
Cable
Cable
You might also like
- Math 87 Mathematics 8 - 7 Textbook An Incremental Development Stephen Hake John SaxonDocument696 pagesMath 87 Mathematics 8 - 7 Textbook An Incremental Development Stephen Hake John Saxonnitikanehi100% (8)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Insulation Co-ordination in High-voltage Electric Power SystemsFrom EverandInsulation Co-ordination in High-voltage Electric Power SystemsRating: 4.5 out of 5 stars4.5/5 (5)
- Marine Electrical Practice: Marine Engineering SeriesFrom EverandMarine Electrical Practice: Marine Engineering SeriesRating: 4 out of 5 stars4/5 (8)
- Packet Tracer - Ipv6 Neighbor Discovery: Addressing TableDocument5 pagesPacket Tracer - Ipv6 Neighbor Discovery: Addressing TableNoNameNo ratings yet
- High Voltage Insulated Cable (B1)Document57 pagesHigh Voltage Insulated Cable (B1)amits.bhelNo ratings yet
- The New 525 KV Extruded HVDC Cable System White PaperfinalDocument8 pagesThe New 525 KV Extruded HVDC Cable System White PaperfinalFari PratomosiwiNo ratings yet
- Cigre Insulated Cable Energy TransmissionDocument15 pagesCigre Insulated Cable Energy TransmissionllovarNo ratings yet
- Submarine Solutions 2015 B3 6 Extension of Qualification Applied On A MV Extruded Submarine Cable in France PDFDocument4 pagesSubmarine Solutions 2015 B3 6 Extension of Qualification Applied On A MV Extruded Submarine Cable in France PDFcskkrakenNo ratings yet
- HV-EHV Cables Synthetic Isolation DegassingDocument16 pagesHV-EHV Cables Synthetic Isolation DegassingAmina Malek AyaNo ratings yet
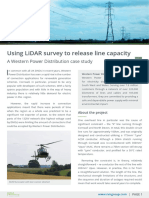
- Using Lidar Survey To Release Line Capacity: A Western Power Distribution Case StudyDocument2 pagesUsing Lidar Survey To Release Line Capacity: A Western Power Distribution Case StudyoscarilloNo ratings yet
- 400 KV Underground Cables in Rural AreasDocument9 pages400 KV Underground Cables in Rural Areassong0603No ratings yet
- 27 HV XLPErformance Cable TechnologyDocument6 pages27 HV XLPErformance Cable TechnologyRanaSinhaNo ratings yet
- Cable Environment Analysis and The Probabilistic Approach To Cable RatingDocument6 pagesCable Environment Analysis and The Probabilistic Approach To Cable RatingVăn Chung NguyễnNo ratings yet
- The Norned HVDC Cable LinkDocument6 pagesThe Norned HVDC Cable LinkardiwilagagunNo ratings yet
- Thermal Analysis and Debottlenecking of HVAC Export Cables For Offshore WindfarmsDocument5 pagesThermal Analysis and Debottlenecking of HVAC Export Cables For Offshore WindfarmsAmmar LateefNo ratings yet
- Cable 450 KV MIND SubmDocument2 pagesCable 450 KV MIND SubmAdel EmarahNo ratings yet
- HIGH TEMP SC Tech Trends and DevelopDocument6 pagesHIGH TEMP SC Tech Trends and DevelopJorge ZuñigaNo ratings yet
- Superconducting CablesDocument6 pagesSuperconducting CablesA. HassanNo ratings yet
- NEX Submarine Neu PDFDocument16 pagesNEX Submarine Neu PDFIdraki Sariyan100% (1)
- Bushing High VoltageDocument3 pagesBushing High VoltageRavi K NNo ratings yet
- High Voltage Cables Catalog PDFDocument20 pagesHigh Voltage Cables Catalog PDFXin Li100% (1)
- Reliable Undergrounding of Electricity Supply in AsiaDocument10 pagesReliable Undergrounding of Electricity Supply in AsiaWilber SilesNo ratings yet
- 525 KV HVDCDocument16 pages525 KV HVDCRomani FahmiNo ratings yet
- Insulators: Dr.S.Prabhakar Karthikeyan Smieee, PDF (Cpri) Associate Professor, SELECT VIT University, VelloreDocument31 pagesInsulators: Dr.S.Prabhakar Karthikeyan Smieee, PDF (Cpri) Associate Professor, SELECT VIT University, Velloresahale sheraNo ratings yet
- HVDC Submarine Power Cables Systems State of The ArtDocument5 pagesHVDC Submarine Power Cables Systems State of The ArtditkeyNo ratings yet
- Vol-2B Tech Spec.220kV XLPE Cable MedhaDocument43 pagesVol-2B Tech Spec.220kV XLPE Cable MedhaamolNo ratings yet
- 3286-Article Text-13228-1-10-20190808Document6 pages3286-Article Text-13228-1-10-20190808David RodríguezNo ratings yet
- Greenfield1984 KMDocument2 pagesGreenfield1984 KMHossam RedaNo ratings yet
- Cable Installation Method StatementDocument6 pagesCable Installation Method StatementkaliNo ratings yet
- Appendix C - Specification For 33kV Cable (v2) PDFDocument15 pagesAppendix C - Specification For 33kV Cable (v2) PDFOGBONNAYA MARTINSNo ratings yet
- HV BushingsDocument5 pagesHV BushingssabrahimaNo ratings yet
- 33kv Cables SpecsDocument20 pages33kv Cables SpecsMohamed WahidNo ratings yet
- b1-108 - Underground of LondonDocument8 pagesb1-108 - Underground of LondonLuisa De CairesNo ratings yet
- GisDocument319 pagesGisSaurabh Manglik100% (6)
- 380kV DiagonalConnection Brochure 50hertzDocument15 pages380kV DiagonalConnection Brochure 50hertzburvanovNo ratings yet
- Under Ground Cables: Southern Technical UniversityDocument11 pagesUnder Ground Cables: Southern Technical Universityفاطمة عبد الصمد عيدانNo ratings yet
- JJicable 11Document5 pagesJJicable 11WardencasianAlanisNo ratings yet
- Paper - ABB - Instalação de CabosDocument8 pagesPaper - ABB - Instalação de CabosPaulo MathiasNo ratings yet
- Improvements in Superabsorbent Water Blocking Materials For New Power Cable ApplicationsDocument6 pagesImprovements in Superabsorbent Water Blocking Materials For New Power Cable Applicationsssingaram1965No ratings yet
- HV Xlperformance Cable TechnologyDocument6 pagesHV Xlperformance Cable Technologymehrdad132100% (1)
- Improving MV Underground Cable PerformanDocument4 pagesImproving MV Underground Cable PerformanKlien ParkerNo ratings yet
- A New Type of Oil-Free Power Transformer With Low Environmental ImpactDocument6 pagesA New Type of Oil-Free Power Transformer With Low Environmental ImpactOSAMANo ratings yet
- Cci Ehv CableDocument27 pagesCci Ehv Cableswagata12345No ratings yet
- Optimising The Power System at Qatalum: PrimaryDocument2 pagesOptimising The Power System at Qatalum: Primarydave chaudhuryNo ratings yet
- Power Transmission Over Long Distances With CablesDocument8 pagesPower Transmission Over Long Distances With CablesramsesiNo ratings yet
- TFKable. The Pathway To Power. High-Voltage CablesDocument40 pagesTFKable. The Pathway To Power. High-Voltage CableseddisonfhNo ratings yet
- Ingenieria Electrica 3Document4 pagesIngenieria Electrica 3Antonela MasottaNo ratings yet
- Ampacity Calculations For Deeply InstallDocument10 pagesAmpacity Calculations For Deeply InstallsajuaanalsaNo ratings yet
- Appendix E - TechnologyDocument53 pagesAppendix E - Technologysorry2qazNo ratings yet
- Cable ManualDocument48 pagesCable ManualMohammad Asif100% (2)
- HVDC Cables 2Document32 pagesHVDC Cables 2elsaordunaNo ratings yet
- Electrical Properties of Flexible Polypropylene Based Cable Insulation Materials (Chang2006)Document7 pagesElectrical Properties of Flexible Polypropylene Based Cable Insulation Materials (Chang2006)daegerteNo ratings yet
- Improved Operation of Cables Connecting Offshore Wind Farms To The Power Grid H. J. Joergensen, J. Hjerrild, C. Jensen and J. Havsager Defu, Eltra and Elkraft System DenmarkDocument8 pagesImproved Operation of Cables Connecting Offshore Wind Farms To The Power Grid H. J. Joergensen, J. Hjerrild, C. Jensen and J. Havsager Defu, Eltra and Elkraft System DenmarkramsesiNo ratings yet
- Authors: Iberdrola, S.A. Cobra Instalaciones Y Servicios, S.ADocument6 pagesAuthors: Iberdrola, S.A. Cobra Instalaciones Y Servicios, S.AKassem BaalbakiNo ratings yet
- HV and EHV Cable SystemsDocument49 pagesHV and EHV Cable Systemsgyanendra_vatsa4380No ratings yet
- 132 KV Specs CabelsDocument13 pages132 KV Specs CabelsSyed Moiz Naqvi100% (1)
- Development of High Voltage Extruded Cables: The Italian ExperienceDocument6 pagesDevelopment of High Voltage Extruded Cables: The Italian ExperienceKy TaNo ratings yet
- New Approaches to the Design and Economics of EHV Transmission Plant: International Series of Monographs in Electrical EngineeringFrom EverandNew Approaches to the Design and Economics of EHV Transmission Plant: International Series of Monographs in Electrical EngineeringNo ratings yet
- It Is Quite Another Electricity: Transmitting by One Wire and Without GroundingFrom EverandIt Is Quite Another Electricity: Transmitting by One Wire and Without GroundingNo ratings yet
- AFFF FoamDocument2 pagesAFFF Foamkalimutu2010No ratings yet
- Photon InteractionDocument6 pagesPhoton InteractionSaravjeet SinghNo ratings yet
- Powerful Est 6Document4 pagesPowerful Est 6Dianne LopezNo ratings yet
- Jmeter TutorialDocument298 pagesJmeter TutorialPraveen KumarNo ratings yet
- Igc - Gate - Aerospace - Space DynamicsDocument53 pagesIgc - Gate - Aerospace - Space Dynamicsvenkatakrishnan srinivasanNo ratings yet
- Safety Turnbuckle: Jonas OlssonDocument38 pagesSafety Turnbuckle: Jonas OlssonRyan FisherNo ratings yet
- Compilation of Vegetable Name in ScientificDocument3 pagesCompilation of Vegetable Name in ScientificLucille BallaresNo ratings yet
- M. Mechanical Works Hydraulic Road Blocker: Guddu Power Station Consturction of Gate HouseDocument1 pageM. Mechanical Works Hydraulic Road Blocker: Guddu Power Station Consturction of Gate HouseZaki AnwerNo ratings yet
- Basis Set: Harno D Pranowo Pusat Kimia Komputasi Indonesia-Austria Fmipa UgmDocument16 pagesBasis Set: Harno D Pranowo Pusat Kimia Komputasi Indonesia-Austria Fmipa UgmNdhoz Los GandhozNo ratings yet
- CVR College of Engineering: UGC Autonomous Institution - Affiliated To JNTUHDocument2 pagesCVR College of Engineering: UGC Autonomous Institution - Affiliated To JNTUHshankar1577No ratings yet
- Rs 232Document78 pagesRs 232EuuE2008No ratings yet
- SILICA Xilinx Zynq ZedBoard Vivado Workshop Ver1.0Document61 pagesSILICA Xilinx Zynq ZedBoard Vivado Workshop Ver1.0Chinavenkateswararao GNo ratings yet
- Background MRP ProcedureDocument8 pagesBackground MRP Procedureranedivakar100% (2)
- Data Sheet 6ES7231-5PF32-0XB0: General InformationDocument4 pagesData Sheet 6ES7231-5PF32-0XB0: General InformationAlberto Fernández MarínNo ratings yet
- Buyer's Guide To Controlled Tolerance StampingsDocument12 pagesBuyer's Guide To Controlled Tolerance StampingsmattgrubbsNo ratings yet
- Foundations of Modern Macroeconomics: B. J. Heijdra & F. Van Der PloegDocument52 pagesFoundations of Modern Macroeconomics: B. J. Heijdra & F. Van Der Ploegtegegn mogessieNo ratings yet
- GE 3TdatasheetDiscovery750Document48 pagesGE 3TdatasheetDiscovery750Neda NaderiNo ratings yet
- Proforma Mte 3110 - Linear AlgebraDocument3 pagesProforma Mte 3110 - Linear AlgebraMUHAMMAD RIDHUAN BIN HANAFINo ratings yet
- Yella Terra Roller Rocker Geometry GuideDocument1 pageYella Terra Roller Rocker Geometry GuideDave BournNo ratings yet
- GST200 2Document4 pagesGST200 2Ahmed SweetNo ratings yet
- Debug h225 Asn1Document6 pagesDebug h225 Asn1theajkumarNo ratings yet
- LaMotte 3673-01 DC1200-CO Copper Colorimeter Kit InstructionsDocument4 pagesLaMotte 3673-01 DC1200-CO Copper Colorimeter Kit InstructionsPromagEnviro.comNo ratings yet
- SnoopyDocument25 pagesSnoopyM VerbeeckNo ratings yet
- EC8095-VLSI Design - 01 - by WWW - LearnEngineering.inDocument134 pagesEC8095-VLSI Design - 01 - by WWW - LearnEngineering.inDelphin ShibinNo ratings yet
- Final Demo DLPDocument7 pagesFinal Demo DLPAljohaila GulamNo ratings yet
- B PH 1 S EnglishDocument19 pagesB PH 1 S Englishnifty.vedNo ratings yet
- Tu Btech Curriculum-2Document78 pagesTu Btech Curriculum-2Jitul RajbongshiNo ratings yet






















































































Download as pdf or txt
You might also like
- Math 87 Mathematics 8 - 7 Textbook An Incremental Development Stephen Hake John SaxonDocument696 pagesMath 87 Mathematics 8 - 7 Textbook An Incremental Development Stephen Hake John Saxonnitikanehi100% (8)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Insulation Co-ordination in High-voltage Electric Power SystemsFrom EverandInsulation Co-ordination in High-voltage Electric Power SystemsRating: 4.5 out of 5 stars4.5/5 (5)
- Marine Electrical Practice: Marine Engineering SeriesFrom EverandMarine Electrical Practice: Marine Engineering SeriesRating: 4 out of 5 stars4/5 (8)
- Packet Tracer - Ipv6 Neighbor Discovery: Addressing TableDocument5 pagesPacket Tracer - Ipv6 Neighbor Discovery: Addressing TableNoNameNo ratings yet
- High Voltage Insulated Cable (B1)Document57 pagesHigh Voltage Insulated Cable (B1)amits.bhelNo ratings yet
- The New 525 KV Extruded HVDC Cable System White PaperfinalDocument8 pagesThe New 525 KV Extruded HVDC Cable System White PaperfinalFari PratomosiwiNo ratings yet
- Cigre Insulated Cable Energy TransmissionDocument15 pagesCigre Insulated Cable Energy TransmissionllovarNo ratings yet
- Submarine Solutions 2015 B3 6 Extension of Qualification Applied On A MV Extruded Submarine Cable in France PDFDocument4 pagesSubmarine Solutions 2015 B3 6 Extension of Qualification Applied On A MV Extruded Submarine Cable in France PDFcskkrakenNo ratings yet
- HV-EHV Cables Synthetic Isolation DegassingDocument16 pagesHV-EHV Cables Synthetic Isolation DegassingAmina Malek AyaNo ratings yet
- Using Lidar Survey To Release Line Capacity: A Western Power Distribution Case StudyDocument2 pagesUsing Lidar Survey To Release Line Capacity: A Western Power Distribution Case StudyoscarilloNo ratings yet
- 400 KV Underground Cables in Rural AreasDocument9 pages400 KV Underground Cables in Rural Areassong0603No ratings yet
- 27 HV XLPErformance Cable TechnologyDocument6 pages27 HV XLPErformance Cable TechnologyRanaSinhaNo ratings yet
- Cable Environment Analysis and The Probabilistic Approach To Cable RatingDocument6 pagesCable Environment Analysis and The Probabilistic Approach To Cable RatingVăn Chung NguyễnNo ratings yet
- The Norned HVDC Cable LinkDocument6 pagesThe Norned HVDC Cable LinkardiwilagagunNo ratings yet
- Thermal Analysis and Debottlenecking of HVAC Export Cables For Offshore WindfarmsDocument5 pagesThermal Analysis and Debottlenecking of HVAC Export Cables For Offshore WindfarmsAmmar LateefNo ratings yet
- Cable 450 KV MIND SubmDocument2 pagesCable 450 KV MIND SubmAdel EmarahNo ratings yet
- HIGH TEMP SC Tech Trends and DevelopDocument6 pagesHIGH TEMP SC Tech Trends and DevelopJorge ZuñigaNo ratings yet
- Superconducting CablesDocument6 pagesSuperconducting CablesA. HassanNo ratings yet
- NEX Submarine Neu PDFDocument16 pagesNEX Submarine Neu PDFIdraki Sariyan100% (1)
- Bushing High VoltageDocument3 pagesBushing High VoltageRavi K NNo ratings yet
- High Voltage Cables Catalog PDFDocument20 pagesHigh Voltage Cables Catalog PDFXin Li100% (1)
- Reliable Undergrounding of Electricity Supply in AsiaDocument10 pagesReliable Undergrounding of Electricity Supply in AsiaWilber SilesNo ratings yet
- 525 KV HVDCDocument16 pages525 KV HVDCRomani FahmiNo ratings yet
- Insulators: Dr.S.Prabhakar Karthikeyan Smieee, PDF (Cpri) Associate Professor, SELECT VIT University, VelloreDocument31 pagesInsulators: Dr.S.Prabhakar Karthikeyan Smieee, PDF (Cpri) Associate Professor, SELECT VIT University, Velloresahale sheraNo ratings yet
- HVDC Submarine Power Cables Systems State of The ArtDocument5 pagesHVDC Submarine Power Cables Systems State of The ArtditkeyNo ratings yet
- Vol-2B Tech Spec.220kV XLPE Cable MedhaDocument43 pagesVol-2B Tech Spec.220kV XLPE Cable MedhaamolNo ratings yet
- 3286-Article Text-13228-1-10-20190808Document6 pages3286-Article Text-13228-1-10-20190808David RodríguezNo ratings yet
- Greenfield1984 KMDocument2 pagesGreenfield1984 KMHossam RedaNo ratings yet
- Cable Installation Method StatementDocument6 pagesCable Installation Method StatementkaliNo ratings yet
- Appendix C - Specification For 33kV Cable (v2) PDFDocument15 pagesAppendix C - Specification For 33kV Cable (v2) PDFOGBONNAYA MARTINSNo ratings yet
- HV BushingsDocument5 pagesHV BushingssabrahimaNo ratings yet
- 33kv Cables SpecsDocument20 pages33kv Cables SpecsMohamed WahidNo ratings yet
- b1-108 - Underground of LondonDocument8 pagesb1-108 - Underground of LondonLuisa De CairesNo ratings yet
- GisDocument319 pagesGisSaurabh Manglik100% (6)
- 380kV DiagonalConnection Brochure 50hertzDocument15 pages380kV DiagonalConnection Brochure 50hertzburvanovNo ratings yet
- Under Ground Cables: Southern Technical UniversityDocument11 pagesUnder Ground Cables: Southern Technical Universityفاطمة عبد الصمد عيدانNo ratings yet
- JJicable 11Document5 pagesJJicable 11WardencasianAlanisNo ratings yet
- Paper - ABB - Instalação de CabosDocument8 pagesPaper - ABB - Instalação de CabosPaulo MathiasNo ratings yet
- Improvements in Superabsorbent Water Blocking Materials For New Power Cable ApplicationsDocument6 pagesImprovements in Superabsorbent Water Blocking Materials For New Power Cable Applicationsssingaram1965No ratings yet
- HV Xlperformance Cable TechnologyDocument6 pagesHV Xlperformance Cable Technologymehrdad132100% (1)
- Improving MV Underground Cable PerformanDocument4 pagesImproving MV Underground Cable PerformanKlien ParkerNo ratings yet
- A New Type of Oil-Free Power Transformer With Low Environmental ImpactDocument6 pagesA New Type of Oil-Free Power Transformer With Low Environmental ImpactOSAMANo ratings yet
- Cci Ehv CableDocument27 pagesCci Ehv Cableswagata12345No ratings yet
- Optimising The Power System at Qatalum: PrimaryDocument2 pagesOptimising The Power System at Qatalum: Primarydave chaudhuryNo ratings yet
- Power Transmission Over Long Distances With CablesDocument8 pagesPower Transmission Over Long Distances With CablesramsesiNo ratings yet
- TFKable. The Pathway To Power. High-Voltage CablesDocument40 pagesTFKable. The Pathway To Power. High-Voltage CableseddisonfhNo ratings yet
- Ingenieria Electrica 3Document4 pagesIngenieria Electrica 3Antonela MasottaNo ratings yet
- Ampacity Calculations For Deeply InstallDocument10 pagesAmpacity Calculations For Deeply InstallsajuaanalsaNo ratings yet
- Appendix E - TechnologyDocument53 pagesAppendix E - Technologysorry2qazNo ratings yet
- Cable ManualDocument48 pagesCable ManualMohammad Asif100% (2)
- HVDC Cables 2Document32 pagesHVDC Cables 2elsaordunaNo ratings yet
- Electrical Properties of Flexible Polypropylene Based Cable Insulation Materials (Chang2006)Document7 pagesElectrical Properties of Flexible Polypropylene Based Cable Insulation Materials (Chang2006)daegerteNo ratings yet
- Improved Operation of Cables Connecting Offshore Wind Farms To The Power Grid H. J. Joergensen, J. Hjerrild, C. Jensen and J. Havsager Defu, Eltra and Elkraft System DenmarkDocument8 pagesImproved Operation of Cables Connecting Offshore Wind Farms To The Power Grid H. J. Joergensen, J. Hjerrild, C. Jensen and J. Havsager Defu, Eltra and Elkraft System DenmarkramsesiNo ratings yet
- Authors: Iberdrola, S.A. Cobra Instalaciones Y Servicios, S.ADocument6 pagesAuthors: Iberdrola, S.A. Cobra Instalaciones Y Servicios, S.AKassem BaalbakiNo ratings yet
- HV and EHV Cable SystemsDocument49 pagesHV and EHV Cable Systemsgyanendra_vatsa4380No ratings yet
- 132 KV Specs CabelsDocument13 pages132 KV Specs CabelsSyed Moiz Naqvi100% (1)
- Development of High Voltage Extruded Cables: The Italian ExperienceDocument6 pagesDevelopment of High Voltage Extruded Cables: The Italian ExperienceKy TaNo ratings yet
- New Approaches to the Design and Economics of EHV Transmission Plant: International Series of Monographs in Electrical EngineeringFrom EverandNew Approaches to the Design and Economics of EHV Transmission Plant: International Series of Monographs in Electrical EngineeringNo ratings yet
- It Is Quite Another Electricity: Transmitting by One Wire and Without GroundingFrom EverandIt Is Quite Another Electricity: Transmitting by One Wire and Without GroundingNo ratings yet
- AFFF FoamDocument2 pagesAFFF Foamkalimutu2010No ratings yet
- Photon InteractionDocument6 pagesPhoton InteractionSaravjeet SinghNo ratings yet
- Powerful Est 6Document4 pagesPowerful Est 6Dianne LopezNo ratings yet
- Jmeter TutorialDocument298 pagesJmeter TutorialPraveen KumarNo ratings yet
- Igc - Gate - Aerospace - Space DynamicsDocument53 pagesIgc - Gate - Aerospace - Space Dynamicsvenkatakrishnan srinivasanNo ratings yet
- Safety Turnbuckle: Jonas OlssonDocument38 pagesSafety Turnbuckle: Jonas OlssonRyan FisherNo ratings yet
- Compilation of Vegetable Name in ScientificDocument3 pagesCompilation of Vegetable Name in ScientificLucille BallaresNo ratings yet
- M. Mechanical Works Hydraulic Road Blocker: Guddu Power Station Consturction of Gate HouseDocument1 pageM. Mechanical Works Hydraulic Road Blocker: Guddu Power Station Consturction of Gate HouseZaki AnwerNo ratings yet
- Basis Set: Harno D Pranowo Pusat Kimia Komputasi Indonesia-Austria Fmipa UgmDocument16 pagesBasis Set: Harno D Pranowo Pusat Kimia Komputasi Indonesia-Austria Fmipa UgmNdhoz Los GandhozNo ratings yet
- CVR College of Engineering: UGC Autonomous Institution - Affiliated To JNTUHDocument2 pagesCVR College of Engineering: UGC Autonomous Institution - Affiliated To JNTUHshankar1577No ratings yet
- Rs 232Document78 pagesRs 232EuuE2008No ratings yet
- SILICA Xilinx Zynq ZedBoard Vivado Workshop Ver1.0Document61 pagesSILICA Xilinx Zynq ZedBoard Vivado Workshop Ver1.0Chinavenkateswararao GNo ratings yet
- Background MRP ProcedureDocument8 pagesBackground MRP Procedureranedivakar100% (2)
- Data Sheet 6ES7231-5PF32-0XB0: General InformationDocument4 pagesData Sheet 6ES7231-5PF32-0XB0: General InformationAlberto Fernández MarínNo ratings yet
- Buyer's Guide To Controlled Tolerance StampingsDocument12 pagesBuyer's Guide To Controlled Tolerance StampingsmattgrubbsNo ratings yet
- Foundations of Modern Macroeconomics: B. J. Heijdra & F. Van Der PloegDocument52 pagesFoundations of Modern Macroeconomics: B. J. Heijdra & F. Van Der Ploegtegegn mogessieNo ratings yet
- GE 3TdatasheetDiscovery750Document48 pagesGE 3TdatasheetDiscovery750Neda NaderiNo ratings yet
- Proforma Mte 3110 - Linear AlgebraDocument3 pagesProforma Mte 3110 - Linear AlgebraMUHAMMAD RIDHUAN BIN HANAFINo ratings yet
- Yella Terra Roller Rocker Geometry GuideDocument1 pageYella Terra Roller Rocker Geometry GuideDave BournNo ratings yet
- GST200 2Document4 pagesGST200 2Ahmed SweetNo ratings yet
- Debug h225 Asn1Document6 pagesDebug h225 Asn1theajkumarNo ratings yet
- LaMotte 3673-01 DC1200-CO Copper Colorimeter Kit InstructionsDocument4 pagesLaMotte 3673-01 DC1200-CO Copper Colorimeter Kit InstructionsPromagEnviro.comNo ratings yet
- SnoopyDocument25 pagesSnoopyM VerbeeckNo ratings yet
- EC8095-VLSI Design - 01 - by WWW - LearnEngineering.inDocument134 pagesEC8095-VLSI Design - 01 - by WWW - LearnEngineering.inDelphin ShibinNo ratings yet
- Final Demo DLPDocument7 pagesFinal Demo DLPAljohaila GulamNo ratings yet
- B PH 1 S EnglishDocument19 pagesB PH 1 S Englishnifty.vedNo ratings yet
- Tu Btech Curriculum-2Document78 pagesTu Btech Curriculum-2Jitul RajbongshiNo ratings yet