 pagesLubricationmojiryhamid100% (1)
- 1 s2.0 S0261306905002827 MainDocument5 pages1 s2.0 S0261306905002827 MainMR GOKCHENNo ratings yet
- Tribological Behaviour of Aluminium Hybrid Metal Matrix CompositeDocument19 pagesTribological Behaviour of Aluminium Hybrid Metal Matrix CompositenisargaNo ratings yet
- Radial Gate Cylinder Technology: First Selection Civil Engineering First Selection Civil EngineeringDocument16 pagesRadial Gate Cylinder Technology: First Selection Civil Engineering First Selection Civil Engineerings_waqarNo ratings yet
- Influence of Micropolar Lubricant On Bearings Performance A ReviewDocument11 pagesInfluence of Micropolar Lubricant On Bearings Performance A ReviewDjamel DjamNo ratings yet
- Velocity Effects in Metal Forming and Machining ProcessesDocument24 pagesVelocity Effects in Metal Forming and Machining ProcessesMarcos WernerNo ratings yet
- Characterization of Al-7075 Metal Matrix Composites: A ReviewDocument10 pagesCharacterization of Al-7075 Metal Matrix Composites: A ReviewkalyanamanoharNo ratings yet
- Lista VALVOLINE 51 NOVIEMBRE 2023Document4 pagesLista VALVOLINE 51 NOVIEMBRE 2023Miguel Angel MedinaNo ratings yet