Download as pdf or txt
You might also like
- HDPE Welding ProcedureDocument7 pagesHDPE Welding ProcedureRaden Armanadi100% (4)
- Butt Fusion Welding of HDPE Pipes: Work ProcedureDocument9 pagesButt Fusion Welding of HDPE Pipes: Work ProcedureVignesh BharathiNo ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- 7 GinzelDocument12 pages7 GinzelMahade Hasan Dipu100% (1)
- Welding CalculationsDocument14 pagesWelding Calculationsjitulpatil100% (6)
- CS, LAS N SS Steel Requirements FinalDocument11 pagesCS, LAS N SS Steel Requirements FinalJahanvi BaruiNo ratings yet
- Hdpe Pipe Butt Welding ProceduresDocument7 pagesHdpe Pipe Butt Welding ProceduresRodrigo CarizNo ratings yet
- Erection of HDPE PipesDocument4 pagesErection of HDPE Pipesvisali garikapatiNo ratings yet
- PROCEDUREDocument9 pagesPROCEDUREAîda hajriNo ratings yet
- Hdpe Buttwelding BrochureDocument11 pagesHdpe Buttwelding BrochurePau Chai100% (1)
- Butt Welding Method StatmentDocument8 pagesButt Welding Method StatmentAbelNo ratings yet
- LLLLLDocument19 pagesLLLLLfareesyaNo ratings yet
- Welding enDocument54 pagesWelding enyohanes_ongNo ratings yet
- Butt WeldingDocument4 pagesButt Weldinghatman1929No ratings yet
- Design and Modelling of Advanced Welding Gun For ThermoplasticsDocument6 pagesDesign and Modelling of Advanced Welding Gun For ThermoplasticsM.SoundarrajanNo ratings yet
- Hdep - Welding of Hdpe Pipes and FitingsDocument9 pagesHdep - Welding of Hdpe Pipes and Fitingsakashdruva892100% (1)
- Polyethylene Joining Procedures 329Document22 pagesPolyethylene Joining Procedures 329kresimir.mikoc9765No ratings yet
- 10butt Weld Jointing ProcedureDocument1 page10butt Weld Jointing Procedurehatman1929No ratings yet
- E50337 Bedienungsanleitung 1106 02Document8 pagesE50337 Bedienungsanleitung 1106 02Sergiu BadalutaNo ratings yet
- Hdpe Weld Method StatementDocument2 pagesHdpe Weld Method Statementusama aliNo ratings yet
- Hot Plate Welding of Plastics Moulded ComponentsDocument4 pagesHot Plate Welding of Plastics Moulded ComponentsMehmet Soysal100% (1)
- HDPE - PVC Heat Fusion Joining ProcedureDocument32 pagesHDPE - PVC Heat Fusion Joining Proceduresentunali100% (1)
- Butt WeldingDocument4 pagesButt WeldingNavin Ullas100% (1)
- Extrusion of Thermoplastics EXTRUSION Plays A Prominent Part On The Plastics Industry. Extrusion, UnlikeDocument21 pagesExtrusion of Thermoplastics EXTRUSION Plays A Prominent Part On The Plastics Industry. Extrusion, UnlikeParag NambiarNo ratings yet
- GF - Jointing - Butt FusionDocument6 pagesGF - Jointing - Butt Fusionnatee8632No ratings yet
- Weldings On PipeDocument4 pagesWeldings On PipeImran AkhtarNo ratings yet
- Butt WeldingDocument4 pagesButt WeldingHürol KoçoğluNo ratings yet
- Transfer Mold Design TipsDocument13 pagesTransfer Mold Design TipsRANJEET CHAUHANNo ratings yet
- Mold Cooling SystemDocument8 pagesMold Cooling SystemImedooImedNo ratings yet
- Plastic Welding Using Kamweld S Durable WeldersDocument33 pagesPlastic Welding Using Kamweld S Durable WeldersFaiz SabianNo ratings yet
- Buttwelding ProcedureDocument5 pagesButtwelding ProcedurePrageeth Nalaka ArambegedaraNo ratings yet
- InstallationsDocument3 pagesInstallationselcivilengNo ratings yet
- Plastic WeldingDocument3 pagesPlastic Weldingzidaaan100% (1)
- Procedure For PWHT Heat TreatmentDocument10 pagesProcedure For PWHT Heat TreatmentScribdTranslationsNo ratings yet
- Sect 6 Injection Mold Design TipsDocument17 pagesSect 6 Injection Mold Design TipsRanataNo ratings yet
- Plastic WeldingDocument16 pagesPlastic WeldingSaroj KumarNo ratings yet
- 2 FusionWeldingDocument38 pages2 FusionWeldingsumitNo ratings yet
- Retubing Process DescriptionDocument5 pagesRetubing Process DescriptionakshayNo ratings yet
- Butt Fusion ProcedureDocument2 pagesButt Fusion ProcedureVaniya GoelNo ratings yet
- ReflowDocument7 pagesReflowAshraf BadriNo ratings yet
- Installation Manual SPS Heat Exchanger - UKDocument8 pagesInstallation Manual SPS Heat Exchanger - UKMohsin MapariNo ratings yet
- Butt Welding ProceduresDocument2 pagesButt Welding ProceduresJun FaeldoneaNo ratings yet
- Extrusion Blow MouldingDocument13 pagesExtrusion Blow Mouldingkish007rdNo ratings yet
- Plate and Frame Heat ExchangerDocument6 pagesPlate and Frame Heat ExchangerAkshay bhuranNo ratings yet
- Butt Fusion ParametersDocument9 pagesButt Fusion ParametersarkadjyothiprakashNo ratings yet
- Prosedur Pengelasan Pipa HDPE-SHDS 160SDocument10 pagesProsedur Pengelasan Pipa HDPE-SHDS 160SIJEN GEOTHERMALNo ratings yet
- Reducing Major Defects in Radiators Manufacturing: Kumar P., Sonawane B.S., Sontakke R.R., Surves.B., Wasnik A.RDocument5 pagesReducing Major Defects in Radiators Manufacturing: Kumar P., Sonawane B.S., Sontakke R.R., Surves.B., Wasnik A.RKrushnaNo ratings yet
- Soldering and BrazingDocument8 pagesSoldering and BrazingDuha IhabNo ratings yet
- JFD Installation Manual Online HEAT EXCHANGERDocument9 pagesJFD Installation Manual Online HEAT EXCHANGERJOÃO CARLOS SILVANo ratings yet
- An103 PDFDocument3 pagesAn103 PDFabdulyunus_amirNo ratings yet
- Armstrong Pumps Sigma Heat ExchangerDocument32 pagesArmstrong Pumps Sigma Heat Exchangerelaineurb100% (1)
- Compression MouldingDocument6 pagesCompression Mouldinglynda jerbiaNo ratings yet
- Plate Type Heat Exchangers: Operation & Maintenance ManualDocument24 pagesPlate Type Heat Exchangers: Operation & Maintenance ManualasjkhjshdjkashdashNo ratings yet
- Saddle-Fusion-Mcelroy Guidelines For PE Pipe Butt Fusion WeldingDocument13 pagesSaddle-Fusion-Mcelroy Guidelines For PE Pipe Butt Fusion WeldingAnand KPNo ratings yet
- High Density Polyethylene Hdpe Pipes InstallationDocument9 pagesHigh Density Polyethylene Hdpe Pipes InstallationDedy YuniarchoNo ratings yet
- Refrigeration PipelinesDocument2 pagesRefrigeration PipelinesDavidB1206No ratings yet
- Inj Moulding of Thermoset MaterialsDocument3 pagesInj Moulding of Thermoset MaterialsvinayakNo ratings yet
- Welding TipsDocument5 pagesWelding TipsOliverNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- C.Electrical Engineer CVDocument4 pagesC.Electrical Engineer CVmostafaNo ratings yet
- Education: Mohamed Sheriff Ibrahim El-WrdanyDocument1 pageEducation: Mohamed Sheriff Ibrahim El-WrdanymostafaNo ratings yet
- Chilled Water Chemical Cleaning Genral ProcedureDocument3 pagesChilled Water Chemical Cleaning Genral ProceduremostafaNo ratings yet
- LIGHTINGDocument5 pagesLIGHTINGmostafaNo ratings yet
- Filler Metal Data Handbook - CompleteDocument330 pagesFiller Metal Data Handbook - Completeessnelson100% (2)
- MIG Welding and Spot WeldingDocument3 pagesMIG Welding and Spot WeldingHassan AliNo ratings yet
- Test Rig On Parkinson Gear Tester: ISSN: 2454-132X Impact Factor: 4.295Document6 pagesTest Rig On Parkinson Gear Tester: ISSN: 2454-132X Impact Factor: 4.295Gabriel SoaresNo ratings yet
- The Effect of Welding Heat Input and Wel PDFDocument8 pagesThe Effect of Welding Heat Input and Wel PDFaadmaadmNo ratings yet
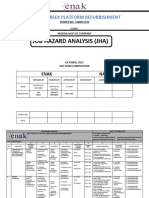
- Jha For Clough Creek Platform RefurbishmentDocument11 pagesJha For Clough Creek Platform RefurbishmentTheophilus OrupaboNo ratings yet
- Mechanical Engineering Workshop PDFDocument79 pagesMechanical Engineering Workshop PDFGOURAV MISHRANo ratings yet
- Today Today: Kobelco Welding Consumables Kobelco Welding ConsumablesDocument3 pagesToday Today: Kobelco Welding Consumables Kobelco Welding ConsumablesMuhammad Iqbal TamiyahNo ratings yet
- KObelco Rods 202-209Document4 pagesKObelco Rods 202-209dedikartiwa_dkNo ratings yet
- OMN-FAC-263 Shell and Tube ExchangersDocument13 pagesOMN-FAC-263 Shell and Tube Exchangerssumit kumarNo ratings yet
- Dr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectDocument27 pagesDr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectathulpcucekNo ratings yet
- Lecture 10.9: Composite Buildings: 1. IntroductionDocument27 pagesLecture 10.9: Composite Buildings: 1. IntroductionBernard SenadosNo ratings yet
- WPQ Ejcom Nr476Document13 pagesWPQ Ejcom Nr476Touil HoussemNo ratings yet
- SWDM20 Operators ManualDocument79 pagesSWDM20 Operators Manualikhtiyar aliNo ratings yet
- Heliarc 281i/283i/353i AC/DCDocument6 pagesHeliarc 281i/283i/353i AC/DCnetineersNo ratings yet
- Joint Efficiency - EDocument6 pagesJoint Efficiency - EPaul NeedhamNo ratings yet
- Technical Specification - LPG HeaterDocument94 pagesTechnical Specification - LPG Heaterhbsheen100% (1)
- ICE Academy ProfileDocument34 pagesICE Academy ProfileAhmed Soliman WahbNo ratings yet
- Swivel CatalogDocument24 pagesSwivel Catalogjptl6477No ratings yet
- Manual Rosemount DP Level Transmitters 1199 Diaphragm Seal Systems en 76026Document108 pagesManual Rosemount DP Level Transmitters 1199 Diaphragm Seal Systems en 76026José Luis Figueroa YoveraNo ratings yet
- Work Book Questions ISO - 45001Document61 pagesWork Book Questions ISO - 45001Sadia RahmanNo ratings yet
- Astm A297Document4 pagesAstm A297info.nulyproNo ratings yet
- Aluminum Alloy Development For The Airbus A380Document4 pagesAluminum Alloy Development For The Airbus A380Speeder JohnNo ratings yet
- Astm A36 - 1 Astm A36 - 1: Wps Form (Gtaw & Smaw) Welding Procedure Specification (WPS)Document4 pagesAstm A36 - 1 Astm A36 - 1: Wps Form (Gtaw & Smaw) Welding Procedure Specification (WPS)Adam Al AufaNo ratings yet
- Beam To Beam Connection - Welded (Fillet Weld) : 150 ISLB 300 at 370N/mDocument1 pageBeam To Beam Connection - Welded (Fillet Weld) : 150 ISLB 300 at 370N/mANKIT NAGPALNo ratings yet
- Industrial Training Progress ReportDocument12 pagesIndustrial Training Progress ReportNimesh WijerathneNo ratings yet
- S S S S - 11018.M 11018.M 11018.M 11018.M: Hyundai Welding Co., LTDDocument6 pagesS S S S - 11018.M 11018.M 11018.M 11018.M: Hyundai Welding Co., LTDfaridshabaniNo ratings yet
- PS14 - 03 of 04Document1 pagePS14 - 03 of 04hasan.mohamed2305No ratings yet