Download as pdf or txt
You might also like
- Dryers and Drying ProcessesDocument92 pagesDryers and Drying ProcessesRoem Esmerna100% (3)
- 1587614803fluidized Bed Drier-1Document3 pages1587614803fluidized Bed Drier-1Elias AyanaNo ratings yet
- Fot Assin 1Document10 pagesFot Assin 1RishavNo ratings yet
- Tray Dryer ExperimentDocument13 pagesTray Dryer Experimentgeek311295% (37)
- 3 - Cooling, Freezing, Refrigeration Systems in Baking IndustryDocument21 pages3 - Cooling, Freezing, Refrigeration Systems in Baking IndustryshahidNo ratings yet
- Laboratory Exercise No. 3 Drying of Durable Crops (Corn)Document5 pagesLaboratory Exercise No. 3 Drying of Durable Crops (Corn)JojenNo ratings yet
- Chapter 14 Crop DryingDocument74 pagesChapter 14 Crop DryingaudreyshanemarinoNo ratings yet
- Dehydration of Fruits and VegetablesDocument40 pagesDehydration of Fruits and VegetablesSwaminathan S. Raamanathan100% (2)
- Fludized Bed DryerDocument11 pagesFludized Bed DryerJubairNo ratings yet
- Experiment No: 09 Objective:: Fluidized Bed DryersDocument4 pagesExperiment No: 09 Objective:: Fluidized Bed DryersAnonymous oKRAtONo ratings yet
- Dryers Used in Food IndustryDocument9 pagesDryers Used in Food Industry9567592146No ratings yet
- Energy Efficiency in DryingDocument3 pagesEnergy Efficiency in Dryingjohnny brooksNo ratings yet
- Tray DryerDocument22 pagesTray DryerjuaxxoNo ratings yet
- KhanDocument4 pagesKhanirfan hilmanNo ratings yet
- Mechanism of Spray DryingDocument10 pagesMechanism of Spray DryingpersonakelabuNo ratings yet
- Review On The Design of A Tray Dryer System For Agricultural ProductsDocument10 pagesReview On The Design of A Tray Dryer System For Agricultural ProductsDwinaRahmayaniNo ratings yet
- Drying Processes: Mr. Pankaj Kusum Ramdas KhuspeDocument9 pagesDrying Processes: Mr. Pankaj Kusum Ramdas KhuspedadaNo ratings yet
- Dryers and Drying ProcessesDocument24 pagesDryers and Drying ProcessesKristine Joy MataroNo ratings yet
- Separation III: Chapter 2: DryingDocument98 pagesSeparation III: Chapter 2: DryingSaranya DeviNo ratings yet
- DRYERS AND DRYING PROCESS Group 2Document9 pagesDRYERS AND DRYING PROCESS Group 2markdanielgolisaoNo ratings yet
- Drying of Food: Pintu ChoudharyDocument52 pagesDrying of Food: Pintu ChoudharyMahesh LandgeNo ratings yet
- Lab EquipmentsDocument10 pagesLab Equipmentsanchal srivastavaNo ratings yet
- Freeze Drying Literature FreviewDocument8 pagesFreeze Drying Literature Freviewasad balochNo ratings yet
- Drying 2020Document26 pagesDrying 2020Samir PatelNo ratings yet
- How Does Spray Dryer WorkDocument5 pagesHow Does Spray Dryer WorkugandaNo ratings yet
- Drying PDFDocument48 pagesDrying PDFuzzal ahmedNo ratings yet
- Precooling Fruits and Vegetables in GeorgiaDocument12 pagesPrecooling Fruits and Vegetables in Georgiamihaidanpan791No ratings yet
- Types of Industrial Dryers and Their Selection PDFDocument20 pagesTypes of Industrial Dryers and Their Selection PDFHari KishoreNo ratings yet
- 34) Classification of DryersDocument27 pages34) Classification of Dryersalvin100% (1)
- Scribed 2Document51 pagesScribed 2Hafiz Muhammad AzamNo ratings yet
- Bhople Et Al (2019)Document3 pagesBhople Et Al (2019)amelia arum ramadhaniNo ratings yet
- Crop DryingDocument76 pagesCrop DryingJoshie WishyNo ratings yet
- Units Ops 2 Midterm ProjDocument7 pagesUnits Ops 2 Midterm ProjmarielNo ratings yet
- Units Ops 2 Midterm ProjDocument7 pagesUnits Ops 2 Midterm ProjmarielNo ratings yet
- MEFC119 Module 2 Lesson 1Document3 pagesMEFC119 Module 2 Lesson 1Ron Ely Dumo FloresNo ratings yet
- Performance Evaluation of Heat Pump Dryer: Khan M. KDocument5 pagesPerformance Evaluation of Heat Pump Dryer: Khan M. KkesdamileNo ratings yet
- Crop ProcessingDocument8 pagesCrop ProcessingShaznay Shello Rine MagoNo ratings yet
- Design and Construction of A Vegetable Drier: Aminusaleh MohammedDocument7 pagesDesign and Construction of A Vegetable Drier: Aminusaleh Mohammedviktorija bezhovskaNo ratings yet
- Module 5 Drying and DehydrationDocument3 pagesModule 5 Drying and Dehydrationdayana.rosesandoval01No ratings yet
- 90pharmaceutical Unit Operations - PDF DryingDocument18 pages90pharmaceutical Unit Operations - PDF DryingGS SandhuNo ratings yet
- Spray Drying Is A Method of Producing A Dry Powder From A Liquid or SlurryDocument3 pagesSpray Drying Is A Method of Producing A Dry Powder From A Liquid or SlurryMikoToh ItoNo ratings yet
- Drying EquipmentDocument9 pagesDrying EquipmentHIT- MANNo ratings yet
- Ch.E-402 Simultaneous Heat & Mass Transfer (SHMT) : Drying of Solids & Classification of DryersDocument53 pagesCh.E-402 Simultaneous Heat & Mass Transfer (SHMT) : Drying of Solids & Classification of DryersIqra Mubeen100% (1)
- GROUP 2 MIPPV Dryers and Drying ProcessDocument23 pagesGROUP 2 MIPPV Dryers and Drying ProcessmarkdanielgolisaoNo ratings yet
- Precooler 2023 New 2Document52 pagesPrecooler 2023 New 2devisyaqila0No ratings yet
- 1 ColdroomnoteDocument37 pages1 Coldroomnotemaxtone andresNo ratings yet
- Introduction Tray DryerDocument2 pagesIntroduction Tray Dryerdrami9450% (2)
- Dryers and Drying ProcessesDocument65 pagesDryers and Drying ProcessesEyra AngelesNo ratings yet
- Research Paper On Fluidised Bed DryerDocument4 pagesResearch Paper On Fluidised Bed Dryerxmniibvkg100% (1)
- DryingDocument8 pagesDryingAjaya Kumar MohapatraNo ratings yet
- III 5 CropProcessing 1 8Document8 pagesIII 5 CropProcessing 1 8SannyBombeoJomocNo ratings yet
- Airstream Dryer PDFDocument12 pagesAirstream Dryer PDFAsikinNo ratings yet
- Transpiration PDFDocument16 pagesTranspiration PDFAmana MamaNo ratings yet
- DryingDocument19 pagesDryingEngr Muhammad Asif JavaidNo ratings yet
- Chapter 11Document13 pagesChapter 11zekariyas kuneNo ratings yet
- Spray DryingDocument8 pagesSpray DryingcymyNo ratings yet
- Temperature and Humidity Independent Control (THIC) of Air-conditioning SystemFrom EverandTemperature and Humidity Independent Control (THIC) of Air-conditioning SystemNo ratings yet
- E A R T H Science PPT 1Document7 pagesE A R T H Science PPT 1Bon BonNo ratings yet
- Stoichiometrey Extension LessonDocument2 pagesStoichiometrey Extension LessonFavianna Colón IrizarryNo ratings yet
- Physical Pharmacy: Solubility and Distribution PhenomenaDocument6 pagesPhysical Pharmacy: Solubility and Distribution PhenomenaAishwarya PawarNo ratings yet
- Momentum (M)Document13 pagesMomentum (M)Bashar Al ZoobaidiNo ratings yet
- Thesis 10Document61 pagesThesis 10Abel TayeNo ratings yet
- Duhok Polytechnic University Faculty of Petrochemical Engineering School of PolymerDocument6 pagesDuhok Polytechnic University Faculty of Petrochemical Engineering School of Polymerkamyar farsNo ratings yet
- Chemistry ProjectDocument14 pagesChemistry ProjectiulefwlbNo ratings yet
- 1-'Introduction To Imaging ModalitiesDocument26 pages1-'Introduction To Imaging Modalitiesmohameeedar1No ratings yet
- Estimation of HB ConcentrationDocument4 pagesEstimation of HB Concentrationamir elhadiNo ratings yet
- Science Quiz Bee ReviewerDocument4 pagesScience Quiz Bee ReviewerMonica Morales MaañoNo ratings yet
- Draft IJRES Journal - Sulthan Zanky NaufalDocument9 pagesDraft IJRES Journal - Sulthan Zanky NaufalSULTHAN ZANKYNo ratings yet
- Ponchon-Savarit NotesDocument19 pagesPonchon-Savarit Noteskyle2kdNo ratings yet
- BC34.1 E8 Estimation of Glucose by Benedict's MethodDocument4 pagesBC34.1 E8 Estimation of Glucose by Benedict's MethodGlenn Vincent TumimbangNo ratings yet
- 02 Momentum, Impulse and CollisionDocument22 pages02 Momentum, Impulse and CollisionJoyce CulloNo ratings yet
- Mechanical Properties 0Document1 pageMechanical Properties 0Abhiishek SinghNo ratings yet
- Acid - Base Titration CalculationDocument11 pagesAcid - Base Titration Calculationpbp2956No ratings yet
- Turbo Sonic ScrubberDocument4 pagesTurbo Sonic Scrubberjosedalceggio1955No ratings yet
- Solved ISRO Scientist or Engineer Civil 2013 Paper With SolutionsDocument21 pagesSolved ISRO Scientist or Engineer Civil 2013 Paper With SolutionsParchuri PraveenNo ratings yet
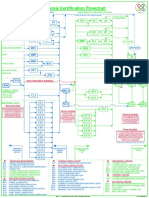
- GOC Functional Certification Flow ChartDocument1 pageGOC Functional Certification Flow ChartKAABECHE SlimaneNo ratings yet
- Bioprocess Engineering (BT 508) : Credits-4 Units - 6 Total Marks - 150Document26 pagesBioprocess Engineering (BT 508) : Credits-4 Units - 6 Total Marks - 150Savita100% (1)
- 2018-06-05Document36 pages2018-06-05XxyyzzNo ratings yet
- Simultaneous Thermal AnalysisDocument12 pagesSimultaneous Thermal AnalysisCecilia ManriqueNo ratings yet
- Simple Harmonic MotionDocument18 pagesSimple Harmonic Motionieja03100% (2)
- Personal - ATARNotes+ - ATAR Notes VCE Chemistry 3&4 Notes (2024-2025)Document122 pagesPersonal - ATARNotes+ - ATAR Notes VCE Chemistry 3&4 Notes (2024-2025)playstationus465No ratings yet
- 10 Gravitation 01 Ans PDFDocument5 pages10 Gravitation 01 Ans PDFShivam KumarNo ratings yet
- Effect of Grain Size On Mechanical Properties of MetalsDocument7 pagesEffect of Grain Size On Mechanical Properties of MetalsMuhannad MohammedNo ratings yet
- Makrolon 2405: General Purpose Grades / Low Viscosity / High ProductivityDocument4 pagesMakrolon 2405: General Purpose Grades / Low Viscosity / High ProductivityagungNo ratings yet
- Flooded Type EvaporatorDocument6 pagesFlooded Type EvaporatorHVAC SimplifiedNo ratings yet
- Chapter 7: Equilibrium: Ajay Behl Academy of ChemistryDocument8 pagesChapter 7: Equilibrium: Ajay Behl Academy of ChemistryAditya SallyNo ratings yet
- Exercise 2 Winogradsky ColumnDocument18 pagesExercise 2 Winogradsky ColumnKristella DraheimNo ratings yet