Download as pdf or txt
You might also like
- 2139 12021 1 PB PDFDocument9 pages2139 12021 1 PB PDFSantosh Kumar PandeyNo ratings yet
- A Bell-Type Annealing Furnac PDFDocument9 pagesA Bell-Type Annealing Furnac PDFfercho-kun satochiNo ratings yet
- Stainless Steel AOD Operation and Slag Optimisation PDFDocument41 pagesStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNo ratings yet
- Desmopan TPU ProcessingDocument48 pagesDesmopan TPU ProcessingA Mahmood100% (1)
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDocument130 pagesImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiNo ratings yet
- Steel Dynamics Bar Book Rev 2 New CoverDocument194 pagesSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiNo ratings yet
- Dictionary of Metal TerminologyDocument59 pagesDictionary of Metal TerminologyyogeshNo ratings yet
- Hot Rolled SlittingDocument4 pagesHot Rolled SlittingVikas SinghNo ratings yet
- Américo Ferreira Neto, Sergio Luiz Pereira, Eduardo Mario Dias, Maria L. R. D. ScotonDocument22 pagesAmérico Ferreira Neto, Sergio Luiz Pereira, Eduardo Mario Dias, Maria L. R. D. ScotonIJAERS JOURNALNo ratings yet
- Course Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDocument21 pagesCourse Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDinesh Killada50% (2)
- NEW POSSIBILITIES OF THE FERRITIC HOT ROLLING APPLIED TO LOW CARBON STEELS (Seoul97)Document10 pagesNEW POSSIBILITIES OF THE FERRITIC HOT ROLLING APPLIED TO LOW CARBON STEELS (Seoul97)Ketnipha SukwannawitNo ratings yet
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDocument10 pagesAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJNo ratings yet
- The Estimation of The Quenching Effects PDFDocument33 pagesThe Estimation of The Quenching Effects PDFUgur KayaNo ratings yet
- Group B Erection & Commissioning of Cold Rolling MillDocument2 pagesGroup B Erection & Commissioning of Cold Rolling MillPiyush PanchalNo ratings yet
- Super Steel Industry..... 3Document31 pagesSuper Steel Industry..... 3erryNo ratings yet
- Full Text 01Document90 pagesFull Text 01Walid NASRINo ratings yet
- Turret Bearing Deflection MonitoringDocument1 pageTurret Bearing Deflection MonitoringVinay RajputNo ratings yet
- 20 Yrs of CSP Technology PDFDocument27 pages20 Yrs of CSP Technology PDFBhoomaiah SunkenapalliNo ratings yet
- 28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Document20 pages28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Syed HasniNo ratings yet
- Cleaning of Steel and Removal of Rust PDFDocument10 pagesCleaning of Steel and Removal of Rust PDFDawooz SaDam OnexoxNo ratings yet
- Heat TreatmentDocument21 pagesHeat TreatmentChernet MerknehNo ratings yet
- Rolling (Metalworking) : Roller MillDocument45 pagesRolling (Metalworking) : Roller MilldnyaneshwarNo ratings yet
- EAF Proces-EzzsteelDocument38 pagesEAF Proces-Ezzsteelabedo danklawyNo ratings yet
- Bhushan Traioning Report 786Document53 pagesBhushan Traioning Report 786Deepak Giri50% (2)
- Endless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsDocument8 pagesEndless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsJJNo ratings yet
- Forging SDocument14 pagesForging SGowrisanthosh PalikaNo ratings yet
- Rolling of MetalsDocument28 pagesRolling of MetalsSaiful Islam100% (1)
- Steel CastingsDocument50 pagesSteel CastingsVijayakumar TNo ratings yet
- Nmd-Atm-2018r-00405 - Arghya Majumder - RinlDocument18 pagesNmd-Atm-2018r-00405 - Arghya Majumder - RinlArghya MajumderNo ratings yet
- Continuous Roll Casting of AluminiumDocument4 pagesContinuous Roll Casting of AluminiumLuis HernandezNo ratings yet
- Wolfgang BleckDocument28 pagesWolfgang Bleckchandan139No ratings yet
- A New Method For Roll Pass Design Optimi PDFDocument12 pagesA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaNo ratings yet
- ReportDocument110 pagesReportAbhinav SinglaNo ratings yet
- AGC TenovaDocument2 pagesAGC TenovaVikram TambeNo ratings yet
- ME 114 - Engineering Drawing II: Fits, Tolerances and Surface Quality MarksDocument19 pagesME 114 - Engineering Drawing II: Fits, Tolerances and Surface Quality MarksMuhamad Richard MenarizkiNo ratings yet
- Chapter 18-Fundamentals Metal FormingDocument33 pagesChapter 18-Fundamentals Metal Formingdrbasit93No ratings yet
- Cold Rolling MillDocument4 pagesCold Rolling MillArslan BohioNo ratings yet
- Are View of The Rhomboid It y Problem in Billet CastingDocument11 pagesAre View of The Rhomboid It y Problem in Billet CastingSuhaib AshrafNo ratings yet
- Presentation BSWDocument75 pagesPresentation BSWBharath100% (1)
- Continuous Casting and Mould Level ControlDocument15 pagesContinuous Casting and Mould Level Controlsalvador2meNo ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Slit Rolling TechnologyDocument6 pagesSlit Rolling Technologyeng_ahmedkassemNo ratings yet
- Thermomechanical Processing: 1 ReferencesDocument2 pagesThermomechanical Processing: 1 ReferencesRajesh YenugulaNo ratings yet
- HT Work Instruction Chart 23.03.2010 RevisedDocument5 pagesHT Work Instruction Chart 23.03.2010 RevisedkvmoorthiNo ratings yet
- Coefficient of Friction ChartDocument6 pagesCoefficient of Friction ChartJunshen KazamaNo ratings yet
- Pre-Feasibility Report: Mahalakshmi Profiles Private LimitedDocument30 pagesPre-Feasibility Report: Mahalakshmi Profiles Private LimitedATLAS ScaffoldingNo ratings yet
- Rolling Extrusion & DrawingDocument52 pagesRolling Extrusion & DrawingSpidyNo ratings yet
- Continuous Casting ProcessDocument12 pagesContinuous Casting ProcessPUSHKARKHANNANo ratings yet
- Scarfing Steel Slabs TechniqueDocument9 pagesScarfing Steel Slabs TechniquecamableNo ratings yet
- Development of High Strength Construction RebarsDocument13 pagesDevelopment of High Strength Construction Rebarsosman recai100% (3)
- Diff Mill LayoutsDocument40 pagesDiff Mill Layoutsrazen_inNo ratings yet
- Chaitanya IntroductionDocument7 pagesChaitanya Introductionanon_647217551No ratings yet
- 1 s2.0 S0143974X21002212 MainDocument14 pages1 s2.0 S0143974X21002212 MainRavi PadmanabhanNo ratings yet
- On And: Hypereutectoid Transf Ormation BehaviorDocument8 pagesOn And: Hypereutectoid Transf Ormation BehaviorSmruti Ranjan PattanayakNo ratings yet
- Crystals 12 00978Document9 pagesCrystals 12 00978irmaNo ratings yet
- Development of New Model of Mold Oscillator in Continuous CastingDocument5 pagesDevelopment of New Model of Mold Oscillator in Continuous CastingM M HossainNo ratings yet
- 03HighSpeedCastingNucor DanieliDocument29 pages03HighSpeedCastingNucor DanielialfonsomendietaNo ratings yet
- Aisi 305Document3 pagesAisi 305Aditya PratapNo ratings yet
- Conf, Welcome & Snacks Req.Document3 pagesConf, Welcome & Snacks Req.Madhusudhan ModemNo ratings yet
- Sr. No. Name (Girls) Date of Birth Age Group Sr. NoDocument4 pagesSr. No. Name (Girls) Date of Birth Age Group Sr. NoMadhusudhan ModemNo ratings yet
- Hiranandani Foundation School - Thane Subject: English Practice Worksheet - 1 Articles Term IDocument2 pagesHiranandani Foundation School - Thane Subject: English Practice Worksheet - 1 Articles Term IMadhusudhan ModemNo ratings yet
- Decarb Measurment of 6.27 & 6.30mm Dia - Xls 2 10 2013Document1 pageDecarb Measurment of 6.27 & 6.30mm Dia - Xls 2 10 2013Madhusudhan ModemNo ratings yet
- Heatwise Downgradation ListDocument2 pagesHeatwise Downgradation ListMadhusudhan ModemNo ratings yet
- Core LeakDocument2 pagesCore LeakMadhusudhan ModemNo ratings yet
- Hiranandani Foundation School, Thane. E.V.S Practice Worksheet 1 Topic - All About Me Term I Name: - Roll No: - STD: II Div: - DateDocument2 pagesHiranandani Foundation School, Thane. E.V.S Practice Worksheet 1 Topic - All About Me Term I Name: - Roll No: - STD: II Div: - DateMadhusudhan ModemNo ratings yet
- 1 AlloyeDocument2 pages1 AlloyeMadhusudhan ModemNo ratings yet
- Webinar 200809 - Slag Analysis by XRF SpectrometryDocument63 pagesWebinar 200809 - Slag Analysis by XRF SpectrometryMadhusudhan ModemNo ratings yet
- Revision RecordDocument1 pageRevision RecordMadhusudhan ModemNo ratings yet
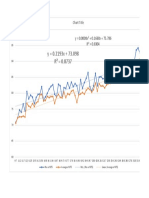
- Chart 1 PDFDocument1 pageChart 1 PDFMadhusudhan ModemNo ratings yet
- Hiranandani Foundation School - Thane Subject: English Practice Worksheet - 2 Articles Term IDocument1 pageHiranandani Foundation School - Thane Subject: English Practice Worksheet - 2 Articles Term IMadhusudhan ModemNo ratings yet
- Mush1 PDFDocument3 pagesMush1 PDFMadhusudhan ModemNo ratings yet
- MP WireDrawingDocument29 pagesMP WireDrawingMadhusudhan ModemNo ratings yet
- Maths PDFDocument2 pagesMaths PDFMadhusudhan ModemNo ratings yet
- Hiranandani Foundation School, Thane Term I Subject: Maths Revision WorksheetDocument2 pagesHiranandani Foundation School, Thane Term I Subject: Maths Revision WorksheetMadhusudhan ModemNo ratings yet
- Rustop 274, 275, 276, 282, 283, 275 SUPERCLEAN: Power To PerformDocument1 pageRustop 274, 275, 276, 282, 283, 275 SUPERCLEAN: Power To PerformMadhusudhan ModemNo ratings yet
- Design PresentaDocument27 pagesDesign PresentaMadhusudhan ModemNo ratings yet
- Name: - Roll No: - STD: I Div: - DateDocument2 pagesName: - Roll No: - STD: I Div: - DateMadhusudhan ModemNo ratings yet
- Hiranandani Foundation School, Thane Term I Subject: Mathematics Revision WorksheetDocument3 pagesHiranandani Foundation School, Thane Term I Subject: Mathematics Revision WorksheetMadhusudhan ModemNo ratings yet
- Hiranandani Foundation School, Thane Term I Subject: Maths Revision WorksheetDocument2 pagesHiranandani Foundation School, Thane Term I Subject: Maths Revision WorksheetMadhusudhan ModemNo ratings yet
- Outline of Free Size Rolling For Hikari Wire Rod and Bar MillDocument6 pagesOutline of Free Size Rolling For Hikari Wire Rod and Bar MillMadhusudhan ModemNo ratings yet
- 1 Sample PreparationDocument490 pages1 Sample PreparationVyakulShahNo ratings yet
- Characteristic of Al 7075 Reinforced Nano Sic Composites As An Armour Material Produced by Squeeze Casting ProcessDocument6 pagesCharacteristic of Al 7075 Reinforced Nano Sic Composites As An Armour Material Produced by Squeeze Casting ProcessYudhistira AdityawardhanaNo ratings yet
- Zinc High Pressure Die CastingDocument1 pageZinc High Pressure Die CastingGutierrezOmar5No ratings yet
- Webinar - Concrete Shrinkage MitigationDocument52 pagesWebinar - Concrete Shrinkage MitigationGonzalo OviedoNo ratings yet
- E192 PDFDocument3 pagesE192 PDFMohamedNo ratings yet
- Foundry ProceduresDocument25 pagesFoundry Procedureskumar21081968No ratings yet
- Fluidity of Aluminum Alloys and Composites: A ReviewDocument10 pagesFluidity of Aluminum Alloys and Composites: A Reviewrchandra2473No ratings yet
- Summer Internship K.pugazhendhiDocument51 pagesSummer Internship K.pugazhendhiSarath KumarNo ratings yet
- Development and Application of Dynamic Soft-Reduction Control Model To Slab Continuous Casting ProcessDocument8 pagesDevelopment and Application of Dynamic Soft-Reduction Control Model To Slab Continuous Casting ProcessHenrique SeverianoNo ratings yet
- Seminar Paper CharacteristicDocument7 pagesSeminar Paper CharacteristicSiti Khadijah HubadillahNo ratings yet
- Cast Iron Price Calculator - Gray Iron, Ductile IronDocument4 pagesCast Iron Price Calculator - Gray Iron, Ductile IronKrishna Mohan T.RNo ratings yet
- Single-Fired Ceramic Wall Tile Manufacture: by Dr. Agustin Escardino Benlloch (Spain)Document30 pagesSingle-Fired Ceramic Wall Tile Manufacture: by Dr. Agustin Escardino Benlloch (Spain)map vitcoNo ratings yet
- Simple Solutions Issue 10Document120 pagesSimple Solutions Issue 10Luis MartinezNo ratings yet
- Hydraulic Services Design GuideDocument216 pagesHydraulic Services Design GuideSenthil SeliyanNo ratings yet
- Unit 2casting Process PPT BMP Unit 2Document61 pagesUnit 2casting Process PPT BMP Unit 2Bhaskar KandpalNo ratings yet
- Arvedi GroupDocument21 pagesArvedi GroupLujeinbiciNo ratings yet
- Module 8Document6 pagesModule 8Kurt MarfilNo ratings yet
- Anycast HP ArticleDocument42 pagesAnycast HP ArticleKimberly KingNo ratings yet
- Ductile Iron: Rio Tinto Iron & TitaniumDocument18 pagesDuctile Iron: Rio Tinto Iron & TitaniumarirodriguezdiazNo ratings yet
- Determiningthefiringtemperatureoflow-Fired Ancientpottery:Anexamplefromthedonghulin Site, Beijing, ChinaDocument11 pagesDeterminingthefiringtemperatureoflow-Fired Ancientpottery:Anexamplefromthedonghulin Site, Beijing, ChinaIS AANo ratings yet
- 4Th Lec. Preparing Master Casts For Duplication: July 2015Document8 pages4Th Lec. Preparing Master Casts For Duplication: July 2015Satya AsatyaNo ratings yet
- Enkei Catalog 2017 PDFDocument48 pagesEnkei Catalog 2017 PDFJayapalan RNo ratings yet
- Astm E446 ReqDocument3 pagesAstm E446 ReqRohit Soni100% (1)
- Mechanical Engineering Manufacturing ProcessDocument13 pagesMechanical Engineering Manufacturing ProcessShaikh SaadNo ratings yet
- En 24Document191 pagesEn 24Kaushik SenguptaNo ratings yet
- Casting of Impeller: Group MembersDocument5 pagesCasting of Impeller: Group MembersfawadNo ratings yet
- Shim 2016Document26 pagesShim 2016arif usmanNo ratings yet
- Cost Effective Casting DesignDocument20 pagesCost Effective Casting DesignastarteblackNo ratings yet
- Orginal!!Denture Processing Errors!!Document31 pagesOrginal!!Denture Processing Errors!!DrVarun Menon57% (7)