
Intro To Hazop 2023 - Slides and Notes Rev 4 (A4 Size)
Intro To Hazop 2023 - Slides and Notes Rev 4 (A4 Size)
You might also like
- 0B5 7 Speed Dual Clutch PDFDocument24 pages0B5 7 Speed Dual Clutch PDFBalica Lucian80% (5)
- HAZOP ExerciseDocument12 pagesHAZOP Exerciseshawalina07No ratings yet
- Annex V-Bill of Quantities (BoQ)Document18 pagesAnnex V-Bill of Quantities (BoQ)SCReddy100% (1)
- Mel B737 PDFDocument690 pagesMel B737 PDFAna Soria CirilloNo ratings yet
- Mathiassen - The Principle of Limited ReductionDocument19 pagesMathiassen - The Principle of Limited ReductioncelogcNo ratings yet
- Introduction To SimulationDocument98 pagesIntroduction To Simulationxojeje7914No ratings yet
- Week3 12Document5 pagesWeek3 12h00444687No ratings yet
- Hazard & Operability Study (HAZOP)Document14 pagesHazard & Operability Study (HAZOP)iFluids EngineeringNo ratings yet
- Human Factors in Process Plant Operation by David A. StrobharDocument66 pagesHuman Factors in Process Plant Operation by David A. StrobharAbdelsalam MahmoudNo ratings yet
- HAZOPDocument47 pagesHAZOPMiftakhul Nurdianto100% (4)
- 02-SDLC and Formal MethodsDocument38 pages02-SDLC and Formal MethodsMuhammad Nouman KhanNo ratings yet
- Software Development Life CycleDocument7 pagesSoftware Development Life CycleAyesha Madushani VidanaArachchiNo ratings yet
- Basic Information Systems Concepts: App/martin3/ppt/chap9Document24 pagesBasic Information Systems Concepts: App/martin3/ppt/chap9Derry Trey FebriansyahNo ratings yet
- Chapter 5 Hazard Identification - 2Document53 pagesChapter 5 Hazard Identification - 2Nur Rofium100% (2)
- New HAZOP MethodologyDocument25 pagesNew HAZOP Methodologycnaren67100% (1)
- What Is Hazop?: HAZOP and Hazard Analysis SystemsDocument5 pagesWhat Is Hazop?: HAZOP and Hazard Analysis SystemsMuhammad Hamza NaveedNo ratings yet
- Risk Assessment MethodsDocument23 pagesRisk Assessment MethodsNarcis BaltariuNo ratings yet
- Hazard Identification Techniques in IndustryDocument4 pagesHazard Identification Techniques in IndustrylennyNo ratings yet
- Slow Intelligence System Based Software TestingDocument6 pagesSlow Intelligence System Based Software TestingiaetsdiaetsdNo ratings yet
- T12A Papierz Arkadiusz TORASDocument6 pagesT12A Papierz Arkadiusz TORASArek PapierzNo ratings yet
- Time-Based Estimator For Control Reconfiguration of Discrete Event Systems (DES)Document7 pagesTime-Based Estimator For Control Reconfiguration of Discrete Event Systems (DES)Mr KevinNo ratings yet
- Riskassessmenttechnique 170923010930Document33 pagesRiskassessmenttechnique 170923010930jupmulNo ratings yet
- Performance Prediction of Applications UDocument4 pagesPerformance Prediction of Applications UEddy ManurungNo ratings yet
- HAZOP IntroducitonDocument28 pagesHAZOP Introducitonsohail1985No ratings yet
- Nasa FMEA Presentation PDFDocument28 pagesNasa FMEA Presentation PDFgowtham raju buttiNo ratings yet
- 3.hazop MethodolgyDocument74 pages3.hazop Methodolgysuyono cakepNo ratings yet
- Wk3-Requ Det Ch3Document44 pagesWk3-Requ Det Ch3StacyNo ratings yet
- Introduction To MISDocument77 pagesIntroduction To MISChirantani BiswasNo ratings yet
- Management Information System Unit - I: By:-Prof. Gajendra PawarDocument78 pagesManagement Information System Unit - I: By:-Prof. Gajendra PawarBibin NinanNo ratings yet
- Objectiv E:: Vehicle Management SystemDocument95 pagesObjectiv E:: Vehicle Management SystemChaitanyaNo ratings yet
- Lab Manual Stqa AmanDocument33 pagesLab Manual Stqa AmanHarsh officialNo ratings yet
- An Expert System For Automating Analysis: HazopepertDocument9 pagesAn Expert System For Automating Analysis: Hazopepertadrian haimNo ratings yet
- A Method To Analyse Operator ActivityDocument6 pagesA Method To Analyse Operator ActivityBhavaNo ratings yet
- System Analysis and SystemDocument7 pagesSystem Analysis and SystemWilder AriasNo ratings yet
- Week 4 - System BoundariesDocument27 pagesWeek 4 - System Boundariesr4biatuladawiahNo ratings yet
- Chapter 05Document17 pagesChapter 05ghazi membersNo ratings yet
- Evaluating Human Assessed NASAC16Document14 pagesEvaluating Human Assessed NASAC16Kurdeen KhairyNo ratings yet
- Assignment Software Requirement AnalysisDocument17 pagesAssignment Software Requirement AnalysisAzman Hossain OakingNo ratings yet
- Hazop StudyDocument41 pagesHazop StudyTanveer ArshadNo ratings yet
- Mr. Christian S. Sol: Accredited DOLE-OSH Safety Consultant Accredited DENR Pollution Control OfficerDocument31 pagesMr. Christian S. Sol: Accredited DOLE-OSH Safety Consultant Accredited DENR Pollution Control OfficerSn CarbonelNo ratings yet
- Concern-Oriented: AND Analysis of Information SystemsDocument21 pagesConcern-Oriented: AND Analysis of Information Systemscrenguta_bogdan4677No ratings yet
- IM U-2 NotesDocument27 pagesIM U-2 NotesanajovithaNo ratings yet
- Which of These Is A Valid Use Case?Document11 pagesWhich of These Is A Valid Use Case?ShababNo ratings yet
- Information System Development - System PrototypingDocument45 pagesInformation System Development - System PrototypingPrakash KMNo ratings yet
- Improving Software Quality Through Program AnalysiDocument17 pagesImproving Software Quality Through Program AnalysiMohd Zulkfali JunohNo ratings yet
- CHAZOP Paper (Lite) r0.1Document7 pagesCHAZOP Paper (Lite) r0.1Udaya Kumar KrishnanNo ratings yet
- Chapter 05 1Document20 pagesChapter 05 1arunlaldsNo ratings yet
- Paper 4 Countering Malware Via Decoy ProcessesDocument11 pagesPaper 4 Countering Malware Via Decoy ProcesseshussamNo ratings yet
- General Overview of HAZOP MethodDocument9 pagesGeneral Overview of HAZOP MethodSwaminathan ThayumanavanNo ratings yet
- Requirements Archaeology: Benjamin A. Lieberman, PH.DDocument20 pagesRequirements Archaeology: Benjamin A. Lieberman, PH.DElizabeth EdoNo ratings yet
- Hazop Hazard & Operability StudiesDocument19 pagesHazop Hazard & Operability StudiesSayak BoseNo ratings yet
- A Method To Improve The Early StagesDocument16 pagesA Method To Improve The Early StagesIsac MartinsNo ratings yet
- HAZOPDocument9 pagesHAZOPGeorge JohnNo ratings yet
- Formal Methods of S/W Development: Lecture 1: Course IntroductionDocument19 pagesFormal Methods of S/W Development: Lecture 1: Course IntroductionEnayat KhanNo ratings yet
- Chapter IVDocument9 pagesChapter IVRachelle AlcantraNo ratings yet
- 8 Hmis Data Quality PDFDocument26 pages8 Hmis Data Quality PDFRobinJohnII100% (1)
- 7-System Engineering-19-01-2024Document9 pages7-System Engineering-19-01-2024aryanrathore040No ratings yet
- Chapter 24Document8 pagesChapter 24Rachma_FebriNo ratings yet
- Online Job PortalDocument126 pagesOnline Job PortalMegha SahuNo ratings yet
- Top Hazop Khan1997Document11 pagesTop Hazop Khan1997varadjoshi41No ratings yet
- Penetration Testing Fundamentals-2: Penetration Testing Study Guide To Breaking Into SystemsFrom EverandPenetration Testing Fundamentals-2: Penetration Testing Study Guide To Breaking Into SystemsNo ratings yet
- Cross Section of ChannelDocument5 pagesCross Section of ChannelHu Da100% (1)
- Model ICB 100-800 HP BoilersDocument4 pagesModel ICB 100-800 HP BoilerssebaversaNo ratings yet
- Partial Molal QuantitiesDocument8 pagesPartial Molal QuantitiesLheander GernaNo ratings yet
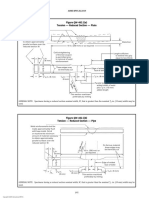
- Figure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Document2 pagesFigure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Carlos Lluen AquinoNo ratings yet
- Pressure Transmitter: Description: Technical DataDocument2 pagesPressure Transmitter: Description: Technical DataCristianNo ratings yet
- Airseal 2 - ENDocument1 pageAirseal 2 - ENАндрей МошкинNo ratings yet
- Used Water Submission ProceduresDocument26 pagesUsed Water Submission Procedurescloud6521100% (1)
- 4.1.1 What Is The Policy of The Institution For Creation and Enhancement of Infrastructure That Facilitate Effective Teaching and Learning?Document9 pages4.1.1 What Is The Policy of The Institution For Creation and Enhancement of Infrastructure That Facilitate Effective Teaching and Learning?coolrajeeeNo ratings yet
- C 45Document10 pagesC 45mohsen_267No ratings yet
- NSOP MagazineDocument19 pagesNSOP MagazineSusan LiNo ratings yet
- Robust Data Synchronization With IBM Tivoli Directory Integrator Sg246164Document510 pagesRobust Data Synchronization With IBM Tivoli Directory Integrator Sg246164bupbechanhNo ratings yet
- Directquery in The Tabular Bi Semantic ModelDocument46 pagesDirectquery in The Tabular Bi Semantic ModelabacusdotcomNo ratings yet
- FinalDocument26 pagesFinalRitesh KumarNo ratings yet
- Bit U MasticDocument2 pagesBit U MasticramodNo ratings yet
- Code of Ethics For Civil EngineersDocument12 pagesCode of Ethics For Civil EngineersKyle Demecillo Pestolante100% (1)
- ARM Cortex M3 Based Collision Detection SystemDocument3 pagesARM Cortex M3 Based Collision Detection SystemseventhsensegroupNo ratings yet
- Maintenance Manual: Spitfire 65/90Document319 pagesMaintenance Manual: Spitfire 65/90Сергей СаяпинNo ratings yet
- Apollo Pro SpecificaitonDocument4 pagesApollo Pro SpecificaitonpedropcNo ratings yet
- Section 7: Fencing and Entrance Gate: 7.1 GeneralDocument3 pagesSection 7: Fencing and Entrance Gate: 7.1 GeneralwaliNo ratings yet
- Interfacing LED To PICDocument10 pagesInterfacing LED To PICshweta goyalNo ratings yet
- 4.5 Energy Performance Assessment of Motors / Variable Speed DrivesDocument24 pages4.5 Energy Performance Assessment of Motors / Variable Speed DrivesranveerNo ratings yet
- Superinsulated Houses: William ShurcliffDocument24 pagesSuperinsulated Houses: William ShurcliffKnot NairNo ratings yet
- Instruction Manual, Aikawa DDR AW26-400 Remodeling / ModificationDocument10 pagesInstruction Manual, Aikawa DDR AW26-400 Remodeling / ModificationhenryhariyadiNo ratings yet
- Amst Brochure NV PDFDocument8 pagesAmst Brochure NV PDFpritam099No ratings yet
- House Plan Sample Plan SignedDocument23 pagesHouse Plan Sample Plan SignedSolidr ArchitectsNo ratings yet
- D&H-301 Rev 4 Golite XXX & XXX GMDocument1 pageD&H-301 Rev 4 Golite XXX & XXX GMخربوش سماعينNo ratings yet
- Astm e 415-99 SSDocument9 pagesAstm e 415-99 SSsekarsanthanamNo ratings yet
























































































Download as pdf or txt
You might also like
- 0B5 7 Speed Dual Clutch PDFDocument24 pages0B5 7 Speed Dual Clutch PDFBalica Lucian80% (5)
- HAZOP ExerciseDocument12 pagesHAZOP Exerciseshawalina07No ratings yet
- Annex V-Bill of Quantities (BoQ)Document18 pagesAnnex V-Bill of Quantities (BoQ)SCReddy100% (1)
- Mel B737 PDFDocument690 pagesMel B737 PDFAna Soria CirilloNo ratings yet
- Mathiassen - The Principle of Limited ReductionDocument19 pagesMathiassen - The Principle of Limited ReductioncelogcNo ratings yet
- Introduction To SimulationDocument98 pagesIntroduction To Simulationxojeje7914No ratings yet
- Week3 12Document5 pagesWeek3 12h00444687No ratings yet
- Hazard & Operability Study (HAZOP)Document14 pagesHazard & Operability Study (HAZOP)iFluids EngineeringNo ratings yet
- Human Factors in Process Plant Operation by David A. StrobharDocument66 pagesHuman Factors in Process Plant Operation by David A. StrobharAbdelsalam MahmoudNo ratings yet
- HAZOPDocument47 pagesHAZOPMiftakhul Nurdianto100% (4)
- 02-SDLC and Formal MethodsDocument38 pages02-SDLC and Formal MethodsMuhammad Nouman KhanNo ratings yet
- Software Development Life CycleDocument7 pagesSoftware Development Life CycleAyesha Madushani VidanaArachchiNo ratings yet
- Basic Information Systems Concepts: App/martin3/ppt/chap9Document24 pagesBasic Information Systems Concepts: App/martin3/ppt/chap9Derry Trey FebriansyahNo ratings yet
- Chapter 5 Hazard Identification - 2Document53 pagesChapter 5 Hazard Identification - 2Nur Rofium100% (2)
- New HAZOP MethodologyDocument25 pagesNew HAZOP Methodologycnaren67100% (1)
- What Is Hazop?: HAZOP and Hazard Analysis SystemsDocument5 pagesWhat Is Hazop?: HAZOP and Hazard Analysis SystemsMuhammad Hamza NaveedNo ratings yet
- Risk Assessment MethodsDocument23 pagesRisk Assessment MethodsNarcis BaltariuNo ratings yet
- Hazard Identification Techniques in IndustryDocument4 pagesHazard Identification Techniques in IndustrylennyNo ratings yet
- Slow Intelligence System Based Software TestingDocument6 pagesSlow Intelligence System Based Software TestingiaetsdiaetsdNo ratings yet
- T12A Papierz Arkadiusz TORASDocument6 pagesT12A Papierz Arkadiusz TORASArek PapierzNo ratings yet
- Time-Based Estimator For Control Reconfiguration of Discrete Event Systems (DES)Document7 pagesTime-Based Estimator For Control Reconfiguration of Discrete Event Systems (DES)Mr KevinNo ratings yet
- Riskassessmenttechnique 170923010930Document33 pagesRiskassessmenttechnique 170923010930jupmulNo ratings yet
- Performance Prediction of Applications UDocument4 pagesPerformance Prediction of Applications UEddy ManurungNo ratings yet
- HAZOP IntroducitonDocument28 pagesHAZOP Introducitonsohail1985No ratings yet
- Nasa FMEA Presentation PDFDocument28 pagesNasa FMEA Presentation PDFgowtham raju buttiNo ratings yet
- 3.hazop MethodolgyDocument74 pages3.hazop Methodolgysuyono cakepNo ratings yet
- Wk3-Requ Det Ch3Document44 pagesWk3-Requ Det Ch3StacyNo ratings yet
- Introduction To MISDocument77 pagesIntroduction To MISChirantani BiswasNo ratings yet
- Management Information System Unit - I: By:-Prof. Gajendra PawarDocument78 pagesManagement Information System Unit - I: By:-Prof. Gajendra PawarBibin NinanNo ratings yet
- Objectiv E:: Vehicle Management SystemDocument95 pagesObjectiv E:: Vehicle Management SystemChaitanyaNo ratings yet
- Lab Manual Stqa AmanDocument33 pagesLab Manual Stqa AmanHarsh officialNo ratings yet
- An Expert System For Automating Analysis: HazopepertDocument9 pagesAn Expert System For Automating Analysis: Hazopepertadrian haimNo ratings yet
- A Method To Analyse Operator ActivityDocument6 pagesA Method To Analyse Operator ActivityBhavaNo ratings yet
- System Analysis and SystemDocument7 pagesSystem Analysis and SystemWilder AriasNo ratings yet
- Week 4 - System BoundariesDocument27 pagesWeek 4 - System Boundariesr4biatuladawiahNo ratings yet
- Chapter 05Document17 pagesChapter 05ghazi membersNo ratings yet
- Evaluating Human Assessed NASAC16Document14 pagesEvaluating Human Assessed NASAC16Kurdeen KhairyNo ratings yet
- Assignment Software Requirement AnalysisDocument17 pagesAssignment Software Requirement AnalysisAzman Hossain OakingNo ratings yet
- Hazop StudyDocument41 pagesHazop StudyTanveer ArshadNo ratings yet
- Mr. Christian S. Sol: Accredited DOLE-OSH Safety Consultant Accredited DENR Pollution Control OfficerDocument31 pagesMr. Christian S. Sol: Accredited DOLE-OSH Safety Consultant Accredited DENR Pollution Control OfficerSn CarbonelNo ratings yet
- Concern-Oriented: AND Analysis of Information SystemsDocument21 pagesConcern-Oriented: AND Analysis of Information Systemscrenguta_bogdan4677No ratings yet
- IM U-2 NotesDocument27 pagesIM U-2 NotesanajovithaNo ratings yet
- Which of These Is A Valid Use Case?Document11 pagesWhich of These Is A Valid Use Case?ShababNo ratings yet
- Information System Development - System PrototypingDocument45 pagesInformation System Development - System PrototypingPrakash KMNo ratings yet
- Improving Software Quality Through Program AnalysiDocument17 pagesImproving Software Quality Through Program AnalysiMohd Zulkfali JunohNo ratings yet
- CHAZOP Paper (Lite) r0.1Document7 pagesCHAZOP Paper (Lite) r0.1Udaya Kumar KrishnanNo ratings yet
- Chapter 05 1Document20 pagesChapter 05 1arunlaldsNo ratings yet
- Paper 4 Countering Malware Via Decoy ProcessesDocument11 pagesPaper 4 Countering Malware Via Decoy ProcesseshussamNo ratings yet
- General Overview of HAZOP MethodDocument9 pagesGeneral Overview of HAZOP MethodSwaminathan ThayumanavanNo ratings yet
- Requirements Archaeology: Benjamin A. Lieberman, PH.DDocument20 pagesRequirements Archaeology: Benjamin A. Lieberman, PH.DElizabeth EdoNo ratings yet
- Hazop Hazard & Operability StudiesDocument19 pagesHazop Hazard & Operability StudiesSayak BoseNo ratings yet
- A Method To Improve The Early StagesDocument16 pagesA Method To Improve The Early StagesIsac MartinsNo ratings yet
- HAZOPDocument9 pagesHAZOPGeorge JohnNo ratings yet
- Formal Methods of S/W Development: Lecture 1: Course IntroductionDocument19 pagesFormal Methods of S/W Development: Lecture 1: Course IntroductionEnayat KhanNo ratings yet
- Chapter IVDocument9 pagesChapter IVRachelle AlcantraNo ratings yet
- 8 Hmis Data Quality PDFDocument26 pages8 Hmis Data Quality PDFRobinJohnII100% (1)
- 7-System Engineering-19-01-2024Document9 pages7-System Engineering-19-01-2024aryanrathore040No ratings yet
- Chapter 24Document8 pagesChapter 24Rachma_FebriNo ratings yet
- Online Job PortalDocument126 pagesOnline Job PortalMegha SahuNo ratings yet
- Top Hazop Khan1997Document11 pagesTop Hazop Khan1997varadjoshi41No ratings yet
- Penetration Testing Fundamentals-2: Penetration Testing Study Guide To Breaking Into SystemsFrom EverandPenetration Testing Fundamentals-2: Penetration Testing Study Guide To Breaking Into SystemsNo ratings yet
- Cross Section of ChannelDocument5 pagesCross Section of ChannelHu Da100% (1)
- Model ICB 100-800 HP BoilersDocument4 pagesModel ICB 100-800 HP BoilerssebaversaNo ratings yet
- Partial Molal QuantitiesDocument8 pagesPartial Molal QuantitiesLheander GernaNo ratings yet
- Figure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Document2 pagesFigure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Carlos Lluen AquinoNo ratings yet
- Pressure Transmitter: Description: Technical DataDocument2 pagesPressure Transmitter: Description: Technical DataCristianNo ratings yet
- Airseal 2 - ENDocument1 pageAirseal 2 - ENАндрей МошкинNo ratings yet
- Used Water Submission ProceduresDocument26 pagesUsed Water Submission Procedurescloud6521100% (1)
- 4.1.1 What Is The Policy of The Institution For Creation and Enhancement of Infrastructure That Facilitate Effective Teaching and Learning?Document9 pages4.1.1 What Is The Policy of The Institution For Creation and Enhancement of Infrastructure That Facilitate Effective Teaching and Learning?coolrajeeeNo ratings yet
- C 45Document10 pagesC 45mohsen_267No ratings yet
- NSOP MagazineDocument19 pagesNSOP MagazineSusan LiNo ratings yet
- Robust Data Synchronization With IBM Tivoli Directory Integrator Sg246164Document510 pagesRobust Data Synchronization With IBM Tivoli Directory Integrator Sg246164bupbechanhNo ratings yet
- Directquery in The Tabular Bi Semantic ModelDocument46 pagesDirectquery in The Tabular Bi Semantic ModelabacusdotcomNo ratings yet
- FinalDocument26 pagesFinalRitesh KumarNo ratings yet
- Bit U MasticDocument2 pagesBit U MasticramodNo ratings yet
- Code of Ethics For Civil EngineersDocument12 pagesCode of Ethics For Civil EngineersKyle Demecillo Pestolante100% (1)
- ARM Cortex M3 Based Collision Detection SystemDocument3 pagesARM Cortex M3 Based Collision Detection SystemseventhsensegroupNo ratings yet
- Maintenance Manual: Spitfire 65/90Document319 pagesMaintenance Manual: Spitfire 65/90Сергей СаяпинNo ratings yet
- Apollo Pro SpecificaitonDocument4 pagesApollo Pro SpecificaitonpedropcNo ratings yet
- Section 7: Fencing and Entrance Gate: 7.1 GeneralDocument3 pagesSection 7: Fencing and Entrance Gate: 7.1 GeneralwaliNo ratings yet
- Interfacing LED To PICDocument10 pagesInterfacing LED To PICshweta goyalNo ratings yet
- 4.5 Energy Performance Assessment of Motors / Variable Speed DrivesDocument24 pages4.5 Energy Performance Assessment of Motors / Variable Speed DrivesranveerNo ratings yet
- Superinsulated Houses: William ShurcliffDocument24 pagesSuperinsulated Houses: William ShurcliffKnot NairNo ratings yet
- Instruction Manual, Aikawa DDR AW26-400 Remodeling / ModificationDocument10 pagesInstruction Manual, Aikawa DDR AW26-400 Remodeling / ModificationhenryhariyadiNo ratings yet
- Amst Brochure NV PDFDocument8 pagesAmst Brochure NV PDFpritam099No ratings yet
- House Plan Sample Plan SignedDocument23 pagesHouse Plan Sample Plan SignedSolidr ArchitectsNo ratings yet
- D&H-301 Rev 4 Golite XXX & XXX GMDocument1 pageD&H-301 Rev 4 Golite XXX & XXX GMخربوش سماعينNo ratings yet
- Astm e 415-99 SSDocument9 pagesAstm e 415-99 SSsekarsanthanamNo ratings yet