Download as pdf or txt
You might also like
- Kali Linux DocumentationDocument22 pagesKali Linux DocumentationTech VkNo ratings yet
- Exercise 8 SOLUTIONDocument6 pagesExercise 8 SOLUTIONLeng ChaiNo ratings yet
- Shop Link Flash ManualDocument4 pagesShop Link Flash ManualBoby SaputraNo ratings yet
- The Spiritual-Industrial Complex - America's Religious Battle (DR - Soc) PDFDocument286 pagesThe Spiritual-Industrial Complex - America's Religious Battle (DR - Soc) PDFyarghoNo ratings yet
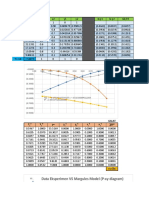
- KSL - Theo Vs KSL - Expt: N (RPS)Document1 pageKSL - Theo Vs KSL - Expt: N (RPS)Krishnakant PandeyNo ratings yet
- 10 Waiting Line AnalysisDocument59 pages10 Waiting Line AnalysisDivyanshu Shekhar100% (1)
- Co (MG/L) : A% Exponential (A %)Document35 pagesCo (MG/L) : A% Exponential (A %)Οδυσσεας ΚοψιδαςNo ratings yet
- Metodo de Euler (Exercícios Da Aula Resolvidos)Document10 pagesMetodo de Euler (Exercícios Da Aula Resolvidos)Paulo Vieira De AzevedoNo ratings yet
- Universidad Nacional de San Agustín Facultad de Ingeniería de Procesos Escuela Profesional de Ingeniería QuímicaDocument3 pagesUniversidad Nacional de San Agustín Facultad de Ingeniería de Procesos Escuela Profesional de Ingeniería QuímicaClaudia.chNo ratings yet
- Voltage Limits:: Operating Problem Corrective Action FACTS ControllerDocument4 pagesVoltage Limits:: Operating Problem Corrective Action FACTS Controllerعبدا لصمدNo ratings yet
- CH 14Document20 pagesCH 14Aden FatimaNo ratings yet
- Courbe de Remous I 0Document16 pagesCourbe de Remous I 0MEZALINo ratings yet
- PR1 Howe Truss - ReportDocument4 pagesPR1 Howe Truss - ReportKimberly BalagatNo ratings yet
- Data FarkinDocument4 pagesData FarkinsyiraNo ratings yet
- Comportamento in Frequenza Di Un Condensatore Reale Modulo Dell'impedenza ZCDocument8 pagesComportamento in Frequenza Di Un Condensatore Reale Modulo Dell'impedenza ZCgioterranoNo ratings yet
- Reattanza Condensatore RealeDocument8 pagesReattanza Condensatore RealegioterranoNo ratings yet
- Calculos para Reporte 2 Material FragilDocument5 pagesCalculos para Reporte 2 Material FragilMORALES WILSON JAHIR VON QUEDNOWNo ratings yet
- Problems ch14Document9 pagesProblems ch14Muhammad Insan KamilNo ratings yet
- Lab 05Document8 pagesLab 05Ernesto ZavaletaNo ratings yet
- Assignment 8 6331 PDFDocument11 pagesAssignment 8 6331 PDFALIKNFNo ratings yet
- Dynamics Lab Balancing of Reciprocating Masses: Vaishnavi K ME18BTECH11017Document15 pagesDynamics Lab Balancing of Reciprocating Masses: Vaishnavi K ME18BTECH11017VAISHNAVI KNo ratings yet
- Anves Capm FatimahDocument9 pagesAnves Capm FatimahImahNo ratings yet
- BAB VII (UCS) Kel.2Document6 pagesBAB VII (UCS) Kel.2rendyjaplimNo ratings yet
- 2.1.2 Spatial Response Plot: Angle: - 45°, Frequency Range: (100 HZ, 4000 HZ) (From Current Selection)Document2 pages2.1.2 Spatial Response Plot: Angle: - 45°, Frequency Range: (100 HZ, 4000 HZ) (From Current Selection)oscaracostaNo ratings yet
- Aula Prática de C.NDocument6 pagesAula Prática de C.NPatrício Zua Correia ZuaNo ratings yet
- Menghitung Probabilitas Individu Dari Penambahan 3 Unit Pembangkit Soal BDocument10 pagesMenghitung Probabilitas Individu Dari Penambahan 3 Unit Pembangkit Soal BDwikiNo ratings yet
- AEM 3e Chapter 06Document6 pagesAEM 3e Chapter 06AKIN ERENNo ratings yet
- Weir CalculationDocument8 pagesWeir CalculationWade LiNo ratings yet
- Informe 4 (Datos)Document5 pagesInforme 4 (Datos)Zaira Camila CriolloNo ratings yet
- Pengolahan DataDocument12 pagesPengolahan Dataari antoNo ratings yet
- Tabel Pengamatan Eksperimen Interferometer Fabry-PerotDocument3 pagesTabel Pengamatan Eksperimen Interferometer Fabry-Perotmaul ataNo ratings yet
- Elongation 156 157Document2 pagesElongation 156 157engmohamedhusseinzakiNo ratings yet
- TUGAS 3 KESFAS A - 05191056 - Pradhitya Dwijati WibowoDocument10 pagesTUGAS 3 KESFAS A - 05191056 - Pradhitya Dwijati WibowoArlieNo ratings yet
- Experiment No. 1 (CRE II - RTD MFR (Pulse) )Document6 pagesExperiment No. 1 (CRE II - RTD MFR (Pulse) )Prashant GiriNo ratings yet
- Lembar Perhitungan ReagenDocument1 pageLembar Perhitungan Reageniftitania arditaNo ratings yet
- Lab Phy CapacitorDocument5 pagesLab Phy CapacitorCarl StromoNo ratings yet
- Correc C I On AngularDocument5 pagesCorrec C I On AngularLuis carlos duran gomezNo ratings yet
- V Notch Electric Board Pressure Gauges: Power InputDocument6 pagesV Notch Electric Board Pressure Gauges: Power InputBenson Mwathi MungaiNo ratings yet
- Data Mentah PenelitianDocument6 pagesData Mentah PenelitianIrham KusumaNo ratings yet
- Single CSTR-Concentration VS Reduced TimeDocument17 pagesSingle CSTR-Concentration VS Reduced TimeRiazNo ratings yet
- Homework No. 3..Document7 pagesHomework No. 3..Katherine PaterninaNo ratings yet
- Group 3 Spectrometry DPARDocument9 pagesGroup 3 Spectrometry DPARKim Rohn AbrilNo ratings yet
- Reservoir SCAL Report GulfaksDocument14 pagesReservoir SCAL Report GulfaksAngelo Kristoff MacarioNo ratings yet
- Sesion 2Document10 pagesSesion 2CésarNo ratings yet
- Pintu Sorong Kel 5 ExcelDocument5 pagesPintu Sorong Kel 5 ExcelIrvebry AyuNo ratings yet
- Planilha de Calculo RAIN CRANE WalterDocument5 pagesPlanilha de Calculo RAIN CRANE WalterThiagoNo ratings yet
- Co (MG/L) : A% Exponential (A %)Document35 pagesCo (MG/L) : A% Exponential (A %)Οδυσσεας ΚοψιδαςNo ratings yet
- Data PFR FixDocument7 pagesData PFR FixAnisa Mutia UlfaNo ratings yet
- Flood Routing Embung 1Document10 pagesFlood Routing Embung 1Rifki yozaNo ratings yet
- Transient Flow Because of Time Dependent Flow: o o o o o o o o o oDocument5 pagesTransient Flow Because of Time Dependent Flow: o o o o o o o o o oAzizul HakimNo ratings yet
- KinetikaDocument3 pagesKinetika'Dora Myron Jeruzielski'No ratings yet
- 阻力與推進HWDocument3 pages阻力與推進HWKuo1018No ratings yet
- Appendix ADocument3 pagesAppendix AIan Skitz JucsNo ratings yet
- Quality Engineering Report IIIDocument3 pagesQuality Engineering Report IIIKurtNo ratings yet
- C.1. Regangan Aksial Rayapan Tekan Batupasir R-1Document8 pagesC.1. Regangan Aksial Rayapan Tekan Batupasir R-1Agustina Elfira RidhaNo ratings yet
- Wks2 3 Bracket MethodseditDocument8 pagesWks2 3 Bracket MethodseditIlza Fadilatul HaqNo ratings yet
- Planilha Do Caso 2Document2 pagesPlanilha Do Caso 2Alessandro PaulinNo ratings yet
- RTD Cobined PFR CSTRDocument5 pagesRTD Cobined PFR CSTRhanamant jamadarNo ratings yet
- Spektroskopsko Određivanje Ibuprofena U Neofen Dražejama: 0.14 F (X) 0.2528 X 0.00028 R 0.999995618710111Document1 pageSpektroskopsko Određivanje Ibuprofena U Neofen Dražejama: 0.14 F (X) 0.2528 X 0.00028 R 0.999995618710111saraahNo ratings yet
- 04 90 HW - w4 - Jaime - Leon 90 PDFDocument22 pages04 90 HW - w4 - Jaime - Leon 90 PDFtripijbNo ratings yet
- Distâ1Document19 pagesDistâ1Nastase DamianNo ratings yet
- Sir Fawad Najam Assignment No 1 FinalDocument50 pagesSir Fawad Najam Assignment No 1 FinalRajput JanjuaNo ratings yet
- Inventory Cont Study ProblemsDocument8 pagesInventory Cont Study Problemsemirdurmaz200131No ratings yet
- Tuketici Fiyat Endeksi Ve Degisim OranlariDocument1 pageTuketici Fiyat Endeksi Ve Degisim Oranlariemirdurmaz200131No ratings yet
- GradesDocument1 pageGradesemirdurmaz200131No ratings yet
- 4412 2024B SampleMTDocument5 pages4412 2024B SampleMTemirdurmaz200131No ratings yet
- Emir 3314 UpdatedversionDocument25 pagesEmir 3314 Updatedversionemirdurmaz200131No ratings yet
- Curriculum Planning and AssessmentDocument12 pagesCurriculum Planning and AssessmentpearllavenderNo ratings yet
- Manual Cert Ret IVA VEDocument23 pagesManual Cert Ret IVA VEAnonymous ByFU6esNo ratings yet
- Cumulative TestDocument7 pagesCumulative TestMohammed GougazehNo ratings yet
- Analysis: "Conscious Am I in My Chamber," by Emily DickinsonDocument1 pageAnalysis: "Conscious Am I in My Chamber," by Emily DickinsonnaphelgeNo ratings yet
- The Kirkpatrick Model: A Useful Tool For Evaluating Training OutcomesDocument10 pagesThe Kirkpatrick Model: A Useful Tool For Evaluating Training Outcomesmsafboasb sababhNo ratings yet
- Advanced Art Color TheoryDocument62 pagesAdvanced Art Color Theoryapi-29396457886% (7)
- Checklist of Answer Sheet SCIENCE ANSWER SHEETS WEEK 1 4 1Document9 pagesChecklist of Answer Sheet SCIENCE ANSWER SHEETS WEEK 1 4 1JESUSA SANTOSNo ratings yet
- Introduction To Objectivism WTDocument9 pagesIntroduction To Objectivism WTWagz KagiriNo ratings yet
- Algebra 2 Honors AssignmentDocument2 pagesAlgebra 2 Honors Assignmentapi-3597311780% (1)
- EduKAHON Accomplishment ReportDocument11 pagesEduKAHON Accomplishment ReportMARIETTA DIANo ratings yet
- 11a Uncontacted TribesDocument3 pages11a Uncontacted TribesboviedoveNo ratings yet
- Generation System Adequacy EvaluationDocument85 pagesGeneration System Adequacy EvaluationdarshanraghuNo ratings yet
- Final BMTU As On 28.06.19Document103 pagesFinal BMTU As On 28.06.19Rahul N PatelNo ratings yet
- PL Toolbox Talk 5 Minute HousekeepingDocument1 pagePL Toolbox Talk 5 Minute HousekeepingRomanuSNo ratings yet
- Systems BiologyDocument500 pagesSystems Biologysap7100% (1)
- Mikser Festival 2024 - Microtactics - EngDocument35 pagesMikser Festival 2024 - Microtactics - EngHowlin' WolfyNo ratings yet
- Activity 2Document2 pagesActivity 2Cherry Ann Marcial NabascaNo ratings yet
- Sap PP SyllabusDocument4 pagesSap PP SyllabusZaheer AhamedNo ratings yet
- L13 15Document32 pagesL13 15saireddy4b1No ratings yet
- Nama: Rodiatul Jannah No Absen: 28 Kelas: Xi-Mipa 3 Guru Mapel: Widisuwita Sumadia, M.PDDocument10 pagesNama: Rodiatul Jannah No Absen: 28 Kelas: Xi-Mipa 3 Guru Mapel: Widisuwita Sumadia, M.PDrodiatul jannahNo ratings yet
- List of Regd. SuppliersDocument36 pagesList of Regd. SuppliersDavid ThomasNo ratings yet
- Nova The Great Math Mystery Final Press Release LetterheadDocument4 pagesNova The Great Math Mystery Final Press Release LetterheadGio Valerio0% (1)
- Goodman DiagDocument69 pagesGoodman DiagRavi ShankarNo ratings yet
- Importing and Merging Data: PC Xplor AsciiDocument43 pagesImporting and Merging Data: PC Xplor AsciiTessfaye Wolde GebretsadikNo ratings yet
- 08 InkjetDocument15 pages08 InkjetWeb LogueandoNo ratings yet
- USA TestDocument40 pagesUSA TestMichel ThorupNo ratings yet
- Electronic Diary-Based Clinical Capture in A Pain Clinical TrialDocument1 pageElectronic Diary-Based Clinical Capture in A Pain Clinical TrialAMIANo ratings yet