Download as pdf or txt
You might also like
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- Aa4Vg: Application & Service ManualDocument40 pagesAa4Vg: Application & Service Manualhidraulicos100% (1)
- Air Generation and DistributionDocument55 pagesAir Generation and DistributionJespher Adam AndalNo ratings yet
- Energy Conservation MeasuresDocument22 pagesEnergy Conservation MeasuresGritty VimalNo ratings yet
- Energy Efficiency in Thermal UtilitiesDocument14 pagesEnergy Efficiency in Thermal UtilitiesJoeb DsouzaNo ratings yet
- Presentation AirDocument19 pagesPresentation AirMohd JamalNo ratings yet
- Sip Gas TurbineDocument39 pagesSip Gas TurbineOsama MaqsoodNo ratings yet
- Compressed Air NetworkDocument23 pagesCompressed Air NetworkWalmick SantosNo ratings yet
- Evaporative CoolingDocument11 pagesEvaporative CoolingziadNo ratings yet
- 350 X Ton PDFDocument6 pages350 X Ton PDFRenan GonzalezNo ratings yet
- Air CompressorsDocument44 pagesAir CompressorsZYJA DLANE MALITNo ratings yet
- Chapter 2 - Air Generation and DistributionDocument10 pagesChapter 2 - Air Generation and DistributionUdin AnuarNo ratings yet
- Compressor NotesDocument4 pagesCompressor NotesMuhammad Shahir100% (1)
- Air CompressorsDocument4 pagesAir CompressorsbaranirajsalemNo ratings yet
- Condenser Cooling Towers 216Document28 pagesCondenser Cooling Towers 216rajushamla9927No ratings yet
- Module IVDocument35 pagesModule IVnojiv54944No ratings yet
- Chapter No-5 Steam Condensers and Cooling Towers Marks-16Document22 pagesChapter No-5 Steam Condensers and Cooling Towers Marks-16Vera WidyaNo ratings yet
- Cooling TowerDocument41 pagesCooling TowerHARSH DHOLAKIYANo ratings yet
- DehumidificationDocument31 pagesDehumidificationmohammed hussienNo ratings yet
- Chapter 1 2021Document83 pagesChapter 1 2021DEM4AF1026No ratings yet
- Identify Air Compressor: Basic Hydraulic & Pneumatic System 2Document12 pagesIdentify Air Compressor: Basic Hydraulic & Pneumatic System 2zainonayraNo ratings yet
- Fundamentals of Compressed Air and Reciprocating CompressorsDocument60 pagesFundamentals of Compressed Air and Reciprocating CompressorsAmit Kumar Jaiswal100% (2)
- Air CycleDocument30 pagesAir CycleSalokya KhandelwalNo ratings yet
- Mod - 2Document75 pagesMod - 2Kamadana thrilokNo ratings yet
- Vent IllationDocument86 pagesVent Illation73 Tanmay JanawadeNo ratings yet
- Air ConditioningDocument22 pagesAir ConditioningEmmanuel BuhwaNo ratings yet
- The Fundamentals of Pneumatic Control TechnologyDocument77 pagesThe Fundamentals of Pneumatic Control TechnologyMaheswaran MuthuNo ratings yet
- 12 MARINE Air CompressorDocument13 pages12 MARINE Air CompressorTuhin HandaNo ratings yet
- CHILLER, AHU and FCU SYSTEMSDocument67 pagesCHILLER, AHU and FCU SYSTEMSAnonymous zpy8Ea9uNo ratings yet
- Boiler Operation On DcsDocument4 pagesBoiler Operation On Dcsarif100% (2)
- Com Blow FanDocument16 pagesCom Blow FanArefin MahinNo ratings yet
- Unit 6 - Compressed AirDocument29 pagesUnit 6 - Compressed Airnishant85408No ratings yet
- Compressed Air Drying PDFDocument29 pagesCompressed Air Drying PDFmaddukuri jagadeesh babu100% (2)
- Airconditioning: Ventilation in Buildings Types of Fans Types of Air ConditionersDocument51 pagesAirconditioning: Ventilation in Buildings Types of Fans Types of Air ConditionersSassyNo ratings yet
- Compressed Air Systems: Engr. Rey P. Dumalaba, RMP, MEDocument37 pagesCompressed Air Systems: Engr. Rey P. Dumalaba, RMP, MEKyuubi Rey DumalabaNo ratings yet
- Scribd Training Report Air CompressorsDocument7 pagesScribd Training Report Air Compressorsysudharnnan100% (1)
- Compressors & Its TypesDocument30 pagesCompressors & Its TypesUsama ZiaNo ratings yet
- Gas MoversDocument36 pagesGas MoversSupriya bhattacharjeeNo ratings yet
- Fans, Blowers and Compressors: Used To Move and Compress The GasDocument37 pagesFans, Blowers and Compressors: Used To Move and Compress The GasAteeq Ul RehmanNo ratings yet
- EME PPT (For 32 To 35) by DivyeshDocument24 pagesEME PPT (For 32 To 35) by DivyeshDivyesh ParmarNo ratings yet
- Steam Condensers and Cooling TowersDocument22 pagesSteam Condensers and Cooling Towersذال شراحبئيلNo ratings yet
- Forced Draft Fan: by Justice. A. OfugaraDocument37 pagesForced Draft Fan: by Justice. A. OfugaraobisonandlawNo ratings yet
- 03 APC ReductionDocument55 pages03 APC ReductionDevanshu SinghNo ratings yet
- Air Compresser: Motion of Piston or Rotary Motion of BladesDocument28 pagesAir Compresser: Motion of Piston or Rotary Motion of BladesYogesh ShindeNo ratings yet
- Unit 4 - Part 1Document25 pagesUnit 4 - Part 1akhilkrrish143No ratings yet
- Fans and BlowersDocument57 pagesFans and BlowersmaylynXiXNo ratings yet
- Fans and BlowersDocument57 pagesFans and BlowersmaylynXiXNo ratings yet
- C3 Air-Conditioning ComponentsDocument23 pagesC3 Air-Conditioning Componentshafiz_yusoff1620No ratings yet
- Draught SystemDocument50 pagesDraught Systemthehindu100% (5)
- Air Compressor Plant PDFDocument162 pagesAir Compressor Plant PDFissam elmoharir100% (2)
- Department of Mechanical EngineeringDocument22 pagesDepartment of Mechanical EngineeringArchanaNo ratings yet
- Basics of Air ConditioningDocument28 pagesBasics of Air ConditioningdavinderNo ratings yet
- Unit 3 Energy ConservationnDocument77 pagesUnit 3 Energy ConservationnAgent SmithNo ratings yet
- Components and Construction: LO3.2: Identify The Components of A Refrigeration SystemDocument50 pagesComponents and Construction: LO3.2: Identify The Components of A Refrigeration SystemBrianss AyangssNo ratings yet
- Pressed Air System NDocument35 pagesPressed Air System Nvmramakrishnan100% (1)
- Steam CondenserDocument26 pagesSteam CondenserPushkar Pandit100% (1)
- Compressor and Compressed Air SystemsDocument42 pagesCompressor and Compressed Air SystemsMadhusudhan Gajula50% (2)
- IAC PAC Power Plant BarhDocument19 pagesIAC PAC Power Plant BarhMohammad AtaullahNo ratings yet
- Compression and Expansion of FluidsDocument32 pagesCompression and Expansion of FluidsProbablyсвдсNo ratings yet
- The Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationFrom EverandThe Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationRating: 1 out of 5 stars1/5 (1)
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Suresh 2000Document40 pagesSuresh 2000HARSH DHOLAKIYANo ratings yet
- CHP Cleavage by Shell MarkedDocument6 pagesCHP Cleavage by Shell MarkedHARSH DHOLAKIYANo ratings yet
- Phenol Process - Hercules - 1995Document22 pagesPhenol Process - Hercules - 1995HARSH DHOLAKIYANo ratings yet
- Separating Phenol From Phenol-Water SubazeotropeDocument4 pagesSeparating Phenol From Phenol-Water SubazeotropeHARSH DHOLAKIYANo ratings yet
- Enter A New Era of AutonomyDocument37 pagesEnter A New Era of AutonomyHARSH DHOLAKIYANo ratings yet
- CDC 23445 DS1Document241 pagesCDC 23445 DS1HARSH DHOLAKIYANo ratings yet
- Whitepaper - Distillation Design ProcedureDocument6 pagesWhitepaper - Distillation Design ProcedureHARSH DHOLAKIYANo ratings yet
- Phenol ProductionDocument3 pagesPhenol ProductionHARSH DHOLAKIYANo ratings yet
- m9143ws MPB Series Booster Pump DsDocument4 pagesm9143ws MPB Series Booster Pump DsJade AlexanderNo ratings yet
- General Catalogue - Equipment PDFDocument6 pagesGeneral Catalogue - Equipment PDFDiegoNo ratings yet
- 25 - Fluid SeparationDocument74 pages25 - Fluid Separationمرتضى عبد الباري خنوبةNo ratings yet
- ASHRAE Presentation:: VRF OverviewDocument41 pagesASHRAE Presentation:: VRF OverviewAnonymous o7Do2G0hTlNo ratings yet
- ADCOP 3 CH04Well Reporting and Coding - FinalDocument65 pagesADCOP 3 CH04Well Reporting and Coding - FinalhabrarNo ratings yet
- National Institute of Technology AgartalaDocument29 pagesNational Institute of Technology AgartalaAbhishek BhattacharjeeNo ratings yet
- RBI Vibration AssesmentDocument29 pagesRBI Vibration AssesmentRockny2011100% (1)
- Return of Ppftz-03 (Carbon Copy)Document4 pagesReturn of Ppftz-03 (Carbon Copy)7ndik4No ratings yet
- Centralized Medical Gas System ReplaceDocument8 pagesCentralized Medical Gas System ReplaceRaydoon SadeqNo ratings yet
- Relief, Direct Acting Poppet Type Pressure Compensated Special Cavity, 008Document2 pagesRelief, Direct Acting Poppet Type Pressure Compensated Special Cavity, 008mhasansharifiNo ratings yet
- Ficha SSV InglésDocument8 pagesFicha SSV InglésFelipe AlonsoNo ratings yet
- Surge TanksDocument18 pagesSurge TanksSharath Chandra100% (2)
- 5 PDFDocument37 pages5 PDFdinesh ghodkeNo ratings yet
- Presentation Centrifugal 02.ppsxDocument97 pagesPresentation Centrifugal 02.ppsxEslam Elmadboly100% (2)
- Ball Valves: Code Item Description Current StockDocument21 pagesBall Valves: Code Item Description Current StockMuhammad RidwanNo ratings yet
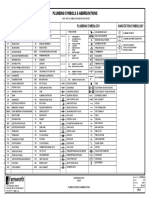
- Plumbing Symbols & AbbreviationsDocument8 pagesPlumbing Symbols & AbbreviationsThel Cruz100% (1)
- Daf Ix Ecas4 BlockdiagramDocument46 pagesDaf Ix Ecas4 BlockdiagramMircea Gilca100% (1)
- 21-300-310-500XP-610XP CV Spec Sheet Rev 7-30-08Document2 pages21-300-310-500XP-610XP CV Spec Sheet Rev 7-30-08Francisco SantanaNo ratings yet
- High Pressure Gas Piping BOM 12-11-19Document3 pagesHigh Pressure Gas Piping BOM 12-11-19MELVIN MAGBANUANo ratings yet
- Well Head Instrumentation ControlDocument3 pagesWell Head Instrumentation ControlAhmedAmer1No ratings yet
- MX Deluge Valve Set PDFDocument2 pagesMX Deluge Valve Set PDFNarendra Reddy BhumaNo ratings yet
- ST DesignDocument1 pageST DesignSheila Mary CamuloNo ratings yet
- Float Valves (Drillmax)Document8 pagesFloat Valves (Drillmax)Alexander KlmNo ratings yet
- Atomizing Air SystemDocument6 pagesAtomizing Air Systemajo zinzo100% (1)
- Asco Ah2d v710Document4 pagesAsco Ah2d v710John Urdaneta0% (1)
- Reciprocating PumpDocument15 pagesReciprocating PumpshubhamNo ratings yet
- Centrifugal Pump MathDocument6 pagesCentrifugal Pump Mathshamiul himelNo ratings yet
- Hy11 3302 Uk PDFDocument32 pagesHy11 3302 Uk PDFValbertgNo ratings yet
- Instrucciones GpeDocument56 pagesInstrucciones GpeMauricio Hermosilla OrellanaNo ratings yet