Download as pdf or txt
You might also like
- SANS 2001-CS1:2012: Construction Works Part CS1: Structural SteelworkDocument5 pagesSANS 2001-CS1:2012: Construction Works Part CS1: Structural Steelworkjohndup0% (3)
- Satin Cast 20 / Kerrcast 2000 Directions For Use: Kerr Casting InvestmentsDocument4 pagesSatin Cast 20 / Kerrcast 2000 Directions For Use: Kerr Casting InvestmentsMisho GotanovNo ratings yet
- Project Report On Ductile PipeDocument8 pagesProject Report On Ductile PipeEIRI Board of Consultants and Publishers100% (1)
- Ds Wear Creusabro8000Document6 pagesDs Wear Creusabro8000Zackaria El IdrissiNo ratings yet
- A High Performance Wear Resistant Steel: Creusabro 8000Document8 pagesA High Performance Wear Resistant Steel: Creusabro 8000PeterWayNo ratings yet
- Creusabro 4800: IndusteelDocument6 pagesCreusabro 4800: IndusteelLuân LêNo ratings yet
- ABRAfrance Creusabro DualDocument4 pagesABRAfrance Creusabro DualAyman MarkNo ratings yet
- Creusabro: Industeel, The Right Steel at The Right PlaceDocument9 pagesCreusabro: Industeel, The Right Steel at The Right PlaceLuân LêNo ratings yet
- CRDocument8 pagesCRErfan EffendyNo ratings yet
- Creusabro 101 PDFDocument43 pagesCreusabro 101 PDFRavjManjunathNo ratings yet
- Datasheet Creusabro 4800 PDFDocument2 pagesDatasheet Creusabro 4800 PDFPercy TorresNo ratings yet
- Creusabro 4800Document8 pagesCreusabro 4800ravigurajapuNo ratings yet
- SKF-hibridos PrecisionDocument4 pagesSKF-hibridos PrecisionMaycon GuercheskiNo ratings yet
- CZ 126Document1 pageCZ 126Taner DemirelNo ratings yet
- BS1400 AB2: Technical DatasheetDocument1 pageBS1400 AB2: Technical DatasheetBhargav PatelNo ratings yet
- AÇOS VILLARES VF800-AT - InglesDocument2 pagesAÇOS VILLARES VF800-AT - InglesAmy Griffin100% (1)
- Heat Treatment in High Chromium White Cast Iron Ti Alloy PDFDocument10 pagesHeat Treatment in High Chromium White Cast Iron Ti Alloy PDFDimas Agung SetiajiNo ratings yet
- LDX2101 Spec SheetDocument2 pagesLDX2101 Spec SheetGaurav NarulaNo ratings yet
- TeroCote Low Temperature HardfacingDocument8 pagesTeroCote Low Temperature Hardfacingkehlmathias07No ratings yet
- Bisalloy's PlatesDocument16 pagesBisalloy's PlatesMarcoNo ratings yet
- Ceramic Fibre Boards: AvailabilityDocument2 pagesCeramic Fibre Boards: AvailabilitysmrndrdasNo ratings yet
- 2019 03 Datasheet Hot Stamping FinalDocument2 pages2019 03 Datasheet Hot Stamping FinalRicardo F.A.No ratings yet
- HammersDocument24 pagesHammersMauricio MpintoNo ratings yet
- Data Sheet: 304/304L Stainless SteelDocument2 pagesData Sheet: 304/304L Stainless SteelFranco SwanepoelNo ratings yet
- Stainless Steel Grade 630Document6 pagesStainless Steel Grade 630mazaher.ramazaniNo ratings yet
- 100 CR 62Document4 pages100 CR 62dadNo ratings yet
- A Duplex Stainless Steel With PREN 24 SPDocument2 pagesA Duplex Stainless Steel With PREN 24 SPFarhad MalikNo ratings yet
- Datasheet-Saf-2205-En-V2021-10-07 13 - 05 Version 1Document8 pagesDatasheet-Saf-2205-En-V2021-10-07 13 - 05 Version 1simone.mauriNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFMayand DuaNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFYogesh ChaudhariNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFFebrian JhaNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFbbbNo ratings yet
- Mild Steel PDFDocument3 pagesMild Steel PDFHardikNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFHardikNo ratings yet
- Datasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Document7 pagesDatasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Weipeng LvNo ratings yet
- ATA Heet: Escalloy 300M-H 300M-H L S Vac-Arc S Vac-ArcDocument2 pagesATA Heet: Escalloy 300M-H 300M-H L S Vac-Arc S Vac-ArcCristiano BeckNo ratings yet
- Loctite Fixmaster Stainless Steel Putty: Product Description HardenerDocument3 pagesLoctite Fixmaster Stainless Steel Putty: Product Description HardenerRIFASNo ratings yet
- AISI 4130 Alloy Steel (UNS G41300) : Chemical CompositionDocument2 pagesAISI 4130 Alloy Steel (UNS G41300) : Chemical CompositionALEX MURPHYNo ratings yet
- Material Creusabro 4800Document8 pagesMaterial Creusabro 4800jibanNo ratings yet
- 410 Tech DataDocument1 page410 Tech DataAbraham FernandezNo ratings yet
- CH 01Document27 pagesCH 01정민교No ratings yet
- Attributes: High Strength-to-Weight RatioDocument19 pagesAttributes: High Strength-to-Weight RatiosarmadNo ratings yet
- Data Sheet 2067uk Hardox 500 Sheet 2016-03-02 50 371857150 enDocument3 pagesData Sheet 2067uk Hardox 500 Sheet 2016-03-02 50 371857150 enPtbbi TubanNo ratings yet
- Silicon Bronze 655: Herculoy®, High-Silicon Bronze A, UNS C65500, H06 (50%) Temper RodDocument2 pagesSilicon Bronze 655: Herculoy®, High-Silicon Bronze A, UNS C65500, H06 (50%) Temper RodJay PNo ratings yet
- Cusn8 Industrial RolledDocument4 pagesCusn8 Industrial RolledPrakash MakadiaNo ratings yet
- 304 / 304L Stainless: Technical DatasheetDocument1 page304 / 304L Stainless: Technical DatasheettadilakshmikiranNo ratings yet
- Difference Between Austenitic, Ferritic, and MartensiticDocument3 pagesDifference Between Austenitic, Ferritic, and Martensitickihal zohirNo ratings yet
- 26-Hardox 600 The - Ultimate Wear Plate PDFDocument4 pages26-Hardox 600 The - Ultimate Wear Plate PDFlazaroccsNo ratings yet
- 3003Document1 page3003YovitaAyuningtyasNo ratings yet
- Domex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelDocument2 pagesDomex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelBo WangNo ratings yet
- High Speed Steel ASP 23Document3 pagesHigh Speed Steel ASP 23Adver100% (1)
- PTRSSERIESDocument1 pagePTRSSERIESAILTON ORIEDROCNo ratings yet
- Quench Hardening and Mechanical Characterization of Aisi 4140 SteelDocument6 pagesQuench Hardening and Mechanical Characterization of Aisi 4140 SteelTJPRC PublicationsNo ratings yet
- Cladding Clad Pipes 625a-Seminar 2010Document37 pagesCladding Clad Pipes 625a-Seminar 2010ssNo ratings yet
- Full Reportholo KuloDocument60 pagesFull Reportholo KuloRohit SharmaNo ratings yet
- New Microsoft Word DocumentDocument22 pagesNew Microsoft Word DocumentsarmadNo ratings yet
- Cu ZN 20Document2 pagesCu ZN 20wjjt6chgtmNo ratings yet
- Inconel 625 - BOP Body BlockDocument3 pagesInconel 625 - BOP Body BlockMehdi SoltaniNo ratings yet
- Basic Metallurgy and MaterialsDocument37 pagesBasic Metallurgy and MaterialsfccndtNo ratings yet
- GN 001 India A4Document2 pagesGN 001 India A4Shanmukganathan ManickamNo ratings yet
- TeralDocument7 pagesTeraljohndupNo ratings yet
- SANS1655ED1 1 - 04-10-22 - WP - TMDocument15 pagesSANS1655ED1 1 - 04-10-22 - WP - TMjohndupNo ratings yet
- Seamless Carbon Steel Pipe For High-Temperature ServiceDocument12 pagesSeamless Carbon Steel Pipe For High-Temperature ServicejohndupNo ratings yet
- 2013 Gauteng Learning Programmes CalendarDocument2 pages2013 Gauteng Learning Programmes CalendarjohndupNo ratings yet
- Airgas Welding To Complete CO 24Document5 pagesAirgas Welding To Complete CO 24johndupNo ratings yet
- Sans 1431Document30 pagesSans 1431johndupNo ratings yet
- SANS 347-2012 - EDITION 2 - Categorization and Conformity Assessment Criteria For All Pressure EquipmentDocument51 pagesSANS 347-2012 - EDITION 2 - Categorization and Conformity Assessment Criteria For All Pressure EquipmentjohndupNo ratings yet
- Most Common Types of Welding DefectsDocument4 pagesMost Common Types of Welding DefectsEllory James LintagNo ratings yet
- Wa0002.Document24 pagesWa0002.Aveeraj singh maanNo ratings yet
- Document 2 tH0z 08042017 PDFDocument23 pagesDocument 2 tH0z 08042017 PDFJade DigNo ratings yet
- Valbruna Grade Steel TypeDocument3 pagesValbruna Grade Steel TypeLebasNo ratings yet
- Sist en 40 5 2002Document10 pagesSist en 40 5 2002tidy4567100% (1)
- Fabrication C4Document40 pagesFabrication C4MunirahNo ratings yet
- BUSCH Customer Seminar2016 (Jakarta) - Vacuum Food PackagingDocument21 pagesBUSCH Customer Seminar2016 (Jakarta) - Vacuum Food Packagingjojo shendyNo ratings yet
- Methodologe For External PaintDocument6 pagesMethodologe For External PaintBucon Infratech Pvt. Ltd. LucknowNo ratings yet
- Acid JobDocument2 pagesAcid JobBBA730No ratings yet
- Material List For QuotationDocument2 pagesMaterial List For QuotationEnamul HassanNo ratings yet
- The Bayer Process Was Invented and Patented in 1887 by Austrian Scientist Karl Josef BayerDocument3 pagesThe Bayer Process Was Invented and Patented in 1887 by Austrian Scientist Karl Josef Bayeracanis1016No ratings yet
- HW#3-Drill Bits 2Document3 pagesHW#3-Drill Bits 2نور الهدى احمد بشير A 50No ratings yet
- Shell: You Have Been Assigned To Prepare A Time Schedule For The Manufacture of A Conveyor PulleyDocument2 pagesShell: You Have Been Assigned To Prepare A Time Schedule For The Manufacture of A Conveyor PulleyKumar SaurabhNo ratings yet
- LaserGRBL X7pro Laser Engraver Parameter TableDocument3 pagesLaserGRBL X7pro Laser Engraver Parameter TableJoel AlbuquerqueNo ratings yet
- SUPERIOR STEEL OVERSEAS Maharashtra IndiaDocument10 pagesSUPERIOR STEEL OVERSEAS Maharashtra IndiaSUPERIOR STEEL OVERSEAS, MaharashtraNo ratings yet
- Axel Quartzite 403Document2 pagesAxel Quartzite 403nsh.gnkinfraNo ratings yet
- MFT IDocument26 pagesMFT IThulasi RamNo ratings yet
- The Special Steel Book - V08.00.1119 - WEBDocument52 pagesThe Special Steel Book - V08.00.1119 - WEBkevin honiballNo ratings yet
- Second Year - Eighth Semester: Manav Rachna International Institute of Research & StudiesDocument66 pagesSecond Year - Eighth Semester: Manav Rachna International Institute of Research & StudiesSkoreNo ratings yet
- SF 71MCDocument1 pageSF 71MCGESTION Y CONTROL DE PROYECTOS IngeminNo ratings yet
- F&S - Harvery 270deg LollipopDocument2 pagesF&S - Harvery 270deg LollipopRobotNo ratings yet
- Stainless Steel Specification and Composition Chart - Engineers EdgeDocument1 pageStainless Steel Specification and Composition Chart - Engineers EdgenarendraNo ratings yet
- Dura CoatDocument13 pagesDura CoatLaiba SaleemNo ratings yet
- Float Glass Production Process 001Document3 pagesFloat Glass Production Process 001Parpar AlcorezaNo ratings yet
- Chiffon Printing For Beginners - Step-By-Step TutorialDocument8 pagesChiffon Printing For Beginners - Step-By-Step TutorialCleiton BaumannNo ratings yet
- Tata Ductile Iron PipeDocument8 pagesTata Ductile Iron PipeAniket NimkarNo ratings yet
- Summer Training PresentationDocument22 pagesSummer Training PresentationAreeb SirajNo ratings yet
- Hempadur Zinc 17380Document2 pagesHempadur Zinc 17380sizmaruNo ratings yet
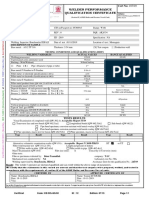
- 187-19 Wpqc-W161-2''-Asme XiDocument1 page187-19 Wpqc-W161-2''-Asme Xibouchoucha jebaliNo ratings yet