Download as pdf or txt
You might also like
- Hydrotest Pressure CalculationDocument26 pagesHydrotest Pressure CalculationChetan B Kapadia100% (13)
- Astm A105 Flange Specification PDFDocument2 pagesAstm A105 Flange Specification PDFSales ITANo ratings yet
- Tech Specs - Construction MaterialsDocument9 pagesTech Specs - Construction MaterialsLoy Joseph De GuzmanNo ratings yet
- KWT STeelDocument4 pagesKWT STeelChairul RizkiNo ratings yet
- B Hydr TubesDocument10 pagesB Hydr TubesDriptoNo ratings yet
- MiscellaneousDocument49 pagesMiscellaneousjrsvalenzuelaNo ratings yet
- ASTM A334 Gr.6 Seamless Steel TubesDocument9 pagesASTM A334 Gr.6 Seamless Steel TubesSaid FerdjallahNo ratings yet
- SCRM BrochureDocument6 pagesSCRM BrochureRizwan TonoyNo ratings yet
- ASTM A537 Class 1 Carbon Steel Plates Are Engineered To Be Used in Pressure Vessel ApplicationsDocument7 pagesASTM A537 Class 1 Carbon Steel Plates Are Engineered To Be Used in Pressure Vessel Applicationsvalli rajuNo ratings yet
- BPE Technical DataDocument5 pagesBPE Technical Datasmtamaskar2277No ratings yet
- Style W489Document4 pagesStyle W489Ummes AhmedNo ratings yet
- Todo Safety Break Away CouplingsDocument8 pagesTodo Safety Break Away CouplingsKamalNo ratings yet
- Astm A490M: Heavy Hex Structural Bolting Assemblies (Metric)Document8 pagesAstm A490M: Heavy Hex Structural Bolting Assemblies (Metric)Doãn Văn QuyếtNo ratings yet
- Self-Drilling Screws: Key BenefitsDocument8 pagesSelf-Drilling Screws: Key BenefitsGabriel MacedoNo ratings yet
- As 3678 Steel Grade 350Document3 pagesAs 3678 Steel Grade 350gsoaresrj80No ratings yet
- Victaulic AGS Rigid Coupling Style W07: 1.0 Product DescriptionDocument6 pagesVictaulic AGS Rigid Coupling Style W07: 1.0 Product DescriptionFrancisco VillaNo ratings yet
- Asme Section I: Section - Iii Code ExtractionDocument3 pagesAsme Section I: Section - Iii Code ExtractionReadersmo100% (1)
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Astm A105 Flange SpecificationDocument2 pagesAstm A105 Flange SpecificationSales ITANo ratings yet
- Ds 818Document3 pagesDs 818mmiranda.inmareproNo ratings yet
- III - D S Bdtw2 5 - S W - P C: ATA Heet X Ocket ELD IN Rocess OnnectionDocument3 pagesIII - D S Bdtw2 5 - S W - P C: ATA Heet X Ocket ELD IN Rocess Onnectionrob.careyNo ratings yet
- Metric Conversion ChartDocument2 pagesMetric Conversion ChartSafwan SahriNo ratings yet
- High Strength Steel Tubes For Structural and Engineering ApplicationsDocument12 pagesHigh Strength Steel Tubes For Structural and Engineering ApplicationsA LettristeNo ratings yet
- Rebar SpecificationsDocument5 pagesRebar SpecificationsJeffrey James AvenidoNo ratings yet
- Rebar SpecificationsDocument5 pagesRebar SpecificationsJeffrey James AvenidoNo ratings yet
- Stainless Steel Flexible Coupling Style 77S: 1.0 Product DescriptionDocument8 pagesStainless Steel Flexible Coupling Style 77S: 1.0 Product DescriptionMahmoudNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- SRB DesignDocument3 pagesSRB DesignRam LangheNo ratings yet
- Cgt6N: 6 SQ - MM Ground / Earth Terminal BlocksDocument2 pagesCgt6N: 6 SQ - MM Ground / Earth Terminal BlocksMartin CinčićNo ratings yet
- Cgt6N: 6 SQ - MM Ground / Earth Terminal BlocksDocument2 pagesCgt6N: 6 SQ - MM Ground / Earth Terminal BlocksKaran SanghviNo ratings yet
- Pressure Vessel Fabrication & InspectionDocument103 pagesPressure Vessel Fabrication & InspectionMangalraj Madasamy100% (2)
- Qualitat Cargols I FemellesDocument34 pagesQualitat Cargols I FemelleshecdomNo ratings yet
- Elastomeric Materials m17Document5 pagesElastomeric Materials m17Mad WonderNo ratings yet
- Inspection TechniquesDocument125 pagesInspection TechniquesAnonymous P9TMWcG100% (1)
- MOS COUPLER FOR TcsDocument25 pagesMOS COUPLER FOR TcsRituraj RNo ratings yet
- GF - 4 - GF - 6 - 790 700 337 - 01 - enDocument2 pagesGF - 4 - GF - 6 - 790 700 337 - 01 - enAdrianNo ratings yet
- Spira X Sarco Fig 14Document2 pagesSpira X Sarco Fig 14Jacobus CalvelageNo ratings yet
- Structural SteelDocument3 pagesStructural SteelNarendra PalandeNo ratings yet
- NIC Components NSRN SeriesDocument5 pagesNIC Components NSRN SeriesNICCompNo ratings yet
- NIC Components NSR SeriesDocument5 pagesNIC Components NSR SeriesNICCompNo ratings yet
- SAF 2205 DatasheetDocument11 pagesSAF 2205 DatasheetNitinNo ratings yet
- ASTM - A325M-bolts, NutsDocument7 pagesASTM - A325M-bolts, NutsNed VasicNo ratings yet
- 20 Torque Calculation DIN946Document2 pages20 Torque Calculation DIN946Riyan EsapermanaNo ratings yet
- Product Description Wire RodDocument3 pagesProduct Description Wire RodEngr Farrukh RehanNo ratings yet
- Critical Equipment Fabrication GuideDocument103 pagesCritical Equipment Fabrication Guidemayank pandyaNo ratings yet
- Zhongyuan Internatoinal Material Specification: ZyicoDocument2 pagesZhongyuan Internatoinal Material Specification: ZyicoAbozar BilanNo ratings yet
- B 351 - B 351M - 01 - Qjm1ms9cmzuxts1sruqDocument8 pagesB 351 - B 351M - 01 - Qjm1ms9cmzuxts1sruqYasiru AkalankaNo ratings yet
- OringDocument1 pageOringsumeetsaini88No ratings yet
- Victaulic Reducing Coupling Style 750: 1.0 Product DescriptionDocument6 pagesVictaulic Reducing Coupling Style 750: 1.0 Product Descriptionjagger7scribNo ratings yet
- Fire Piping-Astm A106Document4 pagesFire Piping-Astm A106sinahimsNo ratings yet
- 0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableDocument3 pages0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableFacundo ArlistanNo ratings yet
- PNS Rebars PDFDocument4 pagesPNS Rebars PDFAnthony AngelesNo ratings yet
- Welded Pipes Made of Thermomechanically Rolled Materials 11 PDFDocument1 pageWelded Pipes Made of Thermomechanically Rolled Materials 11 PDFqc_531040655No ratings yet
- Ms Pipe: Mighty and StrongDocument16 pagesMs Pipe: Mighty and StrongVISHNU GAIDHANINo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- HVD-10 50MP ApDocument4 pagesHVD-10 50MP Apdinhhai1613No ratings yet
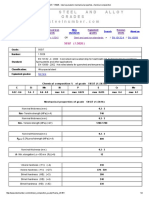
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4 EN 10089Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4 EN 10089farshid KarpasandNo ratings yet
- 1-Mechanical PropertiesDocument105 pages1-Mechanical Propertieslim zhong yi100% (1)
- Micro/Vickers Hardness (HV) Test ResultsDocument3 pagesMicro/Vickers Hardness (HV) Test ResultsMohamed NasrNo ratings yet
- Elastic Recovery After Plastic DeformationDocument23 pagesElastic Recovery After Plastic DeformationGean GenizaNo ratings yet
- ME 207 - Chapter 5 - P2Document9 pagesME 207 - Chapter 5 - P2rathanNo ratings yet
- Proposal Teknik Mesin UNRI - 20 Aug 2020Document12 pagesProposal Teknik Mesin UNRI - 20 Aug 2020Kaspul AnuarNo ratings yet
- Types of Rockwell TestsDocument10 pagesTypes of Rockwell TestsYounis YaarubNo ratings yet
- Twi Hardness TestingDocument8 pagesTwi Hardness TestingchungndtNo ratings yet
- BS en 10328 2005 Determination of The Conventional Depth and HardeningDocument10 pagesBS en 10328 2005 Determination of The Conventional Depth and HardeningLovleshNo ratings yet
- As 1817.1-2003 Metallic Materials - Vickers Hardness Test Test Methods (ISO 6507-1-1997 MOD)Document4 pagesAs 1817.1-2003 Metallic Materials - Vickers Hardness Test Test Methods (ISO 6507-1-1997 MOD)SAI Global - APACNo ratings yet
- As 1817.3-2002 Metallic Materials - Vickers Hardness Test Calibration of Reference BlocksDocument4 pagesAs 1817.3-2002 Metallic Materials - Vickers Hardness Test Calibration of Reference BlocksSAI Global - APACNo ratings yet
- Experiment 3 Hardness TestDocument9 pagesExperiment 3 Hardness TestZulizudinOthmanNo ratings yet
- Bs en 196 1 1995 Methods of Testing Cement Part 1 Determination of Strength PDFDocument29 pagesBs en 196 1 1995 Methods of Testing Cement Part 1 Determination of Strength PDFSaikrishna rao PolasaniNo ratings yet
- أسئلة شاملة 1Document25 pagesأسئلة شاملة 1ibraheemalabsi99No ratings yet
- Sec 4 Destructive TestingDocument20 pagesSec 4 Destructive TestingAbdullahNo ratings yet
- Laboratory Manual For Hardness TestDocument11 pagesLaboratory Manual For Hardness Testsy wangNo ratings yet
- PT Final - Report - HV 5 - 24 - 18-19 PDFDocument21 pagesPT Final - Report - HV 5 - 24 - 18-19 PDFAnil TelangNo ratings yet
- Material Testing Lab ManualDocument58 pagesMaterial Testing Lab Manualrammohan reddyNo ratings yet
- DT&NDTDocument26 pagesDT&NDTCepi Sindang KamulanNo ratings yet
- I Materials Grades R en PDFDocument47 pagesI Materials Grades R en PDFprocess processNo ratings yet
- EN 1043-1 Hardness TestDocument23 pagesEN 1043-1 Hardness TestMadley Rock100% (1)
- Material Tech Questions Solved BitsDocument22 pagesMaterial Tech Questions Solved BitsBalakumarNo ratings yet
- The Role of Hardness in Jewelry AlloysDocument19 pagesThe Role of Hardness in Jewelry AlloysAswin AntoniusNo ratings yet
- Uw 28-Welding ProcedureDocument13 pagesUw 28-Welding ProcedureDenny AgusNo ratings yet
- Hardness Testing Power Point TrainingDocument33 pagesHardness Testing Power Point Trainingamol1321No ratings yet
- Lab Report 1Document6 pagesLab Report 1yuwarajaNo ratings yet
- E384 Test Method For Microindentation Hardness of MaterialsDocument33 pagesE384 Test Method For Microindentation Hardness of MaterialssumherilNo ratings yet
- International Standard: Metallic Materials - Vickers Hardness Test - Calibration of Reference BlocksDocument8 pagesInternational Standard: Metallic Materials - Vickers Hardness Test - Calibration of Reference Blocksnikunjsingh04No ratings yet