Download as doc, pdf, or txt
You might also like
- Pre ClassDocument4 pagesPre Classnavjot2k2No ratings yet
- Industrial AutomationDocument28 pagesIndustrial Automation4happy12383% (6)
- AcknowledgementDocument32 pagesAcknowledgementIsmail Afridi100% (1)
- Introduction To Automation - v2Document19 pagesIntroduction To Automation - v2Sachin TekamNo ratings yet
- Industrial AutomationDocument18 pagesIndustrial AutomationBILLYNo ratings yet
- PC Based Industrial Automation With AVR Atmega 16 - Project ReportDocument33 pagesPC Based Industrial Automation With AVR Atmega 16 - Project ReportRobo IndiaNo ratings yet
- Day 01Document6 pagesDay 01Ali ShahidNo ratings yet
- Automation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoDocument11 pagesAutomation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoshahqazwsxNo ratings yet
- Automation Summer Training ReportDocument45 pagesAutomation Summer Training ReportLaxman GautamNo ratings yet
- Paper Mill Operation and TheoryDocument85 pagesPaper Mill Operation and TheoryS Bharadwaj Reddy50% (2)
- Project Report: PLC & ScadaDocument44 pagesProject Report: PLC & ScadaAhmed SamiNo ratings yet
- Presentation On PLCDocument27 pagesPresentation On PLCTyrone Michaels100% (1)
- Industrial AutomationDocument72 pagesIndustrial AutomationmahderNo ratings yet
- Industrial Automation: Vignan's LARA Institute of Technology & ScienceDocument26 pagesIndustrial Automation: Vignan's LARA Institute of Technology & ScienceHarsha VardhanNo ratings yet
- Chapter 4 Industrial AutomationDocument19 pagesChapter 4 Industrial AutomationMelkamu SimenehNo ratings yet
- Fdocuments - in - Training Report On PLC ScadaDocument40 pagesFdocuments - in - Training Report On PLC Scadaabloft Off page100% (1)
- Introduction To AutomationDocument20 pagesIntroduction To AutomationGourav Solanki100% (1)
- What Is Industrial AutomationDocument6 pagesWhat Is Industrial Automationatul narkhedeNo ratings yet
- PLC Scada ReportDocument50 pagesPLC Scada ReportAbhijeet KumarNo ratings yet
- PLC SCADA Training ReportDocument37 pagesPLC SCADA Training ReportAarif HussainNo ratings yet
- Ion & Control Eng'gDocument106 pagesIon & Control Eng'gMark de GuzmanNo ratings yet
- Seth Jai Parkash Mukand Lal Institute of Engg. and Technology (Jmit) Radaur YAMUNA NAGAR (2011-2015)Document46 pagesSeth Jai Parkash Mukand Lal Institute of Engg. and Technology (Jmit) Radaur YAMUNA NAGAR (2011-2015)dinesh66jattNo ratings yet
- Report AcknowledgmentDocument45 pagesReport Acknowledgmentrajubhati41No ratings yet
- Paper PLC and MicrocontrollerDocument6 pagesPaper PLC and MicrocontrollerEvita Nuriya RNo ratings yet
- Summer TrainingDocument42 pagesSummer TrainingAman yadavNo ratings yet
- Chapter No 1: AutomationDocument91 pagesChapter No 1: AutomationengrmishtiaqNo ratings yet
- Programmable Logic ControllerDocument5 pagesProgrammable Logic ControllerShah JayNo ratings yet
- PLC AutomationDocument47 pagesPLC AutomationAman AJNo ratings yet
- Temperature Sensor Interfacing With Embedded PLCDocument5 pagesTemperature Sensor Interfacing With Embedded PLCInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Lec - 5-Introduction To PLCDocument60 pagesLec - 5-Introduction To PLCNurhussen NureNo ratings yet
- Programmable Logic Controller Set For Complete Operation and Monitoring of Protection Interlock For Circulating Water Pump HouseDocument4 pagesProgrammable Logic Controller Set For Complete Operation and Monitoring of Protection Interlock For Circulating Water Pump HouseIOSRjournalNo ratings yet
- PLC Ans Scada ProjectDocument31 pagesPLC Ans Scada ProjectMaya Mayaa100% (1)
- PLCDocument84 pagesPLCHanut MathurNo ratings yet
- Introductory PLC Programming - Wikibooks, Open Books For An Open WorldDocument28 pagesIntroductory PLC Programming - Wikibooks, Open Books For An Open WorldKhushboo29 ElectricalNo ratings yet
- IntroductionDocument3 pagesIntroductionYamamoto Seet XNo ratings yet
- PLC Ans Scada ProjectDocument36 pagesPLC Ans Scada ProjectshinyNo ratings yet
- Lab 1 Industrial AutomationDocument4 pagesLab 1 Industrial AutomationMuhammad UmarNo ratings yet
- Introduction To PLC PDFDocument8 pagesIntroduction To PLC PDFKhodr ChehadeNo ratings yet
- PLC Scada IndustrialDocument36 pagesPLC Scada IndustrialAnmolNo ratings yet
- Automation StatusDocument52 pagesAutomation StatusMahendra TalniaNo ratings yet
- Chapter 1Document178 pagesChapter 1Hugo GandaraNo ratings yet
- Lab Manual: MCT-334L Industrial AutomationDocument38 pagesLab Manual: MCT-334L Industrial AutomationAhmed ChNo ratings yet
- Lab Manual: MCT-334L Industrial AutomationDocument24 pagesLab Manual: MCT-334L Industrial AutomationAhmed ChNo ratings yet
- Programable Logic ControllerDocument24 pagesProgramable Logic Controllersatyajit_manna_2No ratings yet
- PLC Scada Training ReportDocument31 pagesPLC Scada Training ReportÄkshãy SaçhånNo ratings yet
- Training Report: Bachelor of TechnologyDocument46 pagesTraining Report: Bachelor of TechnologyHelloprojectNo ratings yet
- 11 273 147099675220 23Document4 pages11 273 147099675220 23jagat.5763No ratings yet
- Industrial Automation: AbstractDocument13 pagesIndustrial Automation: AbstractRamanan MageswaranNo ratings yet
- Industrial Automation System: AbstractDocument6 pagesIndustrial Automation System: AbstractEngr Nayyer Nayyab MalikNo ratings yet
- Programmable Logic: PLC ControllerDocument10 pagesProgrammable Logic: PLC ControllerAppu BhattNo ratings yet
- Automation PresentationDocument32 pagesAutomation PresentationAman Sharma100% (1)
- Omron PLC StudyDocument99 pagesOmron PLC StudyferoztechitNo ratings yet
- PLCDocument16 pagesPLCMohit Kinger100% (1)
- Programmable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Document5 pagesProgrammable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Danelle GeamalaNo ratings yet
- Types of AutomationDocument7 pagesTypes of AutomationanirNo ratings yet
- Sample Paper For Industrial Automation and ControlDocument3 pagesSample Paper For Industrial Automation and ControlMatthew SibandaNo ratings yet
- Indian Oil Corporation Limited (Panipat) : Report On PLC and DCSDocument19 pagesIndian Oil Corporation Limited (Panipat) : Report On PLC and DCSHimanshu SinghNo ratings yet
- PLC Handbook - FinaleDocument85 pagesPLC Handbook - FinalesaravanaNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Group 1 Presentors Media and Digital LiteracyDocument28 pagesGroup 1 Presentors Media and Digital LiteracyJOHNERROL CARCELLARNo ratings yet
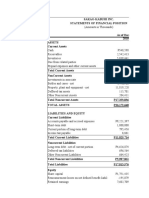
- SANICO, MARY CONIE T. Financial Statements of Sakag-Kabuhi Inc.Document12 pagesSANICO, MARY CONIE T. Financial Statements of Sakag-Kabuhi Inc.Luigi Enderez BalucanNo ratings yet
- Carl Zeiss Jena Apo TessarDocument28 pagesCarl Zeiss Jena Apo TessarElla Antonella0% (1)
- Presentation 2Document21 pagesPresentation 2Joelyn RamosNo ratings yet
- Yfm70Ry Yfm70Ry Yfm70Ry: (1S3R) (1S3V) (1S3L)Document76 pagesYfm70Ry Yfm70Ry Yfm70Ry: (1S3R) (1S3V) (1S3L)Ventas CaliNo ratings yet
- Focus3 2E Cumulative Test 4 Units1-8 GroupBDocument3 pagesFocus3 2E Cumulative Test 4 Units1-8 GroupBMichal KubisztalNo ratings yet
- EnglishDocument9 pagesEnglishpiyushkanwat123No ratings yet
- Health Optimizing Physical Education 3: Philippine Folk DanceDocument15 pagesHealth Optimizing Physical Education 3: Philippine Folk DanceYenthel BanguangaNo ratings yet
- Bajaj Allianz General Insurance CompanyDocument12 pagesBajaj Allianz General Insurance CompanymkbhimaniNo ratings yet
- Historical Issues in The Book of Daniel (Review) - Thomas Gaston PDFDocument2 pagesHistorical Issues in The Book of Daniel (Review) - Thomas Gaston PDFDave MoreNo ratings yet
- Pedal Operated Washing Machine ReportDocument35 pagesPedal Operated Washing Machine ReportJack Johnson100% (1)
- GM Beginner Tuning Class Info (4pgs)Document4 pagesGM Beginner Tuning Class Info (4pgs)MattNo ratings yet
- Psalm of LifeDocument18 pagesPsalm of LifeRomu RaiNo ratings yet
- Lecture 01 - Construction EngineeringDocument18 pagesLecture 01 - Construction EngineeringKw TseNo ratings yet
- Siswati HL P1Nov 2008Document10 pagesSiswati HL P1Nov 2008qanaqNo ratings yet
- Quiz in Science 9 - 12.12Document2 pagesQuiz in Science 9 - 12.12Pedro GenosasNo ratings yet
- CV Rinaldi Setiawan Welder 2Document14 pagesCV Rinaldi Setiawan Welder 2myudi20182No ratings yet
- Rundown Acara WorkshopDocument6 pagesRundown Acara WorkshopAnnas Nuraini br gintingNo ratings yet
- ArsenalDocument12 pagesArsenaljpkehoe100% (1)
- Roadmap For Bible StudyDocument1 pageRoadmap For Bible Study4gen_3No ratings yet
- Chapter 1 TVTDocument14 pagesChapter 1 TVTtemedebereNo ratings yet
- 3R'S For The 21St Century Educational Change Implementation in DepedDocument6 pages3R'S For The 21St Century Educational Change Implementation in DepedRica Mae Salvador SerranoNo ratings yet
- Aimp222 Lec01 Intro To SadDocument16 pagesAimp222 Lec01 Intro To SadKerwinPaul MataliNo ratings yet
- S.S.C Public Examination: Model Paper-1 General Science Paper - 1Document4 pagesS.S.C Public Examination: Model Paper-1 General Science Paper - 1Dhatri Subasri Navya KNo ratings yet
- RubikDocument40 pagesRubikHardik ShahNo ratings yet
- Publishing Free Sample Content Review Only Copied or Sold.: Our WorldDocument8 pagesPublishing Free Sample Content Review Only Copied or Sold.: Our WorldcinemaNo ratings yet
- Ag 2Document6 pagesAg 2Hemant Kumar AhirwarNo ratings yet
- LED Lighting Design & Specifi Cation Guide: Considerations For Harsh and Hazardous Area ApplicationsDocument20 pagesLED Lighting Design & Specifi Cation Guide: Considerations For Harsh and Hazardous Area ApplicationsSarvesh AhluwaliaNo ratings yet
- Low Sperm Count and Its Homeopathic Cure - DR Bashir Mahmud ElliasDocument9 pagesLow Sperm Count and Its Homeopathic Cure - DR Bashir Mahmud ElliasBashir Mahmud ElliasNo ratings yet