
RK-495 Rotary Table - Operations & Maintenance Manual (29170000, Rev.1)
RK-495 Rotary Table - Operations & Maintenance Manual (29170000, Rev.1)
You might also like
- Mercury.6 8 9.9 15HP.2 Stroke - Service.manualDocument0 pagesMercury.6 8 9.9 15HP.2 Stroke - Service.manualRodolfo Molinas80% (5)
- Kioti Daedong CK2610 (H), CK3510 (H), CK4010 (H) Tractors Service ManualDocument19 pagesKioti Daedong CK2610 (H), CK3510 (H), CK4010 (H) Tractors Service ManualLisakoly0% (2)
- DD15 Detroit DieselDocument10 pagesDD15 Detroit Dieselstarsky100% (4)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Install Cruise Control On Toyota Corolla AltisDocument7 pagesInstall Cruise Control On Toyota Corolla AltisFrank JosephNo ratings yet
- Foote-Jones 8000 Series Gear Reducer ManualDocument20 pagesFoote-Jones 8000 Series Gear Reducer ManualbwelzNo ratings yet
- Maintenance and Inspection - ChiczanDocument9 pagesMaintenance and Inspection - ChiczanIngenius TeamNo ratings yet
- Service Manual: DEH-3400RDocument73 pagesService Manual: DEH-3400RДианка РусалкаNo ratings yet
- Service Manual Diesel Engine DB33ADocument78 pagesService Manual Diesel Engine DB33ADVHHTC100% (4)
- Current Reality and Gsaps ReviewDocument21 pagesCurrent Reality and Gsaps Reviewapi-440230265No ratings yet
- American Block Swivels Model A-200Document20 pagesAmerican Block Swivels Model A-200aldino020203100% (2)
- Scan 16 - 09 - 2019 PDFDocument10 pagesScan 16 - 09 - 2019 PDFanon_92005543No ratings yet
- Hartl Powercrusher PC1 Impact Crusher Service ManualDocument22 pagesHartl Powercrusher PC1 Impact Crusher Service ManualMax Perminov100% (1)
- Cavex ManualDocument20 pagesCavex ManualQuinn GoldenNo ratings yet
- Air Operated Locking Differential: Installation GuideDocument42 pagesAir Operated Locking Differential: Installation GuideMahomed Samir IdrisseNo ratings yet
- Carter Emd645 PDFDocument11 pagesCarter Emd645 PDFHANSELL MIRANDA ALVANo ratings yet
- ARB RD176 ManualDocument40 pagesARB RD176 ManualalanschNo ratings yet
- KUKA KR30 MaintenanceDocument17 pagesKUKA KR30 MaintenanceJohan Zraghoz100% (2)
- Supplementary Operating Manual KSB EthanormDocument10 pagesSupplementary Operating Manual KSB EthanormLucas Rizzardi SaldanhaNo ratings yet
- Latestworking Manual DMC 1300-830-250Document38 pagesLatestworking Manual DMC 1300-830-250naveenNo ratings yet
- Ica WBDocument22 pagesIca WBrodbatsouNo ratings yet
- Rboat Davit MAINTENANCE MANUAL PDFDocument14 pagesRboat Davit MAINTENANCE MANUAL PDFAnoop AnupNo ratings yet
- 3406e MARINE Disassembly AssemblyDocument337 pages3406e MARINE Disassembly AssemblypremierrepairNo ratings yet
- PB Bac1 E1Document16 pagesPB Bac1 E1FelipeNo ratings yet
- MDA Instruction ManualDocument19 pagesMDA Instruction ManualNolan GaraNo ratings yet
- 500 TF ManualDocument13 pages500 TF ManualJawad AmjadNo ratings yet
- Alfa Laval DecantercentrifugemanualDocument108 pagesAlfa Laval DecantercentrifugemanualPASEOS1372880% (5)
- Binder1 PDFDocument454 pagesBinder1 PDFAniket KhotNo ratings yet
- VAG SKR Slanted Seat Tilting Disk Check Valve: Operating and Maintenance InstructionsDocument11 pagesVAG SKR Slanted Seat Tilting Disk Check Valve: Operating and Maintenance InstructionsnavaronefraNo ratings yet
- DCC Operating Manual 210924Document14 pagesDCC Operating Manual 210924santhosh shettyNo ratings yet
- Fkr555.109.d4a 00apmt ManualDocument12 pagesFkr555.109.d4a 00apmt ManualJavier FernándezNo ratings yet
- Euro III BH117L Service Manual 1st January 2006 PDFDocument329 pagesEuro III BH117L Service Manual 1st January 2006 PDFKhom JeknokNo ratings yet
- A02-DK20e Instruction Manual (Maintenance)Document173 pagesA02-DK20e Instruction Manual (Maintenance)Максим ВолкановNo ratings yet
- Bwms Samsung Purimar Maintenance and Repair Manual - 242Document242 pagesBwms Samsung Purimar Maintenance and Repair Manual - 242jie wuNo ratings yet
- CCB - Rev 04Document102 pagesCCB - Rev 04Alok SinghNo ratings yet
- Scrren Now Uses Cooling Lines 777GDocument3 pagesScrren Now Uses Cooling Lines 777GJUAN PABLONo ratings yet
- Installation and Parts Manual: FOR D8R Series Ii TractorsDocument11 pagesInstallation and Parts Manual: FOR D8R Series Ii TractorsAbdalla gibrilNo ratings yet
- Maintenance Manual - Actuator PDFDocument9 pagesMaintenance Manual - Actuator PDFParag PadoleNo ratings yet
- SD B312 Bop B011 02 01Document39 pagesSD B312 Bop B011 02 01krishnsgk100% (1)
- Technical Procedures: General Maintenance Practices (Level 1 and 2 Maintenance)Document6 pagesTechnical Procedures: General Maintenance Practices (Level 1 and 2 Maintenance)exergicNo ratings yet
- S5121-102889 Specification For AgitatorsDocument17 pagesS5121-102889 Specification For AgitatorsGustavo HernandezNo ratings yet
- Engine Oil FilterDocument3 pagesEngine Oil FilterjulianmatabajoyNo ratings yet
- Sullair 1600RH User ManualDocument96 pagesSullair 1600RH User ManualAbdul KhaliqNo ratings yet
- Installmanual Cotta Arreglado PDFDocument20 pagesInstallmanual Cotta Arreglado PDFCarlos Landeta GarciaNo ratings yet
- RDCV - : Technical Instruction ManualDocument12 pagesRDCV - : Technical Instruction ManualGregory StewartNo ratings yet
- 120g - Service ManualDocument2,569 pages120g - Service ManualFilipe Da Silva NascimentoNo ratings yet
- Engine Instructions Manual: Mini 62GDocument48 pagesEngine Instructions Manual: Mini 62Goboy emmaNo ratings yet
- Operation Manual: ENGLISCH - Kapitel 00 - Seite 1Document104 pagesOperation Manual: ENGLISCH - Kapitel 00 - Seite 1Gonzalo_Fernandez8477% (13)
- Bearings, Connecting RodDocument10 pagesBearings, Connecting RodSoe Htike AungNo ratings yet
- Kioti Daedong DK75, DK90, DK754, DK904 Tractors Service ManualDocument19 pagesKioti Daedong DK75, DK90, DK754, DK904 Tractors Service ManualLisakolyNo ratings yet
- MX5456 Service Manual A4NDocument11 pagesMX5456 Service Manual A4NDavid Fino Y. SeguroNo ratings yet
- SB658Document3 pagesSB658ricardo novoa saraviaNo ratings yet
- Oil Mist Lubrication: Supplementary Operating ManualDocument8 pagesOil Mist Lubrication: Supplementary Operating ManualMahammad Husain VijapuraNo ratings yet
- GEI-56128 (NEMA 140-500 HorizMotor)Document25 pagesGEI-56128 (NEMA 140-500 HorizMotor)berkahharianNo ratings yet
- Kioti Daedong DK752C, DK902C Tractors Service ManualDocument19 pagesKioti Daedong DK752C, DK902C Tractors Service ManualLisakolyNo ratings yet
- Osm-099 55000-150Document80 pagesOsm-099 55000-150Taller cncNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- 14P220MUDPUMPSOUTHWESTDocument10 pages14P220MUDPUMPSOUTHWESTHossam SalehNo ratings yet
- 02 The Oil IndustryDocument80 pages02 The Oil IndustryHossam SalehNo ratings yet
- 04 GeologyDocument40 pages04 GeologyHossam SalehNo ratings yet
- 05 GeographyDocument40 pages05 GeographyHossam SalehNo ratings yet
- Cooking RubricsDocument3 pagesCooking RubricsAndrea Mae ArtiendaNo ratings yet
- AnalogI PDFDocument48 pagesAnalogI PDFJerc ZajNo ratings yet
- LG 32lg3000 Chassis Ld84a LCD TV SMDocument26 pagesLG 32lg3000 Chassis Ld84a LCD TV SMEmma FrostNo ratings yet
- Calina - Patterson - Resistance To Change Discussion Handout #1Document2 pagesCalina - Patterson - Resistance To Change Discussion Handout #1Calina PattersonNo ratings yet
- MappletsDocument8 pagesMappletsjunkgr8mail6092No ratings yet
- Insolvency To Innovation: The Five-Year RecordDocument16 pagesInsolvency To Innovation: The Five-Year RecordGeorge RegneryNo ratings yet
- Indian Ports Community SystemDocument6 pagesIndian Ports Community Systempatil sNo ratings yet
- Quality TrainingDocument16 pagesQuality Trainingyushma ghimireNo ratings yet
- AI and Digital BankingDocument13 pagesAI and Digital BankingFarrukh NaveedNo ratings yet
- Monty 1510: Spare Parts List Tire ChangerDocument24 pagesMonty 1510: Spare Parts List Tire ChangerJonathan FullumNo ratings yet
- CN Practical-Swapnil Tiwari 1713310233Document63 pagesCN Practical-Swapnil Tiwari 1713310233Shivam ShuklaNo ratings yet
- CURRICULUM VITAE DhodhonkDocument1 pageCURRICULUM VITAE DhodhonkVeri MasywandiNo ratings yet
- The Embassy in Jakarta - Overview (2012) PDFDocument17 pagesThe Embassy in Jakarta - Overview (2012) PDFHo Yiu YinNo ratings yet
- PDF A Course in Categorical Data Analysis First Edition Leonard Ebook Full ChapterDocument53 pagesPDF A Course in Categorical Data Analysis First Edition Leonard Ebook Full Chapterarmand.nowell920100% (5)
- Weaving, Knitting, Poy, CP, TexturisingDocument78 pagesWeaving, Knitting, Poy, CP, TexturisingBULTAN SARKAR100% (2)
- Management of Information Systems in The Digital AgeDocument8 pagesManagement of Information Systems in The Digital Ageinescoste4No ratings yet
- OJT ReportDocument52 pagesOJT ReportMARK MATUMBA0% (1)
- NCOER GuideDocument34 pagesNCOER GuideSteve RichardsNo ratings yet
- Casing Collar LocatorDocument4 pagesCasing Collar LocatorHammad ShouketNo ratings yet
- Alcatel-Lucent Omniswitch 6360: Stackable Gigabit Ethernet Lan Switch FamilyDocument9 pagesAlcatel-Lucent Omniswitch 6360: Stackable Gigabit Ethernet Lan Switch FamilyredNo ratings yet
- Comparison Between C and C++ and Lisp and PrologDocument18 pagesComparison Between C and C++ and Lisp and PrologAhmed HeshamNo ratings yet
- Level-3 Answer Keys PDFDocument42 pagesLevel-3 Answer Keys PDFSukhbir GrakNo ratings yet
- OS MCQsDocument11 pagesOS MCQsVaishNo ratings yet
- Harman Kardon AVR 354 Part 3 Service ManualDocument79 pagesHarman Kardon AVR 354 Part 3 Service ManualJayceemikelNo ratings yet
- Cable - Datasheet - (En) NSSHCÖU, Prysmian - 2013-06-10 - Screened-Power-CableDocument4 pagesCable - Datasheet - (En) NSSHCÖU, Prysmian - 2013-06-10 - Screened-Power-CableA. Muhsin PamungkasNo ratings yet
- Production Line Resume SampleDocument2 pagesProduction Line Resume SampleadityadhimanNo ratings yet
- DMTR DataDocument3 pagesDMTR DataŽiga PosediNo ratings yet
- UN-III SPO2 ModuleDocument5 pagesUN-III SPO2 ModuleSergio JoaoNo ratings yet
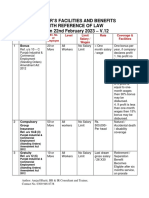
- V 12 - Schedule of Important Labor Laws - 22.02.2023Document6 pagesV 12 - Schedule of Important Labor Laws - 22.02.2023haris hafeezNo ratings yet




























































































Download as pdf or txt
You might also like
- Mercury.6 8 9.9 15HP.2 Stroke - Service.manualDocument0 pagesMercury.6 8 9.9 15HP.2 Stroke - Service.manualRodolfo Molinas80% (5)
- Kioti Daedong CK2610 (H), CK3510 (H), CK4010 (H) Tractors Service ManualDocument19 pagesKioti Daedong CK2610 (H), CK3510 (H), CK4010 (H) Tractors Service ManualLisakoly0% (2)
- DD15 Detroit DieselDocument10 pagesDD15 Detroit Dieselstarsky100% (4)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Install Cruise Control On Toyota Corolla AltisDocument7 pagesInstall Cruise Control On Toyota Corolla AltisFrank JosephNo ratings yet
- Foote-Jones 8000 Series Gear Reducer ManualDocument20 pagesFoote-Jones 8000 Series Gear Reducer ManualbwelzNo ratings yet
- Maintenance and Inspection - ChiczanDocument9 pagesMaintenance and Inspection - ChiczanIngenius TeamNo ratings yet
- Service Manual: DEH-3400RDocument73 pagesService Manual: DEH-3400RДианка РусалкаNo ratings yet
- Service Manual Diesel Engine DB33ADocument78 pagesService Manual Diesel Engine DB33ADVHHTC100% (4)
- Current Reality and Gsaps ReviewDocument21 pagesCurrent Reality and Gsaps Reviewapi-440230265No ratings yet
- American Block Swivels Model A-200Document20 pagesAmerican Block Swivels Model A-200aldino020203100% (2)
- Scan 16 - 09 - 2019 PDFDocument10 pagesScan 16 - 09 - 2019 PDFanon_92005543No ratings yet
- Hartl Powercrusher PC1 Impact Crusher Service ManualDocument22 pagesHartl Powercrusher PC1 Impact Crusher Service ManualMax Perminov100% (1)
- Cavex ManualDocument20 pagesCavex ManualQuinn GoldenNo ratings yet
- Air Operated Locking Differential: Installation GuideDocument42 pagesAir Operated Locking Differential: Installation GuideMahomed Samir IdrisseNo ratings yet
- Carter Emd645 PDFDocument11 pagesCarter Emd645 PDFHANSELL MIRANDA ALVANo ratings yet
- ARB RD176 ManualDocument40 pagesARB RD176 ManualalanschNo ratings yet
- KUKA KR30 MaintenanceDocument17 pagesKUKA KR30 MaintenanceJohan Zraghoz100% (2)
- Supplementary Operating Manual KSB EthanormDocument10 pagesSupplementary Operating Manual KSB EthanormLucas Rizzardi SaldanhaNo ratings yet
- Latestworking Manual DMC 1300-830-250Document38 pagesLatestworking Manual DMC 1300-830-250naveenNo ratings yet
- Ica WBDocument22 pagesIca WBrodbatsouNo ratings yet
- Rboat Davit MAINTENANCE MANUAL PDFDocument14 pagesRboat Davit MAINTENANCE MANUAL PDFAnoop AnupNo ratings yet
- 3406e MARINE Disassembly AssemblyDocument337 pages3406e MARINE Disassembly AssemblypremierrepairNo ratings yet
- PB Bac1 E1Document16 pagesPB Bac1 E1FelipeNo ratings yet
- MDA Instruction ManualDocument19 pagesMDA Instruction ManualNolan GaraNo ratings yet
- 500 TF ManualDocument13 pages500 TF ManualJawad AmjadNo ratings yet
- Alfa Laval DecantercentrifugemanualDocument108 pagesAlfa Laval DecantercentrifugemanualPASEOS1372880% (5)
- Binder1 PDFDocument454 pagesBinder1 PDFAniket KhotNo ratings yet
- VAG SKR Slanted Seat Tilting Disk Check Valve: Operating and Maintenance InstructionsDocument11 pagesVAG SKR Slanted Seat Tilting Disk Check Valve: Operating and Maintenance InstructionsnavaronefraNo ratings yet
- DCC Operating Manual 210924Document14 pagesDCC Operating Manual 210924santhosh shettyNo ratings yet
- Fkr555.109.d4a 00apmt ManualDocument12 pagesFkr555.109.d4a 00apmt ManualJavier FernándezNo ratings yet
- Euro III BH117L Service Manual 1st January 2006 PDFDocument329 pagesEuro III BH117L Service Manual 1st January 2006 PDFKhom JeknokNo ratings yet
- A02-DK20e Instruction Manual (Maintenance)Document173 pagesA02-DK20e Instruction Manual (Maintenance)Максим ВолкановNo ratings yet
- Bwms Samsung Purimar Maintenance and Repair Manual - 242Document242 pagesBwms Samsung Purimar Maintenance and Repair Manual - 242jie wuNo ratings yet
- CCB - Rev 04Document102 pagesCCB - Rev 04Alok SinghNo ratings yet
- Scrren Now Uses Cooling Lines 777GDocument3 pagesScrren Now Uses Cooling Lines 777GJUAN PABLONo ratings yet
- Installation and Parts Manual: FOR D8R Series Ii TractorsDocument11 pagesInstallation and Parts Manual: FOR D8R Series Ii TractorsAbdalla gibrilNo ratings yet
- Maintenance Manual - Actuator PDFDocument9 pagesMaintenance Manual - Actuator PDFParag PadoleNo ratings yet
- SD B312 Bop B011 02 01Document39 pagesSD B312 Bop B011 02 01krishnsgk100% (1)
- Technical Procedures: General Maintenance Practices (Level 1 and 2 Maintenance)Document6 pagesTechnical Procedures: General Maintenance Practices (Level 1 and 2 Maintenance)exergicNo ratings yet
- S5121-102889 Specification For AgitatorsDocument17 pagesS5121-102889 Specification For AgitatorsGustavo HernandezNo ratings yet
- Engine Oil FilterDocument3 pagesEngine Oil FilterjulianmatabajoyNo ratings yet
- Sullair 1600RH User ManualDocument96 pagesSullair 1600RH User ManualAbdul KhaliqNo ratings yet
- Installmanual Cotta Arreglado PDFDocument20 pagesInstallmanual Cotta Arreglado PDFCarlos Landeta GarciaNo ratings yet
- RDCV - : Technical Instruction ManualDocument12 pagesRDCV - : Technical Instruction ManualGregory StewartNo ratings yet
- 120g - Service ManualDocument2,569 pages120g - Service ManualFilipe Da Silva NascimentoNo ratings yet
- Engine Instructions Manual: Mini 62GDocument48 pagesEngine Instructions Manual: Mini 62Goboy emmaNo ratings yet
- Operation Manual: ENGLISCH - Kapitel 00 - Seite 1Document104 pagesOperation Manual: ENGLISCH - Kapitel 00 - Seite 1Gonzalo_Fernandez8477% (13)
- Bearings, Connecting RodDocument10 pagesBearings, Connecting RodSoe Htike AungNo ratings yet
- Kioti Daedong DK75, DK90, DK754, DK904 Tractors Service ManualDocument19 pagesKioti Daedong DK75, DK90, DK754, DK904 Tractors Service ManualLisakolyNo ratings yet
- MX5456 Service Manual A4NDocument11 pagesMX5456 Service Manual A4NDavid Fino Y. SeguroNo ratings yet
- SB658Document3 pagesSB658ricardo novoa saraviaNo ratings yet
- Oil Mist Lubrication: Supplementary Operating ManualDocument8 pagesOil Mist Lubrication: Supplementary Operating ManualMahammad Husain VijapuraNo ratings yet
- GEI-56128 (NEMA 140-500 HorizMotor)Document25 pagesGEI-56128 (NEMA 140-500 HorizMotor)berkahharianNo ratings yet
- Kioti Daedong DK752C, DK902C Tractors Service ManualDocument19 pagesKioti Daedong DK752C, DK902C Tractors Service ManualLisakolyNo ratings yet
- Osm-099 55000-150Document80 pagesOsm-099 55000-150Taller cncNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- 14P220MUDPUMPSOUTHWESTDocument10 pages14P220MUDPUMPSOUTHWESTHossam SalehNo ratings yet
- 02 The Oil IndustryDocument80 pages02 The Oil IndustryHossam SalehNo ratings yet
- 04 GeologyDocument40 pages04 GeologyHossam SalehNo ratings yet
- 05 GeographyDocument40 pages05 GeographyHossam SalehNo ratings yet
- Cooking RubricsDocument3 pagesCooking RubricsAndrea Mae ArtiendaNo ratings yet
- AnalogI PDFDocument48 pagesAnalogI PDFJerc ZajNo ratings yet
- LG 32lg3000 Chassis Ld84a LCD TV SMDocument26 pagesLG 32lg3000 Chassis Ld84a LCD TV SMEmma FrostNo ratings yet
- Calina - Patterson - Resistance To Change Discussion Handout #1Document2 pagesCalina - Patterson - Resistance To Change Discussion Handout #1Calina PattersonNo ratings yet
- MappletsDocument8 pagesMappletsjunkgr8mail6092No ratings yet
- Insolvency To Innovation: The Five-Year RecordDocument16 pagesInsolvency To Innovation: The Five-Year RecordGeorge RegneryNo ratings yet
- Indian Ports Community SystemDocument6 pagesIndian Ports Community Systempatil sNo ratings yet
- Quality TrainingDocument16 pagesQuality Trainingyushma ghimireNo ratings yet
- AI and Digital BankingDocument13 pagesAI and Digital BankingFarrukh NaveedNo ratings yet
- Monty 1510: Spare Parts List Tire ChangerDocument24 pagesMonty 1510: Spare Parts List Tire ChangerJonathan FullumNo ratings yet
- CN Practical-Swapnil Tiwari 1713310233Document63 pagesCN Practical-Swapnil Tiwari 1713310233Shivam ShuklaNo ratings yet
- CURRICULUM VITAE DhodhonkDocument1 pageCURRICULUM VITAE DhodhonkVeri MasywandiNo ratings yet
- The Embassy in Jakarta - Overview (2012) PDFDocument17 pagesThe Embassy in Jakarta - Overview (2012) PDFHo Yiu YinNo ratings yet
- PDF A Course in Categorical Data Analysis First Edition Leonard Ebook Full ChapterDocument53 pagesPDF A Course in Categorical Data Analysis First Edition Leonard Ebook Full Chapterarmand.nowell920100% (5)
- Weaving, Knitting, Poy, CP, TexturisingDocument78 pagesWeaving, Knitting, Poy, CP, TexturisingBULTAN SARKAR100% (2)
- Management of Information Systems in The Digital AgeDocument8 pagesManagement of Information Systems in The Digital Ageinescoste4No ratings yet
- OJT ReportDocument52 pagesOJT ReportMARK MATUMBA0% (1)
- NCOER GuideDocument34 pagesNCOER GuideSteve RichardsNo ratings yet
- Casing Collar LocatorDocument4 pagesCasing Collar LocatorHammad ShouketNo ratings yet
- Alcatel-Lucent Omniswitch 6360: Stackable Gigabit Ethernet Lan Switch FamilyDocument9 pagesAlcatel-Lucent Omniswitch 6360: Stackable Gigabit Ethernet Lan Switch FamilyredNo ratings yet
- Comparison Between C and C++ and Lisp and PrologDocument18 pagesComparison Between C and C++ and Lisp and PrologAhmed HeshamNo ratings yet
- Level-3 Answer Keys PDFDocument42 pagesLevel-3 Answer Keys PDFSukhbir GrakNo ratings yet
- OS MCQsDocument11 pagesOS MCQsVaishNo ratings yet
- Harman Kardon AVR 354 Part 3 Service ManualDocument79 pagesHarman Kardon AVR 354 Part 3 Service ManualJayceemikelNo ratings yet
- Cable - Datasheet - (En) NSSHCÖU, Prysmian - 2013-06-10 - Screened-Power-CableDocument4 pagesCable - Datasheet - (En) NSSHCÖU, Prysmian - 2013-06-10 - Screened-Power-CableA. Muhsin PamungkasNo ratings yet
- Production Line Resume SampleDocument2 pagesProduction Line Resume SampleadityadhimanNo ratings yet
- DMTR DataDocument3 pagesDMTR DataŽiga PosediNo ratings yet
- UN-III SPO2 ModuleDocument5 pagesUN-III SPO2 ModuleSergio JoaoNo ratings yet
- V 12 - Schedule of Important Labor Laws - 22.02.2023Document6 pagesV 12 - Schedule of Important Labor Laws - 22.02.2023haris hafeezNo ratings yet