Download as pdf or txt
You might also like
- George Van TasselDocument2 pagesGeorge Van TasselManea SilviuNo ratings yet
- Colloidal Silver Generator InstructionsDocument16 pagesColloidal Silver Generator InstructionsPol ErnNo ratings yet
- Continous Probability DistributionDocument33 pagesContinous Probability DistributionShivani Pandey100% (1)
- Physics Alternative Assessment Task 4Document14 pagesPhysics Alternative Assessment Task 4Alia ShabbirNo ratings yet
- PTD PDF - MergedDocument5 pagesPTD PDF - Merged218102No ratings yet
- Be - Electrical Engineering - Semester 6 - 2023 - May - Energy Storagerev 2019 C SchemeDocument1 pageBe - Electrical Engineering - Semester 6 - 2023 - May - Energy Storagerev 2019 C SchemeHarsh BaswantNo ratings yet
- CA 2023 (Nov)Document5 pagesCA 2023 (Nov)aditikotere92No ratings yet
- Be Electronics and Telecommunication Semester 7 2022 December Mobile Communication System Rev 2019 C SchemeDocument1 pageBe Electronics and Telecommunication Semester 7 2022 December Mobile Communication System Rev 2019 C Schemetejasrabad20No ratings yet
- Css-2019 QPDocument1 pageCss-2019 QPRohit KshatriyaNo ratings yet
- Css 23 MayDocument1 pageCss 23 MayUzair KhanNo ratings yet
- Be - Computer Engineering Ai, DS, ML - Semester 6 - 2023 - May - Data Analytics and Visualization Rev 2019 C SchemeDocument1 pageBe - Computer Engineering Ai, DS, ML - Semester 6 - 2023 - May - Data Analytics and Visualization Rev 2019 C SchemeRohit KshatriyaNo ratings yet
- Be Electrical Engineering Semester 7 2022 December Electrical Power System III Rev 2019 C SchemeDocument2 pagesBe Electrical Engineering Semester 7 2022 December Electrical Power System III Rev 2019 C Schemeishaansingh120208No ratings yet
- Be Mechanical Engineering Semester 6 2023 December Press Tool Designrev 2019 C SchemeDocument2 pagesBe Mechanical Engineering Semester 6 2023 December Press Tool Designrev 2019 C Scheme218102No ratings yet
- Be Information Technology Semester 5 2023 December Software Engineeringrev 2019 C SchemeDocument1 pageBe Information Technology Semester 5 2023 December Software Engineeringrev 2019 C SchemegodizlatanNo ratings yet
- Adsa Pyqs 2023Document1 pageAdsa Pyqs 2023Hacker RanjanNo ratings yet
- Be - First Year Engineering - Semester 1 - 2023 - May - Basic Electrical Engineering Beerev 2019c SchemeDocument2 pagesBe - First Year Engineering - Semester 1 - 2023 - May - Basic Electrical Engineering Beerev 2019c Schemeadityagowda2317No ratings yet
- Be - Mechanical Engineering - Semester 6 - 2022 - December - Heating Ventilation Air Conditioning and Refrigerationrev 2019 C SchemeDocument2 pagesBe - Mechanical Engineering - Semester 6 - 2022 - December - Heating Ventilation Air Conditioning and Refrigerationrev 2019 C SchemeDeepak NamayateNo ratings yet
- Be Electronics and Telecommunication Semester 6 2023 December Electromagnetics and Antennarev 2019 C SchemeDocument1 pageBe Electronics and Telecommunication Semester 6 2023 December Electromagnetics and Antennarev 2019 C Schemeakawm10xNo ratings yet
- Be - Information Technology - Semester 4 - 2023 - May - Engineering Mathematics IV Rev 2019 C SchemeDocument2 pagesBe - Information Technology - Semester 4 - 2023 - May - Engineering Mathematics IV Rev 2019 C SchemeNitish JhaNo ratings yet
- Be - Mechanical Engineering - Semester 5 - 2023 - May - Mechanical Measurements and Controlsrev 2019 C SchemeDocument2 pagesBe - Mechanical Engineering - Semester 5 - 2023 - May - Mechanical Measurements and Controlsrev 2019 C Schemebottomfragger993No ratings yet
- Gender School & SocietyDocument2 pagesGender School & SocietyKavya S R AcharyaNo ratings yet
- Be - Computer Engineering - Semester 7 - 2022 - December - Big Data Analysis Rev 2019 C SchemeDocument2 pagesBe - Computer Engineering - Semester 7 - 2022 - December - Big Data Analysis Rev 2019 C SchemeKDNo ratings yet
- Be - Computer Engineering Ai, DS, ML - Semester 5 - 2022 - December - Web Computing Rev 2019 C SchemeDocument2 pagesBe - Computer Engineering Ai, DS, ML - Semester 5 - 2022 - December - Web Computing Rev 2019 C SchemeSahil SurveNo ratings yet
- Be Mechanical Engineering Semester 5 2023 December Finite Element Analysisrev 2019 C SchemeDocument2 pagesBe Mechanical Engineering Semester 5 2023 December Finite Element Analysisrev 2019 C SchemeaskdeveeNo ratings yet
- Be - Information Technology - Semester 8 - 2023 - December - Blockchain and DLT Rev 2019 C SchemeDocument1 pageBe - Information Technology - Semester 8 - 2023 - December - Blockchain and DLT Rev 2019 C Schemeshitija012No ratings yet
- AIDS Question Paper - RemovedDocument8 pagesAIDS Question Paper - RemovedPriyadarshini ChavanNo ratings yet
- Dmbi 3Document2 pagesDmbi 3Ahmad Raza AnsariNo ratings yet
- Advanced Database Management System Rev 2019meDocument1 pageAdvanced Database Management System Rev 2019meabhiksk4141No ratings yet
- Te Dec 2023Document2 pagesTe Dec 2023siddheshkharat64No ratings yet
- Be - Electrical Engineering - Semester 6 - 2022 - December - Special Electrical Machinerev 2019 C Scheme PDFDocument1 pageBe - Electrical Engineering - Semester 6 - 2022 - December - Special Electrical Machinerev 2019 C Scheme PDFOmkar GuptaNo ratings yet
- 2023 Nov - Constitutional LawDocument2 pages2023 Nov - Constitutional LawAmit SCMNo ratings yet
- Be - Mechanical Engineering - Semester 6 - 2022 - December - Press Tool Designrev 2019 C SchemeDocument2 pagesBe - Mechanical Engineering - Semester 6 - 2022 - December - Press Tool Designrev 2019 C Scheme218102No ratings yet
- Machine Designrev 2019 C SchemeDocument2 pagesMachine Designrev 2019 C Schemehadesg895No ratings yet
- Be - Mechanical Engineering - Semester 7 - 2022 - December - Design of Mechanical System Rev 2019 C' SchemeDocument2 pagesBe - Mechanical Engineering - Semester 7 - 2022 - December - Design of Mechanical System Rev 2019 C' Scheme23 Kaif HakimNo ratings yet
- Be Computer-Engineering Semester-7Document1 pageBe Computer-Engineering Semester-7SaquibNo ratings yet
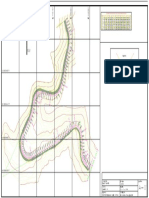
- STA 0+000.00 V 40 KM/H: PT: 0+533.45 TS: 0+631.34Document1 pageSTA 0+000.00 V 40 KM/H: PT: 0+533.45 TS: 0+631.34Alex Jordan Quispe ANo ratings yet
- Technology - Mca Master of Computer Applications - Semester 2 - 2023 - December - Information Security Rev 2019 C SchemeDocument1 pageTechnology - Mca Master of Computer Applications - Semester 2 - 2023 - December - Information Security Rev 2019 C Schemeaffiginia dkharNo ratings yet
- Bench 1F Plan Aug 23 2021 EditedDocument1 pageBench 1F Plan Aug 23 2021 EditedThermms Construction and Development CorporationNo ratings yet
- Bench 1f Plan Aug 23 2021 EditedDocument1 pageBench 1f Plan Aug 23 2021 EditedThermms Construction and Development CorporationNo ratings yet
- IP May 2023 Questio PaperDocument1 pageIP May 2023 Questio Papergpmumbai123No ratings yet
- Be Chemical Engineering Semester 4 2023 May Solid Fluid Mechanical Operationsrev 2019 C SchemeDocument2 pagesBe Chemical Engineering Semester 4 2023 May Solid Fluid Mechanical Operationsrev 2019 C SchemeKW CheahNo ratings yet
- Be - Electronics Engineering - Semester 7 - 2022 - December - Power Electronics Rev 2019 C SchemeDocument1 pageBe - Electronics Engineering - Semester 7 - 2022 - December - Power Electronics Rev 2019 C Schemeshitalmane71No ratings yet
- P2Document1 pageP2manescankaye2No ratings yet
- Commerce Bcom Bachelor of Commerce Semester 5 2023 November Financial Accounting and Auditing Vii Financial Accounting CbcgsDocument14 pagesCommerce Bcom Bachelor of Commerce Semester 5 2023 November Financial Accounting and Auditing Vii Financial Accounting CbcgsRahul MadgundiNo ratings yet
- Data Structures 2Document1 pageData Structures 2kolekarkeshav38No ratings yet
- Be Chemical Engineering Semester 7 2022 December Chemical Engineering Equipment Design Rev 2019 C SchemeDocument3 pagesBe Chemical Engineering Semester 7 2022 December Chemical Engineering Equipment Design Rev 2019 C SchemeMitesh ThakurNo ratings yet
- 2023 Nov - Environmental Laws 60-40Document4 pages2023 Nov - Environmental Laws 60-40Vj AutiNo ratings yet
- Mall Cetakan Shaft MaruisiDocument1 pageMall Cetakan Shaft MaruisiWawan SaputraNo ratings yet
- TE-VI AIDS R-19 ALL CompressedDocument11 pagesTE-VI AIDS R-19 ALL CompressedShubhankar MajgaonkarNo ratings yet
- Be - Information Technology - Semester 8 - 2023 - December - Dloc VI Cloud Computing and Services Rev 2019 C SchemeDocument1 pageBe - Information Technology - Semester 8 - 2023 - December - Dloc VI Cloud Computing and Services Rev 2019 C Schemeaditi palNo ratings yet
- XXMScPart2Analysis2 FourierSeries Oct2022Document2 pagesXXMScPart2Analysis2 FourierSeries Oct2022Ayesha MNo ratings yet
- CNS 2022Document1 pageCNS 2022gpmumbai123No ratings yet
- Be - Computer Engineering Ai, DS, ML - Semester 4 - 2023 - December - Engineering Mathematics IV Rev 2019 C SchemeDocument2 pagesBe - Computer Engineering Ai, DS, ML - Semester 4 - 2023 - December - Engineering Mathematics IV Rev 2019 C SchemeAditya AsabeNo ratings yet
- FM Dec 2022Document2 pagesFM Dec 2022CREATIVE LIFENo ratings yet
- Be Information Technology Semester 5 2023 December Internet Programmingrev 2019 C SchemeDocument1 pageBe Information Technology Semester 5 2023 December Internet Programmingrev 2019 C Schememanujamanav01No ratings yet
- Be Computer Engineering Semester 5 2023 December Internet Programmingrev 2019 C SchemeDocument1 pageBe Computer Engineering Semester 5 2023 December Internet Programmingrev 2019 C Schemerodriguezlillian472No ratings yet
- Iot CNS 10029058Document1 pageIot CNS 10029058Aaditya ChettiarNo ratings yet
- Dw044 p02 MCC Buffer Zone SectionsDocument1 pageDw044 p02 MCC Buffer Zone SectionsMohammed NadeemNo ratings yet
- Bumi Parama Wisesa: ArchitectureDocument3 pagesBumi Parama Wisesa: ArchitectureHafizahNo ratings yet
- Crankshaft CounterweightDocument1 pageCrankshaft CounterweightCốGắngNàoNo ratings yet
- 2023 Nov - Environmental LawsDocument3 pages2023 Nov - Environmental LawsAmit SCMNo ratings yet
- Pyq 1Document4 pagesPyq 1varun.elegeti16629No ratings yet
- 03 Dec 2022 UpDocument1 page03 Dec 2022 Upaaryamankattali75No ratings yet
- Design of Thermal Systems - Stoecker 3rd EditionDocument568 pagesDesign of Thermal Systems - Stoecker 3rd EditionDeep Narula92% (13)
- Manual de Usuario Holiday PcwiDocument12 pagesManual de Usuario Holiday PcwijerrymcflyNo ratings yet
- Oh-Lite®: Single Mode Optical Fibre ITU-T G.652.DDocument2 pagesOh-Lite®: Single Mode Optical Fibre ITU-T G.652.Dhimanshi khivsaraNo ratings yet
- 1.893 3.717 5.57 Tegangan Geser 6.699 7.308 9.743Document6 pages1.893 3.717 5.57 Tegangan Geser 6.699 7.308 9.743theo seoNo ratings yet
- Comparative Analysis Between PI & Backstepping Control Strategies of DFIG Driven by Wind TurbineDocument10 pagesComparative Analysis Between PI & Backstepping Control Strategies of DFIG Driven by Wind Turbinehamza gaNo ratings yet
- Plywood PropertiesDocument55 pagesPlywood PropertiesChandresh ZinzuwadiaNo ratings yet
- Astm D 4221 99 Doble Hidrometro PDFDocument3 pagesAstm D 4221 99 Doble Hidrometro PDFHayatoNo ratings yet
- Autodyn Composite Modeling GuideDocument74 pagesAutodyn Composite Modeling Guidejoesph killerNo ratings yet
- The Jordan Loudspeaker Manual Chapter 5Document2 pagesThe Jordan Loudspeaker Manual Chapter 5Adam PaulNo ratings yet
- Raina M Hill Pe ResumeDocument3 pagesRaina M Hill Pe Resumeapi-233552935No ratings yet
- En 19Document1 pageEn 19Parvee K Nakwal100% (1)
- Design and Analysis of Shrink and Press Fit JointsDocument4 pagesDesign and Analysis of Shrink and Press Fit JointsRajNo ratings yet
- Optimization in Modern Power Systems DTU Course 31765: Lecture NotesDocument48 pagesOptimization in Modern Power Systems DTU Course 31765: Lecture NotesAwol AbduNo ratings yet
- Revision Guide Aiming For 7Document70 pagesRevision Guide Aiming For 7Nayem Hossain HemuNo ratings yet
- Edirisinghe Observations 2022Document9 pagesEdirisinghe Observations 2022Gaut 'SNo ratings yet
- Exp 1Document3 pagesExp 1Mani MaNo ratings yet
- ARIMA Models - Part 1: 8.0 - IntroductionDocument20 pagesARIMA Models - Part 1: 8.0 - IntroductionDadedidoduNo ratings yet
- H-85318-4 TraSys 818Document2 pagesH-85318-4 TraSys 818zouhy0442No ratings yet
- Summative Atomic StructureDocument3 pagesSummative Atomic StructureNovie Mae ReambonanzaNo ratings yet
- Lab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyDocument8 pagesLab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyImdad Jalali100% (1)
- Traverse CalculationsDocument6 pagesTraverse CalculationsSteeve SenoNo ratings yet
- Technical DrawingDocument38 pagesTechnical DrawingKinfe MehariNo ratings yet
- The Structural Analysis and Design Methods Considering Joint Bursting in The Segment Lining - TranslatedDocument22 pagesThe Structural Analysis and Design Methods Considering Joint Bursting in The Segment Lining - TranslatedKandousi YassineNo ratings yet
- Pump MixerDocument31 pagesPump MixerPrashant MalveNo ratings yet
- Saros CyclesDocument17 pagesSaros CyclesAmit Desai Predictor100% (3)
- 1 - Review of Compressible FlowsDocument30 pages1 - Review of Compressible FlowsvigneshwaranNo ratings yet