Download as pdf or txt
You might also like
- Case Study On Use of CAD Software in Wind Turbine Blade Design and SimulationDocument9 pagesCase Study On Use of CAD Software in Wind Turbine Blade Design and SimulationWolf WolfNo ratings yet
- Jointing Instructions Dec 20123Document2 pagesJointing Instructions Dec 20123Gabi CristacheNo ratings yet
- Tube To Tube SheetDocument59 pagesTube To Tube Sheet0101100175% (12)
- Gland Sealing System CompleteDocument46 pagesGland Sealing System CompleteKumaraswamy80% (5)
- HDPE Welding ProcedureDocument7 pagesHDPE Welding ProcedureRaden Armanadi100% (4)
- 2009 Barska Catalog Rifle ScopesDocument29 pages2009 Barska Catalog Rifle Scopesjoernet100% (3)
- Engineering Plastics Machining GuideDocument7 pagesEngineering Plastics Machining GuideSreedhar PugalendhiNo ratings yet
- Proceso de Soldadura PVC George FisherDocument10 pagesProceso de Soldadura PVC George FisherMarco Antonio Hernandez MotaNo ratings yet
- GRE (Under-Ground) Pipe Erection ProcedureDocument9 pagesGRE (Under-Ground) Pipe Erection ProcedureHamada ELaraby100% (1)
- Refrigeration PipelinesDocument2 pagesRefrigeration PipelinesDavidB1206No ratings yet
- Traced - Jacketed Lines - GuideDocument16 pagesTraced - Jacketed Lines - GuideRowan JoguilonNo ratings yet
- LM338 MountingDocument9 pagesLM338 MountingGokul BairagiNo ratings yet
- WLButt Fusion Weather GuidelinesDocument3 pagesWLButt Fusion Weather GuidelinesAnindra FarrasNo ratings yet
- Butt WeldingDocument4 pagesButt WeldingHürol KoçoğluNo ratings yet
- Thermowell InstallationDocument8 pagesThermowell Installationprasoon_eilNo ratings yet
- Poly Pipe Rural 2aDocument2 pagesPoly Pipe Rural 2aSarah DeanNo ratings yet
- Fill The Pipe With Enough Sand To Cover Two To Three Inches Above The Planned BendDocument1 pageFill The Pipe With Enough Sand To Cover Two To Three Inches Above The Planned BendLester ConztantineNo ratings yet
- 1.1 Traced Lines: Fig 1.1 - Insulating Tracer and Product LinesDocument14 pages1.1 Traced Lines: Fig 1.1 - Insulating Tracer and Product Linesmurugn08No ratings yet
- Gas Purging Optimizes Root WeldsDocument3 pagesGas Purging Optimizes Root Weldsta_binhaaaNo ratings yet
- Plate & Frame / Shell & Tube Heat Exchangers Fact ManualDocument24 pagesPlate & Frame / Shell & Tube Heat Exchangers Fact ManualHolayilNo ratings yet
- Plate and Frame Heat ExchangerDocument6 pagesPlate and Frame Heat ExchangerAkshay bhuranNo ratings yet
- Thermobreak Tube Installation InstructionsDocument8 pagesThermobreak Tube Installation Instructionssurya325kiranNo ratings yet
- Guideline On Installation of ThermowellDocument7 pagesGuideline On Installation of Thermowell이가람No ratings yet
- Basic Radiant Design & Construction ManualDocument12 pagesBasic Radiant Design & Construction ManualDavid JonesNo ratings yet
- Pipe ForgeDocument6 pagesPipe ForgePierre799esNo ratings yet
- ThruKote UB FlyerDocument1 pageThruKote UB FlyerJaikumar ChandranNo ratings yet
- Technical Manual: Couple With ConfidenceDocument16 pagesTechnical Manual: Couple With Confidencescribd99190No ratings yet
- GRVE (Under-Ground) Pipe Erection Procedure - 21Document6 pagesGRVE (Under-Ground) Pipe Erection Procedure - 21Hamada ELarabyNo ratings yet
- Hydro Testing ProcedureDocument12 pagesHydro Testing ProcedureGaapchuNo ratings yet
- ALMARC P20 Installation GuideDocument1 pageALMARC P20 Installation GuideKs LimNo ratings yet
- Heat Shrink Sleeves Install Manual 2005Document3 pagesHeat Shrink Sleeves Install Manual 2005Engr Arfan Ali DhamrahoNo ratings yet
- JFD Installation Manual Online HEAT EXCHANGERDocument9 pagesJFD Installation Manual Online HEAT EXCHANGERJOÃO CARLOS SILVANo ratings yet
- SPE-173655-MS Coiled Tubing Deployed Gas and Water Shutoffs in Alaska Utilizing A Polymer Gel and Microfine CementDocument15 pagesSPE-173655-MS Coiled Tubing Deployed Gas and Water Shutoffs in Alaska Utilizing A Polymer Gel and Microfine CementIrfan InamdarNo ratings yet
- ConcreteDocument2 pagesConcretecdkeni23No ratings yet
- 1.1 Traced LinesDocument23 pages1.1 Traced LinesAmri RsylnaNo ratings yet
- Rubber Lining Application PDFDocument9 pagesRubber Lining Application PDFLasandu WanniarachchiNo ratings yet
- Gas SupplyDocument8 pagesGas SupplySylvia MasakiNo ratings yet
- SEPL-Boiler Erection Instruction ManualDocument14 pagesSEPL-Boiler Erection Instruction ManualKartheek Ramishetti100% (2)
- SS Pipe Weld PurgingDocument5 pagesSS Pipe Weld Purging888ddbNo ratings yet
- Api 23Document3 pagesApi 23sapu11jagat5855No ratings yet
- HTLP-80 Application ProcedureDocument9 pagesHTLP-80 Application ProceduremaheshNo ratings yet
- Installation Guide For Solvent-Welded PVC Pipe: HandlingDocument3 pagesInstallation Guide For Solvent-Welded PVC Pipe: HandlingKPHMXNo ratings yet
- Instalación de Tuberías EnterradasDocument4 pagesInstalación de Tuberías EnterradasYana ParravanoNo ratings yet
- PROCEDUREDocument9 pagesPROCEDUREAîda hajriNo ratings yet
- Microsoft Word - Molding Notes Rev 03Document43 pagesMicrosoft Word - Molding Notes Rev 03Panir Selvam Periannan100% (1)
- Rubber Lining PrinciplesDocument5 pagesRubber Lining PrinciplesTushar MangratiNo ratings yet
- Klambon Steel PipingDocument5 pagesKlambon Steel PipingshaunswanbyNo ratings yet
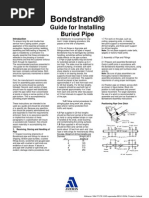
- Guide For Installing RTR Pipe Courtesy Bondstrand For InfoDocument4 pagesGuide For Installing RTR Pipe Courtesy Bondstrand For InfoHafiz Ali Alvi100% (1)
- Rubber Lining ApplicationDocument9 pagesRubber Lining ApplicationeyslNo ratings yet
- Hatch CoamingDocument4 pagesHatch CoamingAnakin SkywalkerNo ratings yet
- Model Solutions To Examination: Date: SubjectDocument10 pagesModel Solutions To Examination: Date: SubjectweldsvNo ratings yet
- Welding ProcedureDocument2 pagesWelding ProcedureAndrey GyrychNo ratings yet
- Rigid PVC Conduit Installation GuideDocument7 pagesRigid PVC Conduit Installation GuideReydel QuimnoNo ratings yet
- BWT&P 2ND YrDocument43 pagesBWT&P 2ND YrDaniel MkandawireNo ratings yet
- Air-Cooled Heat ExchangersDocument16 pagesAir-Cooled Heat Exchangersalex200301No ratings yet
- Retubing Process DescriptionDocument5 pagesRetubing Process DescriptionakshayNo ratings yet
- Fluid Power Fluid Power Equipment Tutorial - Pipe Work: Outcome 2Document12 pagesFluid Power Fluid Power Equipment Tutorial - Pipe Work: Outcome 2cataiceNo ratings yet
- Welding Procedure in The Field ManualDocument3 pagesWelding Procedure in The Field ManualEhab Attia SelimNo ratings yet
- Bien Phap Thi CongDocument27 pagesBien Phap Thi Congminh ThaoNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168From EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Permanent Magnet Materials - A N PatelDocument64 pagesPermanent Magnet Materials - A N PatelRishabhNo ratings yet
- AC Ducting Sky Air R32 STD - PCSID1913ADocument3 pagesAC Ducting Sky Air R32 STD - PCSID1913ARhani Dwi AnizarNo ratings yet
- Structural Control PDFDocument133 pagesStructural Control PDFChalo RobertsNo ratings yet
- 4140DE Data SheetDocument1 page4140DE Data SheetNabeel AmeerNo ratings yet
- RA Sep-Dec 2020 EditedDocument104 pagesRA Sep-Dec 2020 EditedMymoon MoghulNo ratings yet
- Experimental Study of Rigid Beam-To-Box Column Connections With Types of Internal/external StiffenersDocument16 pagesExperimental Study of Rigid Beam-To-Box Column Connections With Types of Internal/external StiffenersJairo MasaNo ratings yet
- Review of Fundamental Vibration TheoryDocument34 pagesReview of Fundamental Vibration TheoryMohamed KhaledNo ratings yet
- BD TD Formula Tion Code Carr, S Index Hausner 'S Ratio Angle of Repose Pure Drug Physical MixtureDocument7 pagesBD TD Formula Tion Code Carr, S Index Hausner 'S Ratio Angle of Repose Pure Drug Physical MixtureSAI ASSOCIATENo ratings yet
- European Polymer Journal: SciencedirectDocument17 pagesEuropean Polymer Journal: SciencedirectadilNo ratings yet
- Esab PT 19xlsDocument3 pagesEsab PT 19xlsDashtiNo ratings yet
- Mishra 2018Document30 pagesMishra 2018mustikaNo ratings yet
- ELEMENTS OF WEATHER CLIMATE Quarter 4 Week 3 Day 1Document23 pagesELEMENTS OF WEATHER CLIMATE Quarter 4 Week 3 Day 1Millie LagonillaNo ratings yet
- Grinding Damage Prediction For Ceramics Via CDM Model: Bi ZhangDocument8 pagesGrinding Damage Prediction For Ceramics Via CDM Model: Bi ZhangDakhlaouiNo ratings yet
- Discharge Plasma and Ion - Surface InteractionsDocument50 pagesDischarge Plasma and Ion - Surface InteractionsIriantoNo ratings yet
- LN UK LabTecta 02b OptimisedDocument12 pagesLN UK LabTecta 02b OptimisedjbalageeNo ratings yet
- Vessel Heads BottomDocument9 pagesVessel Heads BottomFahad RockingNo ratings yet
- Homework 1 Pavement DesignDocument3 pagesHomework 1 Pavement DesignNoor KhresatNo ratings yet
- Tunnel Design and Construction: - Mechanized TunnellingDocument99 pagesTunnel Design and Construction: - Mechanized TunnellingJohan EscuderoNo ratings yet
- Slurry Questionnaire: Contact InformationDocument1 pageSlurry Questionnaire: Contact InformationmauricioNo ratings yet
- CB 2423582363Document6 pagesCB 2423582363IJMERNo ratings yet
- Eng Mat Design02 PDFDocument57 pagesEng Mat Design02 PDFChandan Varma MamallaNo ratings yet
- Columna 200x200x4 PDFDocument2 pagesColumna 200x200x4 PDFcarlosbelmar.bigNo ratings yet
- 1-Potential Applications of Cellulose and ChitosanDocument19 pages1-Potential Applications of Cellulose and ChitosanRodybeth CruzNo ratings yet
- Raft Foundation DesignDocument15 pagesRaft Foundation Designpatel nikunj rNo ratings yet
- IS800 2007 (Reaffirmed2017) Smx1mhtgqfgnyculmeemie1srmsd20230207100541Document155 pagesIS800 2007 (Reaffirmed2017) Smx1mhtgqfgnyculmeemie1srmsd20230207100541baubleNo ratings yet
- 3-D Finite Element Modeling of Nanostructure Enhanced SAW SensorDocument6 pages3-D Finite Element Modeling of Nanostructure Enhanced SAW SensornitinsriniwasNo ratings yet
- Section 2.4 Science Notebook PDFDocument5 pagesSection 2.4 Science Notebook PDFRichard WhittNo ratings yet
- BMW Tab6 M73TU&M62TU Cooling SystemsDocument3 pagesBMW Tab6 M73TU&M62TU Cooling SystemsSalisburNo ratings yet