Download as pdf or txt
You might also like
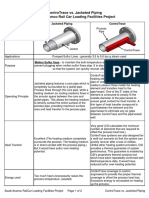
- ControTrace Vs Jacketed Piping enDocument3 pagesControTrace Vs Jacketed Piping enYoung-seok Hwang100% (1)
- Piping System DesignDocument66 pagesPiping System DesignChinmoy12533995100% (2)
- Paper On CGD NetworkDocument5 pagesPaper On CGD NetworkAnant RubadeNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- MF 660Document7 pagesMF 660Sebastian Vasquez OsorioNo ratings yet
- Introduction To ANSYS Rigid and Flexible Dynamic AnalysisDocument36 pagesIntroduction To ANSYS Rigid and Flexible Dynamic AnalysisIsrar UllahNo ratings yet
- An Overview of The Automated Pouring ProcessDocument9 pagesAn Overview of The Automated Pouring ProcesskarthikkandaNo ratings yet
- STS The Expanding Role of N2 in Mitigating Sprinkler Pipe Corrosion Final PDFDocument8 pagesSTS The Expanding Role of N2 in Mitigating Sprinkler Pipe Corrosion Final PDFDouglas BlacketNo ratings yet
- Cutting Costs: in Pump and Pipe SizingDocument4 pagesCutting Costs: in Pump and Pipe Sizingpca97No ratings yet
- Gas Piping Best Practices Chris WolfeDocument11 pagesGas Piping Best Practices Chris WolfeZeshanNo ratings yet
- Condenser and Hybrid Gas Removal System Design For A High Non-Condensible Load PlantDocument4 pagesCondenser and Hybrid Gas Removal System Design For A High Non-Condensible Load PlantAgustin A.No ratings yet
- Thermal Design Considerations For Centrifugal Compressor Piping SystemsDocument5 pagesThermal Design Considerations For Centrifugal Compressor Piping SystemsSerge Rinaudo100% (1)
- Process Optimization-Tiew (IGL Services SDN BHD.)Document9 pagesProcess Optimization-Tiew (IGL Services SDN BHD.)cristianNo ratings yet
- Efficient Pneumatic ConveyingDocument14 pagesEfficient Pneumatic Conveying설동하100% (2)
- Cryogenic Piping DesignDocument19 pagesCryogenic Piping Designsatishchemeng80% (10)
- Pump Zone ArticleDocument13 pagesPump Zone Articlesameerc12No ratings yet
- Unesco - Eolss Sample Chapters: Vacuum Creating EquipmentDocument7 pagesUnesco - Eolss Sample Chapters: Vacuum Creating Equipmentahmed nawaz100% (1)
- Optimizing Condenser Water Flow RatesDocument12 pagesOptimizing Condenser Water Flow RatesNakkolopNo ratings yet
- Refining Standards & Specifications Communication SP-42-18.2 Accessories For Atmospheric Storage TanksDocument3 pagesRefining Standards & Specifications Communication SP-42-18.2 Accessories For Atmospheric Storage Tanksviller_lpNo ratings yet
- PotterWhitepaper - Corrosion Inhibition Using Nitrogen PDFDocument10 pagesPotterWhitepaper - Corrosion Inhibition Using Nitrogen PDFDouglas BlacketNo ratings yet
- Piping: Kevin D. Rafferty, P.E. Geo-Heat Center Klamath Falls, Oregon 97601Document19 pagesPiping: Kevin D. Rafferty, P.E. Geo-Heat Center Klamath Falls, Oregon 97601danianpdNo ratings yet
- Potter Certified Contractor N2 Technology For Dry PreactionDocument21 pagesPotter Certified Contractor N2 Technology For Dry Preactionahmed salahNo ratings yet
- Gen-Spc-Pip-5100 - Rev. BDocument8 pagesGen-Spc-Pip-5100 - Rev. BAHMED AMIRANo ratings yet
- DLT 1269-2013 EnglishDocument19 pagesDLT 1269-2013 EnglishCourage MurevesiNo ratings yet
- Foster Wheeler Oxy Combustion Final Report Nov 2006Document165 pagesFoster Wheeler Oxy Combustion Final Report Nov 2006manueldidyNo ratings yet
- Steam System Best Practices Document No. 3 Steam Trap Leak RatesDocument3 pagesSteam System Best Practices Document No. 3 Steam Trap Leak RatesDxtr MedinaNo ratings yet
- Medical and Laboratory Gas Pipeline Design Part 1Document3 pagesMedical and Laboratory Gas Pipeline Design Part 1karunaNo ratings yet
- Design Considerations When Rod Pumping Gas WellsDocument12 pagesDesign Considerations When Rod Pumping Gas Wellssurakhi2011No ratings yet
- Flare Design CriteriaDocument7 pagesFlare Design Criteriamujidah27100% (1)
- DLT 5054-1996Document245 pagesDLT 5054-1996ecsuperalNo ratings yet
- Gas Extraction System in Kawerau Geothermal Power PlantDocument5 pagesGas Extraction System in Kawerau Geothermal Power PlantdickyNo ratings yet
- Non Condensable GasDocument4 pagesNon Condensable GasSherwin AgootNo ratings yet
- 21, Rue D'artois, F-75008 PARIS: CIGRE 2012Document5 pages21, Rue D'artois, F-75008 PARIS: CIGRE 2012subidubi99No ratings yet
- Piping, Fittings, and ValvesDocument9 pagesPiping, Fittings, and Valvesaasatti100% (1)
- Die Materials & Technologies: Business Solutions Based On NADCA ResearchDocument28 pagesDie Materials & Technologies: Business Solutions Based On NADCA ResearchNageswara Rao Suthraye100% (2)
- 32 Productivity Increase in A PeirceSmith Convert 153013Document14 pages32 Productivity Increase in A PeirceSmith Convert 153013amirlpNo ratings yet
- Piping Engineering Note Nitrogen Purge SystemDocument20 pagesPiping Engineering Note Nitrogen Purge SystemchrysanthiiiiiiNo ratings yet
- 10 11648 J Sjee 20130102 11Document8 pages10 11648 J Sjee 20130102 11DrArkanNo ratings yet
- Use of Glass Reinforced Epoxy (GRE) Piping For Fire Water Applications - OffshoreDocument10 pagesUse of Glass Reinforced Epoxy (GRE) Piping For Fire Water Applications - OffshoreMubeenNo ratings yet
- LNG Vaporization PDFDocument18 pagesLNG Vaporization PDFihllhm100% (1)
- Gas Installation PDFDocument31 pagesGas Installation PDFNelson VargasNo ratings yet
- 2017 Technical Paper 6Document46 pages2017 Technical Paper 6finiteinjustice0% (1)
- 0708 R RE 001 Design BasisDocument11 pages0708 R RE 001 Design BasisHimawan Sigit NugrohoNo ratings yet
- Pipe VelocityDocument7 pagesPipe Velocityنور القمرNo ratings yet
- Steel DegassingDocument25 pagesSteel DegassingmahaveenNo ratings yet
- Piping BasisDocument32 pagesPiping Basislowermine100% (2)
- ML092530081Document17 pagesML092530081Masood AlamNo ratings yet
- Inspection Engineer Interview Points Piping: Commonly Used Construction CodesDocument39 pagesInspection Engineer Interview Points Piping: Commonly Used Construction CodesAshat Ul Haq100% (2)
- GBT223 69-2008enDocument6 pagesGBT223 69-2008enUDDOM CHHENGNo ratings yet
- Optimization of Heat Exchanger Design Parameters For Hydrocarbon Refrigerant SystemsDocument51 pagesOptimization of Heat Exchanger Design Parameters For Hydrocarbon Refrigerant SystemsAbdullahAmjadNo ratings yet
- Plug Process Repair Heat Exchangers PDFDocument6 pagesPlug Process Repair Heat Exchangers PDFJOÃO CARLOS SILVANo ratings yet
- Introduction To Hydrogen Piping and Pipeline Systems ASME B313 Vs ASME B3112 PDFDocument4 pagesIntroduction To Hydrogen Piping and Pipeline Systems ASME B313 Vs ASME B3112 PDFYudha Andrie Sasi ZenNo ratings yet
- ControTrace Benefits SummaryDocument2 pagesControTrace Benefits SummaryYoung-seok Hwang100% (1)
- KRs 12-12-10 ASME POWER BOOK Ch25 11-30-10 PDFDocument28 pagesKRs 12-12-10 ASME POWER BOOK Ch25 11-30-10 PDFvcharlesNo ratings yet
- Compressor Inlet Piping - Compressed Air Best PracticesDocument10 pagesCompressor Inlet Piping - Compressed Air Best PracticesBehroozRaadNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Chassis - Steering SystemDocument29 pagesChassis - Steering Systemautomobile kmctptcNo ratings yet
- Coursera 93XZ3NR5VGKADocument1 pageCoursera 93XZ3NR5VGKAShrey Sahai GuptaNo ratings yet
- 84576Document146 pages84576Leobardo Genaro Roque NájeraNo ratings yet
- Appendix A. Type HB To SV Conversion ChartsDocument1 pageAppendix A. Type HB To SV Conversion ChartsKiran K CNo ratings yet
- Complete Rotational System Manual ME 8950A PDFDocument49 pagesComplete Rotational System Manual ME 8950A PDFSindi DayanaNo ratings yet
- My Publications and Workshops ListDocument4 pagesMy Publications and Workshops Listraviteja tankalaNo ratings yet
- Specifying A SolenoidDocument2 pagesSpecifying A SolenoidfadhlidzilNo ratings yet
- Abaqus AnalysisDocument12 pagesAbaqus AnalysisMohan BhalmeNo ratings yet
- Determination of Mohr Cou Lombs Hear Strength ParametersDocument8 pagesDetermination of Mohr Cou Lombs Hear Strength ParametersSammy Davis Lucano PoloNo ratings yet
- Pressure Vessel BrochureDocument19 pagesPressure Vessel BrochureNikhil VermaNo ratings yet
- Piping Class - GD30Document3 pagesPiping Class - GD30Dmitriy RybakovNo ratings yet
- Numerical Modeling of Wet Cooling Towers-Part 1 - Mathematical and Physical Models - A. K. Majumdar, A. K. Singhal, D. B. SpaldingDocument8 pagesNumerical Modeling of Wet Cooling Towers-Part 1 - Mathematical and Physical Models - A. K. Majumdar, A. K. Singhal, D. B. SpaldingFabio Manuel Rangel MoralesNo ratings yet
- Condensate System PresentationDocument24 pagesCondensate System Presentationмing junNo ratings yet
- A Study of The PA66 Mechanical Behaviour of A Glass Fibre Reinforced Polyamide 6,6, Experimental InvestigationDocument9 pagesA Study of The PA66 Mechanical Behaviour of A Glass Fibre Reinforced Polyamide 6,6, Experimental InvestigationOumeyma HamlauiNo ratings yet
- HD75 TD2011L04W HD75K TD2011L04W W V5 en-GBDocument2 pagesHD75 TD2011L04W HD75K TD2011L04W W V5 en-GBFelix Sanders0% (2)
- Filler Wire For MIG/MAG Welding IRS M-46-2003 (With Amendment No.1)Document1 pageFiller Wire For MIG/MAG Welding IRS M-46-2003 (With Amendment No.1)Lakhwant Singh KhalsaNo ratings yet
- Leistritz PDFDocument8 pagesLeistritz PDFJose MarquezNo ratings yet
- Skid-Steer Loader: Operating Weight 2673 KG Engine Power 36.4 KW Rated Operating Capacity 858 KGDocument2 pagesSkid-Steer Loader: Operating Weight 2673 KG Engine Power 36.4 KW Rated Operating Capacity 858 KGPedro MaureiraNo ratings yet
- Gas Compression Dresser Rand PDFDocument28 pagesGas Compression Dresser Rand PDFAnonymous 1XHScfCINo ratings yet
- En 331 (2015) - Isolation Ball ValveDocument10 pagesEn 331 (2015) - Isolation Ball ValveSumit RathoreNo ratings yet
- Refresher - Structural Design and Construction: Inhinyero Review CenterDocument4 pagesRefresher - Structural Design and Construction: Inhinyero Review Centermichael SonuganNo ratings yet
- Understanding Stress Comments & Symbols On Pipe Stress SketchesDocument1 pageUnderstanding Stress Comments & Symbols On Pipe Stress Sketchestibor121774_66173108No ratings yet
- Materials Today Communications: S. Deniz Varsavas, Cevdet KaynakDocument10 pagesMaterials Today Communications: S. Deniz Varsavas, Cevdet KaynakbnechitaNo ratings yet
- Rotating Equipment MeasurementDocument15 pagesRotating Equipment MeasurementAndinata SitepuNo ratings yet
- ASTM A370 Hardness ConversionDocument1 pageASTM A370 Hardness ConversionAntonio J0% (1)
- RT ProcedureDocument43 pagesRT ProcedureJeganeswaranNo ratings yet
- On The Motion of The Centre of Mass of A System of ParticlesDocument14 pagesOn The Motion of The Centre of Mass of A System of ParticlesLuiz H FrançaNo ratings yet
- MECHANICS Kinematics: Chapter 2 - Motion Along A Straight LineDocument11 pagesMECHANICS Kinematics: Chapter 2 - Motion Along A Straight LineDan AltmanNo ratings yet