Professional Documents
Culture Documents
PDP3702 - Design Sample 2
PDP3702 - Design Sample 2
Uploaded by
kaneletradingCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
PDP3702 - Design Sample 2
PDP3702 - Design Sample 2
Uploaded by
kaneletradingCopyright:
Available Formats
lOMoARcPSD|36802351
15672506 PDP3702 - practicals
Advanced diploma in chemical engineering (University of South Africa)
Scan to open on Studocu
Studocu is not sponsored or endorsed by any college or university
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
PDP3702: CHEMICAL PROCESS DESIGN IV
PLANT DESIGN
PRODUCTION OF ACRYLIC ACID
ASSIGNMENT NUMBER 2
BY
Manuel Ferraz Pimpao
Department of Civil and Chemical Engineering
UNIVERSITY OF SOUTH AFRICA
SUBMISSION DATE (May 05, 2023)
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
DECLARATION
Name Student Number Signature
Manuel Ferraz Pimpao 15672506
The above mentioned student declare that
i) The information reported in this report/assignment/document, except where otherwise indicated, is
his original work.
ii) This report/assignment/document has not been submitted for any degree or examination at any
other university.
iii) This report/assignment/document does not contain other persons’ data, pictures, graphs or other
information, unless specifically acknowledged as being sourced from other persons.
iv) This report/assignment/document does not contain other persons’ writing, unless specifically
acknowledged as being sourced from other researchers/students/persons. Where other written
sources have been quoted, then:
a) Their words have been re-written but the general information attributed to them has
been referenced;
b) Where their exact words have been used, their writing has been placed inside
quotation marks, and referenced.
v) This report/document/assignment does not contain text, graphics or tables copied and pasted from
the Internet, unless specifically acknowledged, and the source being detailed in the
report/document/assignment and in the References sections.
Wikipedia's definition of plagiarism (3/12/2007) "Plagiarism is the practice of claiming, or implying,
original authorship of, or incorporating material from, someone else's written or creative work, in
whole or in part, into one's own without adequate acknowledgment." I hereby declare that I
understand the meaning of plagiarism and recognise that submission of plagiarised work for
assessment is an offence that may result in disciplinary action being taken against me.
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
EXECUTIVE SUMMARY
The acrylic acid reactor is a sophisticated piece of machinery that must meet demands for both mass
transfer and heat transfer. The fact that the technique is primarily licensed to industrial users limits the
information that is accessible. As a result, to successfully finish the design, a mix of information from
associated processes and the application of chemical engineering fundamental principles will be used.
The final design won't always be the greatest that can be done, but hopefully it will be the best that can
be done given the constraints.
The molybdenum catalyst process will be used in a single packed-bed catalytic tube reactor. The reactor
must be able to produce 50000 tons of 99.5 mole percent pure acrylic acid annually. Pure propylene at
room temperature and 435.6975 kPa is the feed, and air-derived oxygen is accessible at 24.75 °C and
101.325 kPa. Maximum temperature for the reactor is 250 °C. A suitable coolant should be used to
eliminate the excess heat. To prevent potential harm to the catalyst, coolant, and products, any hot
areas in the reactor must be regulated. The container should be able to survive an internal propylene
explosion brought on by auto-ignition (or another event), which could lead to a rise in pressure.
Additionally, access to the tubes must be allowed in order to replace the catalyst.
Propylene is first oxidized to acrolein and then further oxidized to acrylic acid as part of the two-step
partial oxidation reaction method used to produce acrylic acid. As stated above, each reaction step
actually occurs over a different catalyst and under various operating circumstances. There isn't much
precise knowledge that is directly relevant to the oxidation of propylene into acrolein. As a result, an all-
encompassing term was used in this work.
Many of the design decisions that must be made center on heat transfer issues. Based on temperature
restrictions, the heat transfer coefficient, cost, availability, use-related risks, and corrosivity, the heat
transfer medium was chosen. The heat transfer coefficient and operating temperature were found to be
of special significance.
Software called COCO simulation was used to simulate a model of the reactor under various operating
scenarios. The best design that addressed all requirements for the conversion and temperature profile
was found using an iterative methodology. The length of the tube needed to adequately control
temperatures, the flow of coolant needed to bring the temperature down to a manageable level, and
the overall transfer coefficient needed to dissipate the heat and prevent hot spots in the reactor were
all design parameters that were determined from the computer mode.
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
CONTENTS
Declaration .................................................................................................................................................... 2
Executive summary .........................................................................................................................................
List of Figures ............................................................................................................................................... iii
List of Tables ................................................................................................................................................ iii
1 Reactor detailed design ........................................................................................................................ 1
1.1 The overall design strategy ........................................................................................................... 1
1.2 Design basis................................................................................................................................... 1
1.3 Design parameters ........................................................................................................................ 2
1.4 Design criteria ............................................................................................................................... 2
1.5 Reaction kinetics ........................................................................................................................... 3
1.6 Reactor configuration and sizing .................................................................................................. 5
2 Control and instrumentation .............................................................................................................. 11
2.1 Reactor feed rate ........................................................................................................................ 11
2.2 Reactor temperature .................................................................................................................. 11
2.3 Coolant supply temperature and reactor pressure control ........................................................ 12
Process and Instrumentation Diagram (P&ID) ............................................................................................ 13
3 Instrument List .................................................................................................................................... 15
4 Heat exchanger design ........................................................................................................................ 16
4.1 Heat Exchange Design ................................................................................................................. 16
4.2 Different types of heat exchangers............................................................................................. 16
4.3 Types of the heat exchanger to be used ..................................................................................... 16
4.4 Heat Exchanger duty ................................................................................................................... 17
4.5 Tube-side coefficient................................................................................................................... 18
4.6 Shell-side coefficient ................................................................................................................... 18
4.7 Overall coefficient ....................................................................................................................... 19
4.8 Pressure drop .............................................................................................................................. 20
4.8.1 Tube-side............................................................................................................................. 20
4.8.2 Shell-side ............................................................................................................................. 20
5 Circulation pump................................................................................................................................. 21
6 Hazard and Operational Considerations ............................................................................................. 26
6.1 Safety .......................................................................................................................................... 29
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
6.2 Operability .................................................................................................................................. 29
7 Environmental consideration.............................................................................................................. 31
7.1 Exposure to acrylic acid............................................................................................................... 31
7.2 Workplace exposure standards .................................................................................................. 32
7.3 Acrylic acid and the environment ............................................................................................... 32
7.4 Entering the environment........................................................................................................... 32
8 Cost analysis ........................................................................................................................................ 32
8.1 Total project cost ........................................................................................................................ 33
8.2 Fixed Capital Investment............................................................................................................. 34
8.3 Working Capital........................................................................................................................... 34
8.3.1 ISBL capital cost estimation ................................................................................................ 34
8.3.2 Off-Site Costs....................................................................................................................... 35
8.3.3 Engineering Costs ................................................................................................................ 36
8.3.4 Contingency charges ........................................................................................................... 37
8.3.5 Variable costs of production ............................................................................................... 35
8.3.6 Fixed costs of production .................................................................................................... 35
8.4 Revenues, Margins and Profits ................................................................................................... 38
8.4.1 Revenues ............................................................................................................................. 38
8.4.2 Margins ............................................................................................................................... 38
8.4.3 Profits .................................................................................................................................. 38
8.4.4 Depreciation charges .......................................................................................................... 39
8.4.5 Annual cash flow ................................................................................................................. 39
8.5 Economic evaluation ................................................................................................................... 40
8.5.1 Pay-back time ...................................................................................................................... 40
8.5.2 Return on Investment ......................................................................................................... 40
8.5.3 Net Present value ................................................................................................................ 41
8.5.4 Discounted Cash-Flow Rate of Return ................................................................................ 42
8.5.5 Simple sensitivity analysis ................................................................................................... 43
9 Conclusion ........................................................................................................................................... 44
10 References ...................................................................................................................................... 45
ii
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
LIST OF FIGURES
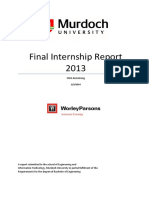
Figure 1: Schematic diagram of the reactor ............................................................................................... 10
Figure 2: Control scheme for the reactor ................................................................................................... 13
Figure 3: Pump layout ................................................................................................................................. 21
Figure 4: Change in NPV with increase in raw material prices .................................................................. 43
LIST OF TABLES
Table 1: Reaction kinetics parameters of the studied system (Chien et al, 2017) ....................................... 4
Table 2: Reactor specifications ..................................................................................................................... 7
Table 3: Instrument list ............................................................................................................................... 15
Table 4: Pressure losses in the heat transfer salt circuit ............................................................................ 22
Table 5: Salt circulation pump specification ............................................................................................... 25
Table 6: Reactor HAZARD and Operability study ........................................................................................ 28
iii
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
1 REACTOR DETAILED DESIGN
1.1 THE OVERALL DESIGN STRATEGY
Process equipment is frequently designed by a team of informed and skilled individuals from
several professions. The final product ought to be safe, useful, and profitable. To do this, it
usually costs a lot of money and time. The final design will obviously not be perfect. But it
should be able to provide a design that adheres to the majority of the essential restrictions.
The acrylic acid reactor is a sophisticated piece of machinery that must meet demands for both
mass transfer and heat transfer. The fact that the technique is primarily licensed to industrial
users limits the information that is accessible. As a result, to successfully finish the design, a mix
of information from associated processes and the application of chemical engineering
fundamental principles will be used. The final design won't always be the greatest that can be
done, but hopefully it will be the best that can be done given the constraints.
The report considers five stages of the design process. Each stage is the answer to a particular
question:
1. What must the design be capable of? (Design Basis)
2. What design decisions must be made? (Design Parameters)
3. How are those decisions to be made? (Design Criteria)
4. What is the physical, chemical or mechanical basis for those decisions? (Design
Methods)
5. What are the result of those decisions? (Detailed design and Specification)
6. How is it to be operated and controlled? (HAZOP, Control and Instrumentation)
7. How much does the design cost? (Costing)?
1.2 DESIGN BASIS
The molybdenum catalyst process will be used in a single packed-bed catalytic tube reactor. The
reactor must be able to produce 50000 tons of 99.5 mole percent pure acrylic acid annually. Pure
propylene at room temperature and 435.6975 kPa is the feed, and air-derived oxygen is
accessible at 24.75 °C and 101.325 kPa. Maximum temperature for the reactor is 250 °C. A
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
suitable coolant should be used to eliminate the excess heat. To prevent potential harm to the
catalyst, coolant, and products, any hot areas in the reactor must be regulated.
The container should be able to survive an internal propylene explosion brought on by auto-
ignition (or another event), which could lead to a rise in pressure. In order to change the catalyst,
it must be feasible to access the tubes.
1.3 DESIGN PARAMETERS
The final design must specify all the dimensions to enable the reactor to be constructed. Initially,
this requires that the normal operating conditions should be fully specified in terms of the flows,
temperatures, pressures and compositions. Essentially, this is the chemical engineering design.
The design parameters which require evaluation at this stage are:
a) Tubes (diameter, length, fill height, layout)
b) Catalyst (type, support, holding method)
c) Pressure drop
d) Composition of reaction products
e) Type and flow of coolant
f) Temperature profile along tubes
g) Composition profile along tubes
h) Method of controlling coolant temperature
1.4 DESIGN CRITERIA
Propylene is first oxidized to acrolein and then further oxidized to acrylic acid as part of the two-
step partial oxidation reaction method used to produce acrylic acid. As stated above, each
reaction step actually occurs over a different catalyst and under various operating circumstances.
There isn't much precise knowledge that is directly relevant to the oxidation of propylene into
acrolein. As a result, an all-encompassing term was used in this work.
Many of the design decisions that must be made center on heat transfer issues. Based on
temperature restrictions, the heat transfer coefficient, cost, availability, use-related risks, and
corrosivity, the heat transfer medium was chosen. The heat transfer coefficient and operating
temperature were found to be of special significance.
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
Software called COCO simulation was used to simulate a model of the reactor under various
operating scenarios. The best design that addressed all requirements for the conversion and
temperature profile was found using an iterative methodology. The length of the tube needed to
adequately control temperatures, the flow of coolant needed to bring the temperature down to a
manageable level, and the overall transfer coefficient needed to dissipate the heat and prevent hot
spots in the reactor were all design parameters that were determined from the computer mode.
Key results
The tubular fixed-bed catalytic reactor is generally selected to produce acrylic acid from
the oxidation of propylene.
The heat transfer medium was selected to dissipate the heat of reaction. Temperature
limitations and the heat transfer coefficient were considered the most important
parameters.
A computer model of the reactor was run in order to determine the conversion and
temperature profiles.
The final design was selected from the results of many simulations which were
performed using different operating conditions and parameters.
Various reactor configurations were tested in order to find a set of operating conditions
that were able to dissipate the heat of reaction effectively.
Design parameters that were not fixed by the model were calculated from literature
correlations or estimated from available details of traditional reactos and economic and
safety considerations.
The cooling system for the reactor coolant will produced LP steam for use in other parts
of the process.
1.5 REACTION KINETICS
The reaction mechanism for producing acrylic acid utilizes a two-step partial oxidation process
in which propylene is first oxidized to acrolein and then further oxidized to acrylic acid as below.
C3 H6 + O2 → C3 H4 O + H2 O (1)
1
C3 H4 O + O2 → C3 H4 O2 (2)
2
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
Each reaction step as above actually takes place over a separate catalyst and at different
operating conditions. In this work, the reaction mechanism is simplified to express as an overall
reaction in Eq. (3). Another fully oxidation reaction as in reaction Eq. (4) is also considered.
3
C3 H6 + O2 → C3 H4 O2 + H2 O (3)
2
9
C3 H6 + O2 → 3CO2 + 3H2 O (4)
2
The kinetics for the reactions presented above is described by the following rate expression
(Chien et al, 2017):
−Ei
−ri = k o,i exp [ ] Ppropylene Poxygen (5)
RT
Table 1: Reaction kinetics parameters of the studied system (Chien et al, 2017)
Reaction 𝑬𝒊 kcal/kmol 𝒌𝒐,𝒊 kmol/m3
3 15 000 1.59 × 105
4 25 000 1.81 × 108
On the current design, only the major reaction will be considered in the reactor design. To
rewrite the rate law, the ideal gas law is used to relate the partial pressures to concentration.
Let A represent Propylene and B represent Oxygen.
𝑃𝐴 = 𝐶𝐴 𝑅𝑇
𝑃𝐵 = 𝐶𝐵 𝑅𝑇
−Ei
−𝑟𝐴 = 𝑘𝑖,𝑜 exp ( ) (RT)2 CA CB
RT
The main reaction producing the major product will be the one used for the reactor design.
C3 H6 + 1.5O2 → C3 H4 O2 + H2 O
3
𝐴 + 𝐵 → 𝐶 + 𝐷
2
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
1.6 REACTOR CONFIGURATION AND SIZING
A catalytic, tubular, fixed-bed type reactor will be used. It will be operated continuously for 7920
hours/year. The hydrocarbon feed rate is limited by the catalyst activity.
𝑋
𝑑𝑋
𝑊 = 𝐹𝐴0 ∫
−𝑟𝐴
0
1−𝑋
𝐶𝐴 = 𝐶𝐴0 ( )
1 + 𝜀𝑋
3
𝜃𝐵 − 𝑋
𝐶𝐵 = 𝐶𝐴0 ( 2 )
1 + 𝜀𝑋
𝑃0
𝐶𝐴0 = = 97.54 kmol/m3
𝑅𝑇0
𝑃 = 𝑃0 & 𝑇 = 𝑇0
𝑃
𝐶𝐴0 = = 0.0975
𝑅𝑇
3
−Ei 2
𝐶𝐴0 (1 − 𝑋) 𝐶𝐴0 (𝜃𝐵 − 2 𝑋)
−𝑟𝐴 = 𝑘𝑖,𝑜 exp ( ) (RT) ∙
RT (1 + 𝜀𝑋) (1 + 𝜀𝑋)
𝐹𝐵0 254.1
𝜃𝐵 = = = 2.31
𝐹𝐴0 110
𝜀 = 𝑦𝐴0 𝛿
3 1
𝛿 =1+1+− −1=−
2 2
𝑦𝐴0 = 0.05
𝜀 = −0.5 × 0.05 = −0.025
−Ei −15000
𝑘𝑖,𝑜 exp ( ) = 1.59 × 105 ∙ exp ( ) = 0.174
RT 1.987 × 550
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
𝑋
110 1
𝑊= ∫ 𝑑𝑋
0.174 × (0.09754)2 (1 3
− 𝑋) (2.31 − 𝑋)
0 2
(1 − 0.025𝑋)2
𝑋
(1 − 0.025𝑋)2
𝑊 = 66447.39 ∫ 𝑑𝑋
3
(1 − 𝑋) (2.31 − 𝑋)
0 2
To evaluate this integral, numerical integration will be used (five point quadrature formula):
𝑋4
ℎ
∫ 𝑓(𝑋)𝑑𝑋 = [𝑓(𝑋0 ) + 4𝑓(𝑋1 ) + 2𝑓(𝑋2 ) + 4𝑓(𝑋3 ) + 𝑓(𝑋4 )]
3
𝑋0
𝑋4 − 𝑋0
ℎ=
4
(1 − 0.025𝑋)2
𝑓(𝑋) =
3
(1 − 𝑋) (2.31 − 𝑋)
2
Stream 7 8 unit
Pressure 435.6975 435.6975 kPa
Temperature 212.45745 250 °C
Oxygen 254.1 108.36681 kmol / h
Water 880 977.15546 kmol / h
Propylene 110 16.081547 kmol / h
Acrylic acid 0 92.299949 kmol / h
Carbon dioxide 0 4.8555118 kmol / h
Nitrogen 955.9 955.9 kmol / h
Overall flow 2200 2154.6593 kmol / h
110 − 16.08
Propylene conversion = = 85.38%
110
0.8538 − 0
ℎ= = 0.21345
4
𝑋0 = 0
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
(1 − 0.025 × 0)2
𝑓(𝑋0 ) = = 0.4329
3
(1 − 0) (2.31 − × 0)
2
𝑋1 = 0.21345
(1 − 0.025 × 0.21345)2
𝑓(𝑋1 ) = = 0.6321
3
(1 − 0.21345) (2.31 − × 0.21345)
2
𝑋2 = 0.4269
(1 − 0.025 × 0.4269)2
𝑓(𝑋2 ) = = 1.0229
3
(1 − 0.4269) (2.31 − × 0.4269)
2
𝑋3 = 0.64035
(1 − 0.127 × 0.64035)2
𝑓(𝑋3 ) = = 1.995
3
(1 − 0.64035) (2.74 − × 0.64035)
2
𝑋4 = 0.8538
(1 − 0.127 × 0.8538)2
𝑓(𝑋1 ) = = 6.3646
3
(1 − 0.8538) (2.74 − × 0.8538)
2
𝑋
(1 − 0.127𝑋)2 0.21345
∫ 𝑑𝑋 ≈ (0.433 + 4 × 0.632 + 2 × 1.023 + 4 × 1.995 + 6.36)
3 3
(1 − 𝑋) (2.74 − 𝑋)
0 2
≈ 1.376873
𝑊 = 66447.39 × 1.376873 = 91489.61 kg
Table 2: Reactor specifications
General
Type of Reactor Catalytic, tubular, fixed-bed
Orientation Vertical
Operation Continuous
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
Feed
Reactants Propylene and Air
Hydrocarbon to air ratio 1 : 11
Hydrocarbon loading 468 g/hr/tube
Total flow 53.45 kg/hr
Temperature 199.407 ℃
Pressure 4.46 bar
Catalyst
Type Molybdenum
Support 6 mm ceramkc spheres
Holding Method Wire gauze and clamping ring
Catalyst dilution 80% over first 500 mm and 60% over next 500 using inert
balls
Tubes
Number 13500
Length 3.5 m
Catalyst Fill Height 3.4
Inside diameter 25.4 mm
Outside diameter 31.8 mm
Heat Transfer Area 4710 m2
Passes 1 (upflow)
Tube pattern Square
Tube pitch 39.7 mm
Pressure drop 6.2 kPa
Inlet temperature 199.407 ℃
Outlet temperature 250 ℃
Salt cooler specification
Type Power-plant boiler
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
Duty −18635.3825985 kWh/h
Hot fluid Hitec
Flow 2500 ton/hr
Number of tubes 2270
Heat transfer area 817 m2
Tube bundle outside diameter 1.40 m
Cold fluid Boiling water
Flow 24 ton/hr
Temperature Inlet: 120 ℃, outlet: 270 ℃
Steam pressure 618 kPa
Material Low-alloy chromium steel
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
GAS
OUTLET
COOLANT
INLET
COOLANT
OUTLET
GAS INLET
MANHOLE
Figure 1: Schematic diagram of the reactor
10
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
2 CONTROL AND INSTRUMENTATION
Tight process control of the reactor temperature is essential in order to maintain consistent
product quality. An advanced control system will be established to regulate the flow of coolant
through the reactor shell. The system consists of four control loops which control:
a) the reactor feed rate;
b) the reactor outlet temperature;
c) the coolant supply temperature; and
d) the salt cooler level.
2.1 REACTOR FEED RATE
A simple PI controller will be used to control the reactor feed rate. Set-point ramping will be
used to smooth changes to the reactor and downstream units. An air-to-open control valve will be
used so that the valve will fail shut if the plant instrument air system fails. This will prevent a
runaway reaction and return the plant to a safe condition in the event of an emergency (Sou, et al.
2015).
2.2 REACTOR TEMPERATURE
A feedback-feedforward controller will regulate the temperature of the reactor outlet. Before
they have an impact on the temperature control loop, changes in the reactor feed rate will be
recognized via feed-forward control action. Feedback control is implemented in order to
maintain the temperature set-point of 250 °C without offset because the feed-forward
relationship will be unreliable. In order to improve the loop's dynamic responsiveness, which is
crucial to the reactor's and the plant's overall performance, a cascade loop will also be used (Lin,
M. 2001).
The highest reactor temperature will be kept under observation using a selection relay and inputs
from at least 15 internal temperature sensors. If the peak reactor temperature exceeds the process
limit, the coolant control valve and the water supply to the salt-cooler control valve will both be
fully opened. These two valves will both be fail-open control valves that require air to close.
11
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
The temperature of the coolant supply to the reactor will be controlled by the water flow to the
salt-cooler. The salt-cooler pressure controller could be integrated to a cascade control system to
get more precise control over the salt inflow temperature. The equipment used for power
generation downstream, however, can be affected by disturbances transmitted by that type of
system, which is likely to be hazardous to other process regions.
Temperature indicators (TT-01, TT-02, and TT-03) will be positioned at various locations along
the reactor tubes in order to monitor the temperature profile and the peak temperature. Multiple
sets of temperature indicators will be required since tubes closer to the reactor's center will react
slightly differently from those closer to its exterior wall. Both the average (weighted) reactor exit
temperature and the maximum reactor temperature will be calculated online.
2.3 COOLANT SUPPLY TEMPERATURE AND REACTOR PRESSURE CONTROL
The fourth control loop will similarly employ feed forward-feedback control. This controller will
maintain the water level in the salt-cooler and control the steam generation rate in response to
changes in the water supply rate. An air-to-close valve will once more be used in order to
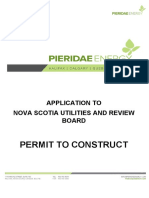
strengthen the inherent safety of the process. The whole control scheme for the reactor is shown
in the diagram below. Pressure indicators will be installed at the gas stream intake and output to
provide a continuous record of the pressure drop over the catalyst and to detect any anomalous
pressure buildups. Users will be made aware of harmful pressure buildups and, if necessary,
commence emergency shutdown procedures with the inclusion of a high-level alarm that
demands quick action. A pressure gauge will be included in the salt cooler. (Sou, et al. 2015) An
indicator designed to warn of potential PRV leaks (steam venting to atmosphere).
12
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
PROCESS AND INSTRUMENTATION DIAGRAM (P&ID)
REACTION
GASES
TC
01
PC
01 LC
PT
02
LP
TT
04 STEA
REACTOR
FT
TT SALT 02
03 PT COOLER
01 WATER
TT
02
TT FC
01 02
SALT
RECEIVER
FT FC
01 01
FEED
Figure 2: Control scheme for the reactor
13
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
To monitor the temperatures of the coolant, temperature indicators will also be installed. High or
low salt temperatures could make it difficult to control the reactor temperature and increase the
percentage of the reaction that takes place at unfavorable temperatures, even with proper feed-
forward control action. Low-level alarms (i.e., warning of a change in existing operating
circumstances that can result in a scenario that would necessitate immediate action) would be
attached to the indicators in order to offer notice of excessive cooling that may produce local
solidification that could lead to a blockage. High-level sirens are required to warn of potential
salt-metal reactions that may occur at high temperatures.
A process operator will be required to start modifying the majority of the alerts that will be
installed on it. By doing this, the likelihood that an instrument failure will result in a process
shutdown is reduced, and the process operator is free to make decisions based on their
knowledge and expertise in case of an emergency. The following alarm systems will begin
altering the operation immediately away if any of the following conditions are broken, though:
- very high reactor outlet temperature,
- very high peak reactor outlet temperature,
- very high coolant temperature.
14
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
3 INSTRUMENT LIST
Table 3: Instrument list
Tag Type of Instrument Schematic diagram Function
No.
PT-01 Pressure Transmitter Transmits the pressure of the reactor feed stream
PT-02 Pressure Transmitter Transmits the pressure of the reactor outlet
stream
FT-01 Flow Transmitter Transmits the flow rate of feed stream
FT-02 Flow Trasmitter Transmits the flow rate of the cooling water
FC-01 Flow controller Controls the flow rate of the feed
FC-02 Flow Controller Controls the coolant return flow
TT-01 Temperature Transmits the reactor temperature
Transmitter
TT-02 Temperature Transmits the temperature of the coolant return
Transmitter
TC-01 Temperature controller Controls the temperature of the product
LC Level Controller Controls the level of the coolant cooler
15
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
4 HEAT EXCHANGER DESIGN
4.1 HEAT EXCHANGE DESIGN
In a process plant, a heat exchanger is a unit activity that makes it easier for heat to be transferred
from one fluid to another. As a result, a heat exchanger is any piece of equipment that transfers
heat between fluids.
The physical size of the heat exchanger, the amount of heat transfer necessary, the pressure drop
of the fluids, and the exchanger cost can all be seen as being highly significant factors in heat
exchanger design.
4.2 DIFFERENT TYPES OF HEAT EXCHANGERS
Air cooled [coolers and condensers]
Direct conduct cooling [cooling towers]
Shell and tube heat exchanger-used for all application
Double pipe exchanger- the simplest used for heating and cooling
4.3 TYPES OF THE HEAT EXCHANGER TO BE USED
The main factors promoting this decision are the
• Large surface area provided in small volume
• The ease of cleaning
• A good shape for high pressure operations
The reactor effluent is immediately cooled after leaving the catalyst bed because, as was already
noted in the process description, the secondary reaction is undesirable. It is indirectly cooled
using process water that is 30 °C in temperature. The process water can only be heated by 15 °C,
therefore the water exits the exchanger at 45 °C. Because of its great heat transfer efficiency, a
shell and tube heat exchanger is used for this task. It is also simple to disassemble, making
cleaning and maintenance a breeze. When compared to other heat exchangers, such as the plate
type, it is also somewhat cheaper.
16
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
4.4 HEAT EXCHANGER DUTY
Types of the heat exchanger to be used
The main factors promoting this decision are the
• Large surface area provided in small volume
• The ease of cleaning
• A good shape for high pressure operations
Heat load = −3542.06 kW
3542.06
Cooling water flow = = 56.22 kg/s
4.2(45 − 30)
(523 − 45) − (47 − 30)
∆𝑇lm = = 138.17℃
523 − 45
ln
47 − 30
Using one shell pass and two tube passes
623 − 45
𝑅= = 34
47 − 30
47 − 30
𝑆= = 0.0287
623 − 30
𝐹𝑡 = 0.897
∆𝑇lm = 0.897 × 138.17 = 124 ℃
From Figure 12.1 in Sinnot RK, 2003, 𝑈 can be assumed to be 600 W/m2 ℃
Provisional area
3542.06 × 103
𝐴= = 47.6 m2
124 × 600
3
Choosing 20 mm OD, 16 mm ID, 4.88 m long tubes ( in.× 16 ft), cupro-nickel.
4
Allowing for tube-sheet thickness, we take
𝐿 = 4.83 m
Area of one tube = 4.83 × 20 × 10−3 × 𝜋 = 0.303 m2
47.6
Number of tubes = = 157.12 ≈ 158
0.303
We use a 1.25 triangular pitch.
17
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
158 1/2.207
Bundle diameter 𝐷𝑏 = 20 ( ) = 372 mm
0.249
From Figure 12.10 in Sinnot RK, 2003, bundle diametrical clearance = 68 mm,
Shell diameter 𝐷𝑠 = 372 + 68 = 440 mm
4.5 TUBE-SIDE COEFFICIENT
𝜋
Tube cross − section area = × 162 = 201 mm2
4
158
Tube per pass = = 79
2
Total flow area = 79 × 201 × 10−6 = 0.015879 m2
11263.11
Effluent mass velocity = = 197 kg/sm2
0.015879 × 3600
197
Effluent linear velocity = = 100 m/s
1.953168
ℎ𝑖 𝑑𝑖 𝜇 0.14
= 𝑗ℎ 𝑅𝑒𝑃𝑟 0.33 ( )
𝑘𝑓 𝜇𝑤
𝜌𝑢𝑑𝑖 1.95 × 100 × 16 × 10−3
𝑅𝑒 = = = 145116
𝜇 2.15 × 10−5
𝐶𝑃 𝜇 1320.909 × 2.15 × 10−5
𝑃𝑟 = = = 0.79
𝑘𝑓 0.035981
𝜇
Neglecting ( )
𝜇 𝑤
𝐿 4830
= = 302
𝑑𝑖 16
From Figure 12.23, 𝑗ℎ = 4.92 × 10−3
0.035981
ℎ𝑖 = × 4.92 × 10−3 × 145116 × (0.79)0.33 = 1484W/m2 ℃
16 × 10−3
4.6 SHELL-SIDE COEFFICIENT
𝐷𝑠 431.59
Choose baffle spacing = = = 143.86 mm
3 3
18
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
Tube pitch = 1.25 × 20 = 25 mm
25 − 20
Cross − flow area 𝐴𝑠 = × 431.59 × 143.86 × 10−6 = 0.0124 m2
25
56.22
Mass velocity, 𝐺𝑠 = = 4533.9 kg/sm2
0.0124
1.1
Equivalent diameter, 𝑑𝑒 = (0.917 − 202 ) = 14.4 mm
20
45 + 30
Mean shell side temperature = = 37.5 ℃
2
𝐺𝑠 𝑑𝑒 4533.9 × 14.4 × 10−3
𝑅𝑒 = = = 93535.45
𝜇 0.698 × 10−3
𝐶𝑃 𝜇 4206.75 × 0.698 × 10−3
𝑃𝑟 = = = 4.68
𝑘𝑓 0.627293
Choosing 25% baffle cut, from Figure 12.29 in Sinnot RK, 2003, 𝑗ℎ = 2.4 × 10−3
Without the viscosity correction term
0.627293
ℎ𝑠 = × 1.4 × 10−3 × 93535 × (4.68)0.33 = 9541.7 W/m2 ℃
14.4 × 10−3
4.7 OVERALL COEFFICIENT
Thermal conductivity of cupro-nickel alloys = 50 W/m℃
We take the fouling coefficients from Table 12.2 in Sinnot 2003: light organic (reactor effluent)
5000 W/m2 ℃ and process water, we take as highest value, 3000 W/m2 ℃
20
1 1 1 20 × 10−3 ln ( ) 20 1 20 1
= + + 16 + × + ×
𝑈 9541.7 5000 2 × 50 16 3000 16 1484
𝑈 = 621.73 W/m2 ℃
621.73 − 600
Percentage error from assumed value = | | × 100
600
= 3.6%
19
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
4.8 PRESSURE DROP
4.8.1 Tube-side
From Figure 12.24, for 𝑅𝑒 = 145116
𝑗𝑓 = 4.3 × 10−3
Neglecting the viscosity correction term
𝐿 𝜌𝑢𝑡2
∆𝑃 = 8𝑗𝑓 ( )
𝑑𝑖 2
4.83 1.953168 × 1002
= 8 × 4.3 × 10−3 ( )
0.016 2
= 101.4 kPa
4.8.2 Shell-side
Linear velocity = 2.12 m/s
From Figure 12.30, at 𝑅𝑒 = 93535.45
𝑗𝑓 = 4 × 10−3
Neglecting viscosity correction
𝐷𝑠 𝐿 𝜌𝑢𝑠2
∆𝑃𝑠 = 8𝑗𝑓 ( ) ( )
𝑑𝑒 𝑙𝑏 2
−3
431.59 4.83 998 × 2.122
= 8 × 4 × 10 ( )( )
14.4 0.143 2
= 72651 Pa
= 72.651 kPa
The pressure drop is acceptable.
20
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
5 CIRCULATION PUMP
The heat transfer salt, Hitec, must be cycled between the reactor and salt-cooler in order to
remove the heat of reaction from the reactor. The closed system also needs a storage
(accumulator) to hold the heat transfer salt during shut-downs in order to maintain the pump
suction pressure (or net positive suction head required, NPSHR) over the pump's lower
operational limit (i.e., net positive suction head available, NPSHA).
Which pump to use is primarily determined by two variables: head and flow rate. The pump's
inlet temperature, the corrosivity of the fluid, and the required pressure rating (i.e., maximum
suction pressure plus maximum developed head) may have an impact on the decision. The final
pump specification should be developed after consulting a pump manufacturer or supplier. The
system characteristic and the selected pump are perfectly matched. A unique pump design will
likely be required if this is not an option.
2500 kg of salt are discharged each hour on average. The pump needs to have at least a 30% flow
over-capacity in order to handle emergency situations (such an exceptionally high reactor output
temperature that needs to be quickly lowered). Therefore, the maximum design flow rate should
be 29,250 L/min. The necessary head must be calculated using the pipe architecture shown in the
illustration below, and the table below summarizes the appropriate system pressure drops.
Salt drum
Reactor
Salt cooler
Pump
Pump drive
Figure 3: Pump layout
21
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
Between the reactor and reactor, the piping architecture makes area for the pump, driver, control
valve, and salt-cooler. The salt storage drum will be positioned directly above the salt-cooler in
order to conserve space and enhance NPSHA. There is ample room all around each piece of
equipment to make operation and maintenance easier. The estimated diameter in SI units was
calculated using an equation for the ideal pipe diameter (Hanker, 1978).
D = 8.41 × W 0.45 /ρ0.31
D = estimated economic pipe diameter (mm);
W = mass flow kg/hr
𝜌 = density kg/m3
The static head stands between the reactor exit and the low liquid level in the salt storage drum.
Its estimated height was 5.0 m. It was believed that the salt circuit's straight pipe would extend
for a total of 34 meters. The dynamic pressure losses were converted into flow coefficients using
standard values. This method is regarded to be more accurate than the equal length approach.
The control valve, which need to be sized to generate a sufficient pressure drop for
controllability, was thought to be responsible for 30% of the overall pressure drop.
Table 4: Pressure losses in the heat transfer salt circuit
Pipe component Number Loss coefficient Number of velocity
heads
Straight pipe - 𝑓 × 𝐿/𝐷 0.9
Entrances 3 0.5 1.5
Exits 3 1.0 3.0
Elbows (90°) 10 0.9 9.0
Orifice plate 1 1.0 1.0
Block valves 6 0.25 1.5
Sub-total 16.9
Control valve 1 − +30%
Total − 24.1
Note: The friction factor (f) is 0.014 for this system
The static head and dynamic pressure losses can be combined to create a system curve which can
then be matched against pump curves. The figure below shows the calculated system curve and
22
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
three possible pump curves. Curve A represents a pump that meets the system requirements but
is unnecessarily large, which adds to both capital and operating costs. Curve B represents a
suitable pump as the control valve would be close to fully open at the maximum flow condition,
and approximately 70% open (based on a linear characteristic) at the normal operating point.
Curve C shows a pump that is too small for this application.
A mixed-flow centrifugal pump was selected for this combination of high flow rate and moderate
head, using recommendations from Perry (1984), Walas (1988) and Neerken (1978). The
corrosivity of Hitec requires the pump casing and rotor to be constructed from a corrosion
resistant material, such as stainless steel, type 316, due to the high fluid velocities (which are
likely to increase the corrosion rate) and narrow clearances. Other components (e.g. fittings)
should be constructed from low-alloy chromium steel.
The pump should be installed with a horizontal suction and a vertical discharge. The low liquid
level in the salt storage drum was estimated to be 4.0 m above the pump suction. This results in a
NPSHA of approximately 9.0 m (assuming the vapour pressure of Hitec is negligible at the
operating temperature, and the suction line losses are 0.5 m). The NPSHR will be dependent on
the vendor’s final specification but it could be expected to be significantly less than the
calculated NPSHA based on nomograms (Walas, 1988).
The optimum impeller diameter and the optimum rotational speed of the pump can be estimated
from homographs (Neersken, 1978). These have been constructed in terms of the pump specific
speed, which is calculated from the equation below, and is shown in its usual form (US common
units):
NS = NQ0.5 /h1.15
Where
𝑁𝑠 = specific speed
N = rotational speed (rpm)
Q = flow (US gpm)
h = head
23
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
The maximum efficiency is attained between 1500 and 7000 rpm. Rearranging the equation
above yields the optimal rotational speed at the typical operating point, which was determined to
be between 285 and 1335 revolutions per minute (rpm). This speed is considerably lower than
the typical operating speed, which depends on the local power source and usually 3000 rpm. To
prevent the significant efficiency losses that would be brought on by running the salt pump at
3000 rpm, a variable speed drive will be needed. A particular pump speed of 3150 rpm was
chosen, which corresponds to an operating speed of 600 rpm. The ideal impeller diameter at this
speed is 520 mm. The pump housing needs to be designed to accommodate impellers up to 600
mm in diameter.
The specific speed and the impeller size can be used to provide an initial estimate of the
efficiency of the pump via nomographs (Neerken, 1978). The salt pump efficiency was estimated
to be 80 % at 600 rpm with a 520 mm impeller. This efficiency estimate can be used to calculate
the power requirement:
Q
Power gh
Where
𝜌 = density kg/m3
g = acceleration due to gravity (m/S2)
h = head (m)
Q = flow (m3/s)
efficiency
The power required at normal operating conditions was calculated to be 94 kW.
At the maximum flow conditions, the required power rating is 112 kW due to the increased flow
rate and a slight loss in efficiency. A large capacity motor, of a standard size (150kW), was
specified for flexibility and for uncertainty in the efficiency estimate. A motor was preferred to a
turbine driver in order to minimize the capital cost of the pump-plus-driver combination. The
pump characteristic curve of NPSHR and operating efficiency cannot be finalised until
consultations with the pump manufacturer or vendor have been completed, and a specific pump
has been selected (or designed, if a customized model is required). At that stage, the motor rating
should be reviewed to accommodate any changes.
24
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
The hazards associated with the heat transfer salt and its importance in controlling the reactor
temperatures require a highly reliable seal. Double-faced mechanical seals are recommended due
to the high operating temperature and the corrosivity of Hitec. It was considered that a packed
gland would be ineffective under these conditions. Single-faced mechanical seals would be
subject to deformation at the operating temperatures. A removable insulated cover, constructed
from mineral-fibre blocks with external sheet-metal lining, will be installed to reduce the heat
losses from the pump. The cover should enclose the body of the pump and the suction and
discharge, but not the driver. The insulation around the connecting pipes should extend to the
edge of the removable pump cover.
Table 5: Salt circulation pump specification
Type Single-stage centrifugal
Flow Pattern Mixed-flow centrifugal
Orientation Vertical discharge
Speed 870 rpm
Flow rate Normal: 22500 L/min; maximum: 29250 L/min
Head Normal: 11.0 m; shut-off: 11.5 m
Power Normal draw: 94 kW; motor rating 150 kW
Efficiency Normal: 80%; maximum flow; 75%
Impeller Diameter 520 mm
NPSHA > 9.0 m
Seals Double-surface mechanical
25
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
6 HAZARD AND OPERATIONAL CONSIDERATIONS
The initial HAZOP analysis of the reactor was complete. There are several operational problems
and probable malfunctions that could create risky situations. Most of these incidents, one hopes,
have been identified, and safety measures have been added to stop them, either through the use
of new hardware (such a gravity-feed cooling water tank put above the salt-cooler) or through
the control system. Any omissions will be found in the next stage of the design process, which
should include a formal examination by a multidisciplinary team of experts.
On the process design review team, there should be representatives from the departments in
charge of process operations, maintenance, process engineering, and process control. After then,
all modifications made during the review process should be examined in the final,
comprehensive P&ID. A formal HAZOP study should be conducted when this phase is finished
before commissioning.
At the concentrations present in the reactor, propylene and air combine to form an explosive
mixture. Any leak from the vessel or a line would be extremely risky as a result. All ignition
sources will be restricted on the property as a result. To locate leaks before they cause disasters,
regular gas line operator patrols will be arranged. Smell could be used to locate leaks of
propylene.
When it comes in contact with a hydrocarbon or any other organic molecule, the cooling salt
Hitec, which is a potent oxidant, has the potential to explode. An explosion may result from a
leak in the reaction tubes, which would bring Hitec into touch with hydrocarbon and perhaps
produce a reaction between the salt and metal. The reactor could sustain serious damage in these
circumstances. In some instances, an explosion might not happen, but the salt-metal reaction
could break multiple tubes before any outward damage is noticeable. At each shutdown and
catalyst swap, the reactor tubes will be inspected.
A significant risk could also originate from a cooling system malfunction. After cooling has
stopped, if the reaction is allowed to continue, the temperature will rise swiftly and disastrously.
The partial oxidation reaction will become unfavorable and give off approximately four times as
26
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
much heat as the entire oxidation. The likelihood of tube collapse will then increase as the
temperature rises uncontrollably. The likelihood of the salt-metal interaction increasing would
cause internal vessel damage.
Clearly, the cooling system needs emergency protections. As a backup coolant source in case of
equipment failure, a gravity feed water tank will be set up close to the salt cooler. On the salt
circuit, two pumps will be put on the boiler feed water line in parallel. A prompt emergency
shut-down is required in the event of any of the aforementioned faults.
27
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
Table 6: Reactor HAZARD and Operability study
Key word Deviation Possible Causes consequences Action Required
No flow 1. Flow stopped upstream Process stops. Inconvenience but no a) Warning should be installed upstream
hazard
2. Isolation valve fails shut Valve may overheat and/or rupture b) Install low pressure warning and manual override on valve
NONE
3. Line breakage Release of explosive mixture to c) Regular patrol of all lines. Emergency shutdow procedures.
atmosphere
More flow 4. Reactor operating at above rated Increased duty on cooling system d) Ensure over-capacity of oil supply
capacity
MORE OF
More 5. Upstream cooling equipment working Increased duty on cooling system Covered by d)
temperature ineffectively
6. Reaction favouring complete oxidation Low concentration of Acrylic acid e) Good operation of reactor. Regular renewal of catalyst
Less flow 7. Reduced feed Reduced steam production from reactor. No action required
8. Leaking flange Release of explosive mixture to Covered by c)
LESS OF
atmosphere
Less 9. Excess cooling upstream Maybe small quantity of liquid in feed No action required
temperature
10. Partial line blockage Reduced throughput f) Install bypass line or clear blockage. Maintenance to follow.
OTHER Maintenance 11. General equipment failure or catalyst Process stops g) Good practices in construction and operation. Ensure
changeover in reactor shutdown and start-up procedures are well detailed
28
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
6.1 SAFETY
The plant manager will draw attention to an operational policy that prioritizes quality above
quantity. A high-purity product eases the burden on the recovery and purifying machinery and
reduces the possibility of catastrophic accidents. The efficient operation of all process equipment
forms the basis of such a policy. No equipment should be overloaded, unless under strict
supervision and then only temporarily. Equipment life is shortened when used above its rated
capacity, and failure is more likely. If the catalyst is overloaded, it could prematurely deactivate
and release more pollutants. Cooling equipment will be built with a 25% overcapacity to provide
for atypical operating circumstances. A regular maintenance schedule will be implemented for
all essential pieces of equipment (Sou, et al. 2015).
To make the reactor "safe" after an anomalous incident, the hydrocarbon feed and the air feed
should both be reduced or stopped while the coolant (HTS) flow is kept up. The feed-water flow
of the boiler should be adjusted in order to control the reactor temperature. Although manual
overrides must be accessible in the event of controller failure, automatic replies are preferred.
Fires can be put out with extinguishers that use foam, dry chemicals, carbon dioxide, water, or
any of these. Operations should be suspended until all vapours have dispersed and the accident's
cause has been identified and handled.
6.2 OPERABILITY
There are three essential requirements for the reactor to function successfully. First, the feed
needs to be of high quality. The hydrocarbon should be thoroughly vaporized and free of any
impurities that could be catalytically oxidized to yield undesirable byproducts. Stocks of
propylene will be examined and tested upon delivery to prevent contamination of the storage
tank with impure material. When everything is normal, the air feed is not important. The catalyst
life can be extended, nevertheless, by occasionally introducing small volumes of sulphur dioxide;
this will be done periodically under controlled conditions.
The catalyst must also be maintained in good condition. Damage incurred during loading may
reduce the catalyst's life and reduce the amount of surface area accessible for reactions. If the
catalyst is loaded incorrectly, the pressure loss throughout the reactor may also increase. If the
29
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
catalyst is stored for extended periods of time in an unsuitable environment, it could become
inactive before it is used. So appropriate preparation before installation is also required.
The third requirement is that the process be appropriately regulated. The coolant flow, feed mix,
and flow characteristics are important variables. An appropriate testing program will be
developed in order to regularly monitor the feed composition and make the necessary operational
adjustments in response to charge variations.
30
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
7 ENVIRONMENTAL CONSIDERATION
The results of the HAZOP research can also be used to assess the potential environmental
impacts of reactor operation. Because the process is totally enclosed, there shouldn't be any solid,
liquid, or vapour escapes from the reactor to the environment during normal operations. The
operation should be rather quiet aside from the noise of the main feed pump, the circulating
coolant pump, and the feed-water pump to the salt-cooler.
However, it is obvious that the environment is seriously threatened by the discharge of
dangerous organic components, flammable and explosive components (such as hydrocarbons
like propylene), and extremely corrosive components (such as acids, cooling salt) during a
reaction runaway that results in an explosion. Although there are two pressure releasing devices
placed in the reactor, they might not be enough to handle all explosions and should reduce the
emission of organic vapour. The control system must provide additional security against
hazardous operational conditions. Routine thickness testing of the various reactor system
components will be required during shutdowns to monitor corrosion and ensure that the vessel
and pipe walls are maintained at an adequate thickness. to make it possible for process operators
to safety investigate Respirators will be made available to deal with any suspected process
breach before it becomes a major risk (Lin, M. 2001).
7.1 EXPOSURE TO ACRYLIC ACID
Exposure to this material can cause irritation of the skin, eyes, and respiratory tract. Burns and
rusting are both possible. There may also be damage to the eyes and lungs. Exposure can cause a
variety of symptoms, including coughing, wheezing, laryngitis, shortness of breath, headaches,
nausea, and vomiting. Inhalation may be fatal due to spasm, chemical pneumonitis, fluid in the
lungs, inflammation, and swelling of the larynx and bronchi. Even relatively little subsequent
exposures could result in a rash and sensitization (an allergic reaction). Diarrhoea, a reduction in
blood pressure, throat swelling that makes it difficult to breathe, the breakdown of
gastrointestinal mucous membranes, and pain and burning in the mouth, pharynx, and stomach
are all possible side effects of ingestion. Skin absorption through the skin can cause systemic
toxicity, rashes, and inflammation. skin-to-skin contact. Polishes, paints, varnishes, rug backings,
adhesives, plastics, textiles, and paper are examples of products that include acrylic acid.
31
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
7.2 WORKPLACE EXPOSURE STANDARDS
Maximum eight hour time weighted average (TWA): 2 parts per million (5.9 mg/m3)
These standards are only appropriate for use in workplaces and are not limited to any specific
industry or operation.
7.3 ACRYLIC ACID AND THE ENVIRONMENT
Acrylic acid shouldn't be anticipated to be hazardous to aquatic or terrestrial species at
concentrations typically seen in the environment because of the breakdown of the chemical in the
environment and its modest acute toxicity. In the presence of other precursors, acrylic acid, a
volatile organic compound (VOC), can help generate photo-chemical smog.
Acute toxic effects can result in the demise of animals, birds, or fish as well as the demise or
stunted growth of plants. Animals or plants exhibit acute (short-term) impacts two to four days
after coming into contact with a harmful chemical. Aquatic life is just slightly acutely harmful to
acrylic acid, whereas birds are highly toxic. The short-term effects of acrylic acid on plants or
land animals cannot be determined or predicted with sufficient data currently available. Reduced
longevity, reproductive issues, decreased fertility, and alterations in appearance or behavior are
examples of chronic toxic (long term) impacts. Long after the first exposure(s) to a harmful
substance, chronic effects may manifest.
7.4 ENTERING THE ENVIRONMENT
The majority (about 90%) of acrylic acid released into the environment is anticipated to dissolve
in water due to its solubility in water and vapour pressure. Rain can take the chemical out of the
atmosphere. The chemical seeps into groundwater or surface waterways if it is released onto soil.
Due to the chemical's high water solubility and low vapour pressure, leaching into ground or
surface waters is the main method of removing acrylic acid from soils. Acrylic acid
bioaccumulation is not anticipated to be considerable.
8 COST ANALYSIS
The majority of chemical engineering design projects are carried out to gather data from which
projections of capital and operating expenses can be established. Chemical plants are constructed
32
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
with the goal of turning a profit, therefore before a project's profitability can be evaluated, an
estimate of the investment and production costs is needed. Choosing between project options and
optimizing the design requires the design engineer to be able to create rough cost estimates,
which is a specialty in and of itself (Turton et al. 2009).
8.1 TOTAL PROJECT COST
The plant design affects both the fixed capital (FC) and working capital (WC). The capital
expenditures related to project financing can be a considerable project cost, particularly if the
project requires a lengthy construction period. These costs depend on the project's development
period, the company's financial status, and the financial market.
Capital is used to build plants, and the cost of that capital varies depending on whether it comes
from equity (the company's capital) or debt (loaned capital). While the cost of debt is the interest
rate on the construction loan, the cost of equity is the predicted return on equity (ROE), which is
based on the present company profitability on its capital. The accrued interest, sometimes
referred to as the interest during construction (IDC), is determined by the financing plan, interest
rate, length of the project, and draw schedule. The total project cost (TPC), which is a one-time
expense, is made up of the OC and IDC when combined (Coulson and Richardsons, 2006).
In this work, the worst-case scenario will be adopted, in which equity will be replaced by
borrowed capital. With an interest rate of 20% compounded monthly, a construction period of on
average 12 months will be utilized.
33
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
8.2 FIXED CAPITAL INVESTMENT 8.3 WORKING CAPITAL
The overall cost of planning, building, and installing a plant, as well as any related Working capital is the sum of money needed to set up and operate a
adjustments required to ready the plant site, is the fixed capital investment: factory until it begins to generate profits, over and above the cost of
The inside battery limits (ISBL) investment, which represents the cost of the building the plant. Working capital usually consists of:
actual plant, makes up the fixed capital investment. 1. Raw material inventory value, which is often calculated as the
Off-site or OSBL investment, which refers to the alterations and enhancements supplied cost of raw materials for two weeks.
that must be made to the site's infrastructure. 2. The anticipated value of the product and byproduct inventory
Engineering and building expenses equals two weeks' worth of production costs.
Contingent fees 3. Cash on hand, equal to one week's worth of production costs
4. Accounts receivable, or things that have been shipped but not yet
8.3.1 ISBL capital cost estimation been paid for, are equivalent to one month's worth of production
All of the process equipment needed to build the new plant was purchased, and its
costs.
installation was included in the cost of the ISBL plant. All of the primary process
5. Feedstock, solvents, catalysts, packaging, and other items
equipment, bulk materials, civil work, installation labor, construction fees, and
received but not yet paid for are eligible for an accounts payable
construction insurance are included in the direct costs.
credit that is equal to one month's worth of delivered costs.
6. Spare parts inventory – estimated as 1% to 2% of ISBL plus
The Bridgewater's method, a different approach, will be applied in this work due to the
OSBL investment cost.
limited availability of cost data. Using this strategy, plant expenses and the quantity of
processing stages are correlated. For facilities that primarily process solids and liquids:
0.675
Rather than capital investment, the cost of production provides a more
Q
Q 60000 : C 3200 N accurate assessment of working capital. At the conclusion of the
s
plant's life, it is recovered.
0.3
Q
Q 60000 : C 280000 N
s
34
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
where:
C = ISBL capital cost in $
8.3.5 Variable costs of production
Q = plant capacity in metric tons per year Costs that vary according on a plant's output or rate of operation are
s = reactor conversion (= mass of product per mass fed to the reactor) known as variable costs of production. Costs of packaging and
N = number of functional units. shipping are among them, as are those of raw materials, utilities,
Since the capacity of the current plant (50000 tons) is smaller than 60000 then the consumables, and effluent disposal.
second equation will be used.
0.3
52721.49
C 2800007
Variable Costs of Production
53634659.63 Item Quantity (kg) Price ($/kg) cost
0.8538
Propylene 36659867.9 0.41 15030545.84
Oxygen 276478511.80 0,042 11612097.49
8.3.2 Off-Site Costs Catalyst 91489.61 2.12 193957.97
The costs of the site infrastructure upgrades required to make room for the installation Consumables 47854 1.32 63167.28
of a new plant are included in the off-site cost or OSBL investment. Off-site Effluent disposal 142232515.90 0,015 2133487.74
Packaging and shipping 52958947.54 0,013 688466.32
investments frequently entail dealings with utilities like power or water providers. Off-
Utilities 6164213 0,02 123284.26
site investments may consist of: Total variable cost 29845006.90
Power generation facilities, turbine engines, standby generators;
Electric main substations, transformers, switchgear, and power lines.
8.3.6 Fixed costs of production
Boilers, steam mains, condensate lines, water treatment facilities for boiler Costs associated with fixed production are expenses that are incurred
feedwater, and supply pumps. independently of the plant's output or rate of operation. These costs
Cooling water mains, cooling towers, circulation pumps, and cooling water are not decreased if the plant reduces its output. Operating labor,
treatment. supervision, direct salary overhead, upkeep, property taxes and
Central laboratories, analytical tools, offices, canteens, and restrooms control insurance, land rent, allocated environmental charges, capital charges,
rooms. and sales and marketing expenses are all included in fixed production
Workshops, and maintenance facilities. costs.
Emergency services, fire-fighting equipment, fire hydrants, medical facilities.
Site security, fencing, gatehouses, landscaping.
35
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
Off-site costs are typically estimated as a proportion of ISBL costs in the early stages of Fixed Costs of Production
Item Description Cost ($)
design. For typical petrochemical projects, off-site costs are usually between 20% and The plant will have 3 shift positions
50%. In this work an initial estimate of 20% of the ISBL cost will be used. Operating labour each position costing $50000 per 150000
year
OSBL cost = 0.2(53634659.63) = 10726931.93
It will be taken as 25% of the
Supervision 37500
8.3.3 Engineering Costs operating labour costs
The engineering costs, sometimes referred to as home office costs or contractor charges, Costs of fringe benefits, payroll
taxes, health insurance and will be
include the costs of detailed design and other engineering services required to carry out Direct salary overhead 97500
taken as 40% of operating labour
plus supervision
the project: Includes both materials and
Maintenance 1609039.79
1. Detailed design engineering of process equipment, piping systems, control labour, and is 3% of the ISBL
It will be taken as 1% of the ISBL
property taxes and insurance 536346.60
systems and off-sites, plant layout, drafting, cost engineering, scale models and fixed capital
It will be taken as 1% of the ISBL
civil engineering. Rent of land & buildings 536346.60
fixed capital
Total 2966732.98
2. Procurement of main plant items and bulks
3. Construction supervision and services.
4. Administrative charges, including engineering supervision, project
Total working capital = 29845006.90 + 2966732.98
management, expediting, inspection, travel and living expenses and home office
= $ 32811739.89
overheads.
5. Bonding
Total initial investment = 96542387.34 + 32811739.89
6. Contractor’s profit.
= $ 129354127.2
Engineering costs are best estimated individually based on project scope, as they are not
directly proportional to project size. A rule of thumb for engineering costs is 30% of
ISBL plus OSBL cost for smaller projects and 10% of ISBL plus OSBL cost for larger
projects. Since the plant currently designed in this work is large enough, its engineering
costs will be 10% of the ISBL plus OSBL cost.
Engineering cost = 0.1(53634659.63) + 10726931.93 = $16090397.89
36
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
8.3.4 Contingency charges
Contingency charges are extra costs added into project budget to allow for variation
from the cost estimate. All cost estimates are uncertain, and the final installed cost of
many items is not known until installation has been successfully completed. A
minimum contingency of 10% of ISBL plus OSBL cost should be used on all projects.
Contingency charges = 0.1(53634659.63) + 10726931.93 = $16090397.89
Fixed Capital
ISBL Plant Costs $53634659.63
Off-site Costs (OSBL) $10726931.93
Engineering costs $16090397.89
Contingency Charges $16090397.89
Total Fixed Capital $96542387.34
37
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
8.4 REVENUES, MARGINS AND PROFITS
8.4.1 Revenues
The revenues for a project are the incomes earned from sales of main products and by-products. The main product is 52958947.54 metric tons of acrylic acid
and by product is 246597294.2 kg/year of fuel-gas.
Revenues
Product Amount product per year Selling price ($/kg) Total
Main product (Acrylic acid) 52958947.54 1.12 59314021.24
By-product (fuel-gas) 246597294.2 0.0012 295916.75
Total 59609937.99
8.4.2 Margins
The sum of product and by-product revenues minus raw material costs is known as the gross margin (or sometimes product margin or just margin).
Gross margin = 59609937.99 − 15030545.84 − 11612097.49 = $32967294.66
8.4.3 Profits
The cash cost of production (CCOP) is the sum of the fixed and variable production costs:
CCOP = VCOP + FCOP
where:
VCOP = sum of all the variable costs of production minus by-product revenues
FCOP = sum of all the fixed costs of production
CCOP = 29549090.15 + 2966732.98 = $ 32515823.13
38
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
This cash cost of production is the cost of making product, not including any return on the equity capital invested.
Gross profit = main product revenues – CCOP
= 32967294.66 − 26798198.11 = $26798198.11
8.4.4 Depreciation charges
The depreciable value of the asset is the initial cost of the fixed capital investment minus the salvage value at the end of the depreciable life. For this plant the
salvage value is considered to be 5% of the total initial investment. A straight-Line depreciation method will be used, and the plant life is assumed to be 10
years.
129354127.2 − 0.3(129354127.2)
Depreciation =
10
= $ 12288642.11
8.4.5 Annual cash flow
Depreciation is a noncash charge reported as an expense, which reduces income for taxation purposes. The depreciation charge is added back to the net income
after taxes to give the total cash flow from operations. The profit made by the plant is subject to a 30% tax by the government.
Taxable income = 26798198.11 − 12288642.11 = 14509556.02
Tax = 0.3(14509556.02) = 4352866.81
Annual cash flow = gross profit – taxes + depreciation
= 26798198.11 − 4352866.81 + 12288642.11
= $34733973.39
39
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
8.5 ECONOMIC EVALUATION
8.5.1 Pay-back time
A simple method for estimating the pay-back time of the project by dividing the total initial capital (fixed capital plus working capital) by the average annual
cash flow.
Total initial capital = $129354127.2
Annual cash flow = $ 34733973.39
total investment
Simple pay-back time =
average annual cash flow
129354127.2
=
34733973.39
= 3.72 years
8.5.2 Return on Investment
Return on investment, often simply called ROI is the ratio of profit to the cost of an investment. ROI is used by businesses and individuals to evaluate the
efficiency of risking their capital.
net annual profit
ROI 100
total investment
34733973.39
=
129354127.2
= 26.88 %
This figure shows that the project will return the capital invested at a rate of 26.88%, which shows that the plant will make profit since this percentage is higher
than the cost of capital.
40
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
8.5.3 Net Present value
The net present value (PNV) of a project is the sum of the present values of the future cash flows:
n t
CFn
NPVn
1 i
n
n 1
CFn = cash flow in year n
t = project life in years
i = interest rate
For an interest rate of 12 % and the project life of 25 years:
Year Gross profit Depreciation Taxable Income Tax Cash flow Discount factor Present value of CF
0 0 0 0 0 -129354127,2 1 -129354127,2
1 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,892857 31012476,24
2 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,797194 27689710,93
3 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,71178 24722956,19
4 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,635518 22074068,02
5 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,567427 19708989,31
6 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,506631 17597311,88
7 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,452349 15711885,61
8 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,403883 14028469,29
9 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,36061 12525419,01
10 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,321973 11183409,83
66900569,08
Because future cash flows are discounted, the net present value is never more than the project's total future value. Excel spreadsheets made it
simple to compute net present value. The interest rate applied and the time period under consideration have a significant impact on the net present
value. Because it takes into account the time value of money as well as annual change in costs and revenues, net present value is a more helpful
41
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
economic metric than simple payback and ROI. When compared to the table above, the current project has potential.
8.5.4 Discounted Cash-Flow Rate of Return
The discounted cash-flow rate of return is the interest rate at which the cumulative net present value at the end of the project is zero. It is a measure of the
maximum interest rate that the project could pay and still break even by the end of the project life. For this project the Discounted Cash-Flow Rate of Return is
found to be 23.6%
Year Gross profit Depreciation Taxable Income Tax Cash flow Discount factor Present value of CF
0 0 0 0 0 -129354127,2 1 -129354127,2
1 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,808841 28094259,12
2 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,654224 22723786,51
3 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,529163 18379928,47
4 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,428009 14866438,33
5 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,346191 12024583,71
6 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,280013 9725975,398
7 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,226486 7866766,927
8 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,183191 6362963,029
9 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,148173 5146624,895
10 26798198,11 12288642 14509556,02 4352866,806 34733973,39 0,119848 4162800,835
0
For this project the Discounted Cash-Flow Rate of Return is found to be 23.6%. This value is greater than the cost of capital or rather the interest
rate of 12%. This indicates that the plant is making profits, although there are still indications that this is not good enough profits since the
Discounted Cash-Flow Rate of Return is not far from the interest rate. Hence the decision of increasing the main product price is still
recommended to make enough profits.
42
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
8.5.5 Simple sensitivity analysis
An economic evaluation of a project can only be built on the most precise estimations of the required cash flows and investments. The actual cash flows
produced in any given year will be impacted by changes in sales volume, pricing, and the cost of raw materials and other operating expenses. A sensitivity
analysis is a technique for determining how predicting uncertainty may impact the viability of a project. By first calculating the investment and cash flows
using what are believed to be the most likely values for the individual parts, the base case for the study is established. The various cost model parameters are
then updated, assuming varying levels of error. The numerous cost model parameters are then altered while assuming various levels of factor-specific
imprecision. This will show how prone to forecasting errors the cash flows and economic criteria are. A sensitivity analysis sheds light on the degree of risk
involved in making predictions about the project's expected success.
Global marketplaces that are volatile and unstable have wide- 80000000
ranging effects on manufacturing companies. Unexpected
70000000
difficulties are causing supply chains to become unstable and
making it harder for firms to be profitable. These difficulties 60000000
range from rising energy prices to unexpected swings in raw 50000000
material costs. It is up to manufacturers to decide whether to
40000000
absorb additional costs, come up with new ways to reduce the
costs, or pass price increases on to customers who are already NPV 30000000
reluctant to spend money. Commodity price volatility may not
20000000
just be a temporary phenomenon, as supplies of many raw
10000000
materials are becoming harder to secure.
From the figure it can be seen that this plant can absorb raw 0
0% 10% 20% 30% 40% 50% 60% 70%
material price increment up to approximately 60% before have
-10000000
a negative NPV. This shows that the project can withstand Raw material % increase
prices changes and still make profit.
Figure 4: Change in NPV with increase in raw material prices
43
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
9 CONCLUSION
The molybdenum catalyst process will be used in a single packed-bed catalytic tube reactor. The
reactor must be able to produce 50000 tons of 99.5 mole percent pure acrylic acid annually. Pure
propylene at room temperature and 435.6975 kPa is the feed, and air-derived oxygen is
accessible at 24.75 °C and 101.325 kPa. Maximum temperature for the reactor is 250 °C. A
suitable coolant should be used to eliminate the excess heat. To prevent potential harm to the
catalyst, coolant, and products, any hot areas in the reactor must be regulated. The container
should be able to survive an internal propylene explosion brought on by auto-ignition (or another
event), which could lead to a rise in pressure. Additionally, access to the tubes must be allowed
in order to replace the catalyst.
Propylene is first oxidized to acrolein and then further oxidized to acrylic acid as part of the two-
step partial oxidation reaction method used to produce acrylic acid. As stated above, each
reaction step actually occurs over a different catalyst and under various operating circumstances.
There isn't much precise knowledge that is directly relevant to the oxidation of propylene into
acrolein. As a result, an all-encompassing term was used in this work.
Many of the design decisions that must be made center on heat transfer issues. Based on
temperature restrictions, the heat transfer coefficient, cost, availability, use-related risks, and
corrosivity, the heat transfer medium was chosen. The heat transfer coefficient and operating
temperature were found to be of special significance.
Software called COCO simulation was used to simulate a model of the reactor under various
operating scenarios. The best design that addressed all requirements for the conversion and
temperature profile was found using an iterative methodology. The length of the tube needed to
adequately control temperatures, the flow of coolant needed to bring the temperature down to a
manageable level, and the overall transfer coefficient needed to dissipate the heat and prevent hot
spots in the reactor were all design parameters that were determined from the computer mode.
44
Downloaded by Victor Anukam (unisamodules5@gmail.com)
lOMoARcPSD|36802351
10 REFERENCES
1. Borts, M.S., Gilchenok, N.D., Ignatev, V.M., Gurevich, G.S., 1986. Kinetics of vapor-
phase hydrogenation of furfural on a copper chromium catalyst. Journal of Applied
Chemistry of the USSR 59, 114e117.
2. Chen, Y.C., Li, K.L., Chen, C.L., Chien, I.L., 2015. Design and control of a hybrid
extractiondistillation system for the separation of pyridine and water. Industrial and
Engineering Chemistry Research 54, 7715e7727.
3. Fogler, H.S., 2006. Elements of Chemical Reaction Engineering, fourth ed. Prentice Hall
PTR, Upper Saddle River, New Jersey (Chapter 12).
4. ICIS Pricing: Acrylic Acid/Acrylate Esters (Asia Pacific), 8th, January 2014.
5. Ku¨ru¨m, S., Fonyo, Z., Kut, O¨ .M., 1995. Design strategy for acetic acid recovery.
Chemical Engineering Communications 136, 161.
6. Luyben, W.L., 2011. Principles and Case Studies of Simultaneous Design (Chapter 5).
Wiley, NewYork.
7. Seider, W.D., Seader, J.D., Lewin, D.R., Widagdo, S., 2009. Product and Process Design
Principles, third ed. Wiley, Hoboken, New Jersey.
8. Suo, M., Zhang, H., Ye, Q., Dai, X., Yu, H., Li, R., 2015. Design and control of an
improved acrylic acid process. Chemical Engineering Research and Design 104,
346e356.
9. Turton, R., Ballie, R.C., Whiting, W.B., Shaeiwitz, J.A., 2009. Analysis, Synthesis, and
Design of Chemical Processes, third ed. Pearson, Boston, MA.
10. Tripodi (2017) NMR-spectroscopic and densimetric study of reaction kinetics of acrylic
acid formation in water. Ind. Eng. Chem. Res., 34 (2), 440–450.
45
Downloaded by Victor Anukam (unisamodules5@gmail.com)
You might also like
- LPI - Selftesttraining.202 450.v2019!02!20.by - Mark.65qDocument38 pagesLPI - Selftesttraining.202 450.v2019!02!20.by - Mark.65qgoatsoteNo ratings yet
- Online Examination SystemDocument61 pagesOnline Examination SystemGerald Vames100% (1)
- Application of Modbus RTU DNP3 and IEC 61850 in Substation Protection and AutomationDocument160 pagesApplication of Modbus RTU DNP3 and IEC 61850 in Substation Protection and Automationsani priadi100% (1)
- Arc Flash Protection Goggle W/ Nose Shield. ATPV 12 Calories. Product DetailsDocument1 pageArc Flash Protection Goggle W/ Nose Shield. ATPV 12 Calories. Product DetailsFabiánArcos100% (1)
- American Girl Presentaton Team-6Document9 pagesAmerican Girl Presentaton Team-6Ashish Kaushal RanjanNo ratings yet
- 10.performance Improvement of Grid Integrated Solar PV System Using DNLMS Control AlgorithmDocument3 pages10.performance Improvement of Grid Integrated Solar PV System Using DNLMS Control Algorithmralu_mnbNo ratings yet
- Reactor Designforthe Conversionof Waste Plasticinto Fuel Oiland GasDocument84 pagesReactor Designforthe Conversionof Waste Plasticinto Fuel Oiland GasMeetu KaurNo ratings yet
- Power Station Operations Millmerran Power Station Feed Water Dissolved Oxygen ControlDocument84 pagesPower Station Operations Millmerran Power Station Feed Water Dissolved Oxygen ControlJayanath Nuwan SameeraNo ratings yet
- Final Internship Report Murdoch University Internship at The BP Kwinana RefineryDocument44 pagesFinal Internship Report Murdoch University Internship at The BP Kwinana RefineryHoàng Nguyễn ĐứcNo ratings yet
- Numerical Modeling and Experimental Investigation For Optimization in Quenching Processes of Aluminum and Steel PartsDocument166 pagesNumerical Modeling and Experimental Investigation For Optimization in Quenching Processes of Aluminum and Steel PartsParth KhandelwalNo ratings yet
- A S W H R: Luminum Melter Aste EAT EcoveryDocument68 pagesA S W H R: Luminum Melter Aste EAT EcoveryiimcaemdwNo ratings yet
- Thang Thesis FinalDocument125 pagesThang Thesis Finalkwedjeu ronaldNo ratings yet
- StrathClyde OpenCL ThesisDocument79 pagesStrathClyde OpenCL ThesisMahdi MahnazNo ratings yet
- Electrofiltration Technique For Water and Wastewater Treatment Andbio-Products ManagementDocument13 pagesElectrofiltration Technique For Water and Wastewater Treatment Andbio-Products ManagementMehdi ZolfaghariNo ratings yet
- 2018 Preliminary Application Analysis of Supercritical CO2 Technology For Power GenerationDocument97 pages2018 Preliminary Application Analysis of Supercritical CO2 Technology For Power GenerationAditya BansodNo ratings yet
- The durability of polyurethane protective coatingsDocument225 pagesThe durability of polyurethane protective coatingscatiasousa1No ratings yet
- DissertationDocument130 pagesDissertationjohanNo ratings yet
- ApplicationsDocument256 pagesApplicationsfaten saadNo ratings yet
- Faculty of EngineeringDocument32 pagesFaculty of Engineeringkato fredNo ratings yet
- Progress Report 2 Mohamad Aliff 7697 ElectrolyzerDocument37 pagesProgress Report 2 Mohamad Aliff 7697 ElectrolyzerggleichgesinntenNo ratings yet
- Imranabdhalimzaki 9134 Chem - Eng.fyp2 Dec2010Document34 pagesImranabdhalimzaki 9134 Chem - Eng.fyp2 Dec2010Hoàng NhânNo ratings yet
- 2017 PHD Cowan PDFDocument230 pages2017 PHD Cowan PDFFUCKUNo ratings yet
- Optimization of CMOS at Deep Cryogenic TemperaturesDocument56 pagesOptimization of CMOS at Deep Cryogenic Temperaturestb_1234No ratings yet
- 02 WholeDocument156 pages02 Wholeคงเดช คํานึกNo ratings yet
- Saliboko final bookDocument42 pagesSaliboko final bookElisha NiyoshimaNo ratings yet
- 2009 - Modelling of Primary Reformer Tube Metal Temperature (TMT)Document79 pages2009 - Modelling of Primary Reformer Tube Metal Temperature (TMT)Lokesh RavichandranNo ratings yet
- 7610p2 - PRAHA PDFDocument120 pages7610p2 - PRAHA PDFBiswa RocksNo ratings yet
- On Scaling of Brake Test Sae J2522Document88 pagesOn Scaling of Brake Test Sae J2522karlmarxcomunistoNo ratings yet
- Fyp Final Report 15033 V3Document50 pagesFyp Final Report 15033 V3Thirumani SelvamNo ratings yet
- Simulation Study of Cryogenic Air Separation PDFDocument58 pagesSimulation Study of Cryogenic Air Separation PDFAHMEDNo ratings yet
- Comsol Multiphysics PDFDocument168 pagesComsol Multiphysics PDFYoucef SadikNo ratings yet
- Kaisare Et Al. (2012) - A Review On Microcombustion Fundamentals, Devices and ApplicationsDocument39 pagesKaisare Et Al. (2012) - A Review On Microcombustion Fundamentals, Devices and ApplicationsEmily LinNo ratings yet
- Law Wai Cheung ReportDocument55 pagesLaw Wai Cheung ReportfastNo ratings yet
- Zachariades15PhD-ball MillDocument131 pagesZachariades15PhD-ball MillmyselfdebjyotiNo ratings yet
- Carbon Capture Technology Compendium 2020Document818 pagesCarbon Capture Technology Compendium 2020Barış GürelNo ratings yet
- Sebesta2018 PDFDocument159 pagesSebesta2018 PDFDary Nur AhmadNo ratings yet
- LNG Permit To ConstructDocument78 pagesLNG Permit To ConstructAly Sera100% (1)
- Kyambogo University: Design of Heat Recovery SystemDocument26 pagesKyambogo University: Design of Heat Recovery Systemkato fredNo ratings yet
- Experimental FinalDocument49 pagesExperimental Finalcheruiyotnixon26No ratings yet
- A. Alexakis PHD Thesis - FINALDocument438 pagesA. Alexakis PHD Thesis - FINALdodikNo ratings yet
- Atmospheric Water Generator - ReportDocument38 pagesAtmospheric Water Generator - ReportArif AliNo ratings yet
- Fyp Dissertation - Tuan M. Lukmanul Hakim - 14791Document52 pagesFyp Dissertation - Tuan M. Lukmanul Hakim - 14791Muthu Praveen SarwanNo ratings yet
- MQP Final ReportDocument57 pagesMQP Final ReportHritik Mali PatilNo ratings yet
- (Meuleman & Awtry, 2018)Document82 pages(Meuleman & Awtry, 2018)Gabriel DiazNo ratings yet
- Cee ModulesDocument71 pagesCee ModulesSHUBHAMNo ratings yet
- DissertationDocument85 pagesDissertationJosephNo ratings yet
- Pressurepipe Co Ass Techs Rep Final 2020 05 11-6Document54 pagesPressurepipe Co Ass Techs Rep Final 2020 05 11-6wendydy6No ratings yet
- Hydrogenation of Maleic Acid To TetrahydrofuranDocument346 pagesHydrogenation of Maleic Acid To TetrahydrofuranDhaval ShahNo ratings yet
- Birkeland MartinDocument63 pagesBirkeland MartinHabtamu HaileNo ratings yet
- Group 19 - Ekc316 IdDocument37 pagesGroup 19 - Ekc316 IdALAMEL MANZGHAI A/P GANESONNo ratings yet
- Hydrogen Based Energy Storage System For Integration With Dispatchable Power Generator - Phase 1 Feasibility Study - Final Technical ReportDocument102 pagesHydrogen Based Energy Storage System For Integration With Dispatchable Power Generator - Phase 1 Feasibility Study - Final Technical ReportFreyrVoNo ratings yet
- VM Spatial AveDocument107 pagesVM Spatial AveiJordanScribdNo ratings yet
- Recent Progress and New Developments in Post Comb - 2015 - International JournalDocument29 pagesRecent Progress and New Developments in Post Comb - 2015 - International Journalomkargaikwad5577No ratings yet
- D3.04 - SYNER-G - Fragility Functions For Gas and Oil System NetworksDocument94 pagesD3.04 - SYNER-G - Fragility Functions For Gas and Oil System NetworksGabriela NiñoNo ratings yet
- Next Generation Microchannel Heat ExchangersDocument123 pagesNext Generation Microchannel Heat Exchangersjorgebejor6No ratings yet
- Design and Development of Out of Sight Monitoring DeviceDocument99 pagesDesign and Development of Out of Sight Monitoring DeviceIbrahim KakarNo ratings yet
- Design and Imlementation of Susu Collection SystemDocument29 pagesDesign and Imlementation of Susu Collection Systemmohammedsuleyman43No ratings yet
- Group 11 - Plant Design I - Interim ReportDocument199 pagesGroup 11 - Plant Design I - Interim ReportZen AlkaffNo ratings yet
- Progress Report I Mohamad Aliff 7697 ElectrolyzerDocument34 pagesProgress Report I Mohamad Aliff 7697 ElectrolyzerggleichgesinntenNo ratings yet
- EPRI CTC Global ACCC Aging TestsDocument66 pagesEPRI CTC Global ACCC Aging Testspaul walkerNo ratings yet
- Engineered Ceramics: Current Status and Future ProspectsFrom EverandEngineered Ceramics: Current Status and Future ProspectsTatsuki OhjiNo ratings yet
- Thermal Conductivity Measurements in Atomically Thin Materials and DevicesFrom EverandThermal Conductivity Measurements in Atomically Thin Materials and DevicesNo ratings yet
- Vision, Mission, School Map and History of OLRADocument4 pagesVision, Mission, School Map and History of OLRAJowel Mercado RespicioNo ratings yet
- Identification and Prediction of Piping System NoiseDocument7 pagesIdentification and Prediction of Piping System NoisejjirwinNo ratings yet
- Idirect Product PortfolioDocument74 pagesIdirect Product PortfolioImran SadiqNo ratings yet
- Grade 7&8 Week 2Document18 pagesGrade 7&8 Week 2RUSELLE HOROHORONo ratings yet
- Drainage Systems in ApartmentsDocument16 pagesDrainage Systems in ApartmentsAarthi RNo ratings yet
- Plucka 1450909082Document83 pagesPlucka 1450909082AymeeenNo ratings yet
- Commercial Law Review 2023Document21 pagesCommercial Law Review 2023David Dumaluan IVNo ratings yet
- Midrex 2017 DFM1stQtrPrintFinalDocument13 pagesMidrex 2017 DFM1stQtrPrintFinalMohamed ShabanNo ratings yet
- Pa2 Class 11 Commerce Blue Print PDFDocument1 pagePa2 Class 11 Commerce Blue Print PDFKash Ghuman tvNo ratings yet
- Design of Connecting Rod For Light Weight Using C70S6 MaterialDocument9 pagesDesign of Connecting Rod For Light Weight Using C70S6 MaterialKongala Vamsi KrishnaNo ratings yet
- Chapter1and2 CombinedDocument71 pagesChapter1and2 CombinedMarc de GuzmanNo ratings yet
- Survey of Road DataDocument23 pagesSurvey of Road DataMuddasar AhmedNo ratings yet
- ORB Part II ExamplesDocument5 pagesORB Part II ExamplesRosario SisniegasNo ratings yet
- IT - Software DevelopmentDocument6 pagesIT - Software DevelopmentRubayet HassanNo ratings yet
- El6029 Canled Epu PDFDocument1 pageEl6029 Canled Epu PDFHector CardenasNo ratings yet
- ROOF R04 Weight-Thermal Report PDFDocument3 pagesROOF R04 Weight-Thermal Report PDFDonald HamiltonNo ratings yet
- Crim 4 Week 6Document2 pagesCrim 4 Week 6Rose Jane JuanNo ratings yet
- DLL Nov. 25-29Document3 pagesDLL Nov. 25-29Cristel Anne A. LlamadorNo ratings yet
- Unit 5 Air CompressorDocument15 pagesUnit 5 Air Compressormadhume01No ratings yet
- InventorymanualDocument133 pagesInventorymanualArti MongaNo ratings yet
- Pamphlet 60 - Edition 7 - Aug 2013 PDFDocument28 pagesPamphlet 60 - Edition 7 - Aug 2013 PDFmonitorsamsungNo ratings yet
- Legal Brief - MetahumansDocument3 pagesLegal Brief - MetahumansEver Alcazar50% (2)
- RDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Document9 pagesRDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Kris TinaNo ratings yet
- Business Form Three Term 3 Holiday AssignmentDocument4 pagesBusiness Form Three Term 3 Holiday Assignmentbalozi training InstituteNo ratings yet
- Questionnaire Students Satisfaction On Online LearningDocument8 pagesQuestionnaire Students Satisfaction On Online Learningapi-563923766No ratings yet
- Steel Design 3 Nov 2020Document1 pageSteel Design 3 Nov 2020IaamIiaann100% (1)