Download as pdf or txt
You might also like
- BMW Coding+Retrofit Guid PDF Files ListDocument3 pagesBMW Coding+Retrofit Guid PDF Files ListObd BytesNo ratings yet
- Parts Manual Yanmar VIO55 5Document159 pagesParts Manual Yanmar VIO55 5MontyNo ratings yet
- ABS Check Sheet SOLAS Surveys AIS Radio Tech - DocmDocument2 pagesABS Check Sheet SOLAS Surveys AIS Radio Tech - DocmAbhijithNo ratings yet
- 10 TP Liolio's GroupDocument11 pages10 TP Liolio's Grouprose ann liolio100% (2)
- LPG Recovery PlantsDocument11 pagesLPG Recovery PlantsEdgar HuancaNo ratings yet
- GI 6.030, Traffic and Vehicle SafetyDocument18 pagesGI 6.030, Traffic and Vehicle SafetyFarrukh Ejaz0% (2)
- The Promise of Stimulation: Understanding + Total Approach Optimum ValueDocument4 pagesThe Promise of Stimulation: Understanding + Total Approach Optimum ValueNguyen Truong SonNo ratings yet
- SPE 185472 New Trends in Waterflooding Project OptimizationDocument29 pagesSPE 185472 New Trends in Waterflooding Project Optimizationk.leya424No ratings yet
- Woodside Spe Paper 116519Document14 pagesWoodside Spe Paper 116519Stanley OkaforNo ratings yet
- SPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsDocument12 pagesSPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsAdri Coca SuaznabarNo ratings yet
- Completion Challenge PaperDocument7 pagesCompletion Challenge Papergregorio2407No ratings yet
- Comparison of Multiphase PumpingDocument11 pagesComparison of Multiphase PumpingNill GlezNo ratings yet
- 02 12 16 146784Document11 pages02 12 16 146784Alejandro GilNo ratings yet
- A Case Study On The Effect of Production Segmentation CompletionDocument9 pagesA Case Study On The Effect of Production Segmentation CompletionSara Kamil Abd Al-RedahNo ratings yet
- 42 - Injection OperationsDocument6 pages42 - Injection Operationsrizal tri susiloNo ratings yet
- IADC/SPE-180689-MS Samarang Well Intervention Performance Evaluation For Production Enhancement PortfolioDocument11 pagesIADC/SPE-180689-MS Samarang Well Intervention Performance Evaluation For Production Enhancement PortfolioQaiser HafeezNo ratings yet
- Extending The Life of Mature AssetsDocument18 pagesExtending The Life of Mature Assetsjesf_2014No ratings yet
- Applying TechniquesDocument6 pagesApplying TechniquesjulianNo ratings yet
- Spe 173450 MsDocument16 pagesSpe 173450 Ms9412ttjNo ratings yet
- Tugas Review PaperDocument5 pagesTugas Review PaperKetut Vera Budi LesmanaNo ratings yet
- From Sea To Shining SeaDocument4 pagesFrom Sea To Shining SeaDonrossi SimpsonNo ratings yet
- SPE-185428-MS Optimizing Cost and Effectiveness of Well Interventions: An Holistic ApproachDocument17 pagesSPE-185428-MS Optimizing Cost and Effectiveness of Well Interventions: An Holistic ApproachQaiser HafeezNo ratings yet
- Achieving Sustainable Energy Reduction in An Industrial SettingDocument2 pagesAchieving Sustainable Energy Reduction in An Industrial SettingKit OungNo ratings yet
- Spe 201168 MsDocument20 pagesSpe 201168 Msnakulvarma0810No ratings yet
- SPE-197754-MS Well Testing To Full Potential: Lessons Learned and Best Practices For High Rate WellsDocument20 pagesSPE-197754-MS Well Testing To Full Potential: Lessons Learned and Best Practices For High Rate WellsTheNourEldenNo ratings yet
- SPE 185098 Gas Lift Production Benchmarking Using IPR Risked Inflow Modeling CaseDocument21 pagesSPE 185098 Gas Lift Production Benchmarking Using IPR Risked Inflow Modeling CaseEdgar GonzalezNo ratings yet
- Cost Reduction in Mining Operations - DiscussionDocument4 pagesCost Reduction in Mining Operations - DiscussionSebastiánHernandezAlbayayNo ratings yet
- Analysis of Smart Oil Wells-3735 PDFDocument11 pagesAnalysis of Smart Oil Wells-3735 PDFVijaiey AnandNo ratings yet
- Prospects of Improving Energy Consumption of The M PDFDocument15 pagesProspects of Improving Energy Consumption of The M PDFBaher SalehNo ratings yet
- Chemical Process Plants - Plan For RevampsDocument6 pagesChemical Process Plants - Plan For RevampsBramJanssen76No ratings yet
- OTC 18381 Flow-Assurance Field Solutions (Keynote) : Are We There Yet?Document3 pagesOTC 18381 Flow-Assurance Field Solutions (Keynote) : Are We There Yet?lulalala8888No ratings yet
- Spe 128716 MsDocument13 pagesSpe 128716 MsIskander KasimovNo ratings yet
- Cost Reduction in Mining OperationsDocument7 pagesCost Reduction in Mining Operationslodewijkeco100% (2)
- Practical Solutions For Optimizing Steel Mill Wastewater Treatment PlantsDocument3 pagesPractical Solutions For Optimizing Steel Mill Wastewater Treatment Plantsiman2222No ratings yet
- Assesment of Subsea Production and Well SystemsDocument202 pagesAssesment of Subsea Production and Well SystemsJorge Cipriano100% (3)
- Stackfrac Open Hole Systems Maximize Assets in Marcellus ShaleDocument3 pagesStackfrac Open Hole Systems Maximize Assets in Marcellus ShaleSyed AsadNo ratings yet
- CDU Increase Distillate YieldDocument9 pagesCDU Increase Distillate Yieldrvkumar61No ratings yet
- SPE-190959-MS Life-of-Well Gas Lift Installations For Unconventional ResourcesDocument19 pagesSPE-190959-MS Life-of-Well Gas Lift Installations For Unconventional ResourcesWan Norain Awang LongNo ratings yet
- How To Increase Recovery of Hydrocarbons Utilizing Subsea Processing TechnologyDocument14 pagesHow To Increase Recovery of Hydrocarbons Utilizing Subsea Processing TechnologySara AguilarNo ratings yet
- Mine Backfill - Optimisation OpportunityDocument2 pagesMine Backfill - Optimisation OpportunityCarlos A. Espinoza MNo ratings yet
- Energy Efficiency 4 PillarsDocument5 pagesEnergy Efficiency 4 PillarsVenkatesh Kumar RamanujamNo ratings yet
- 10 Steps To Pump Reliability Part 1Document5 pages10 Steps To Pump Reliability Part 1Anonymous ua66zYwrpNo ratings yet
- A Mixed Integer Linear Programming Model For The Optimal Operation of A Network of Gas Oil Separation PlantsDocument33 pagesA Mixed Integer Linear Programming Model For The Optimal Operation of A Network of Gas Oil Separation PlantsRemuel ArellanoNo ratings yet
- (2024) Jansen_A Holistic Approach to Large-scale Alternative Dewatered TailingsDocument16 pages(2024) Jansen_A Holistic Approach to Large-scale Alternative Dewatered TailingsDiogo Braga BrandaniNo ratings yet
- Prosper Software For Gas Lift System Design and SimulationDocument11 pagesProsper Software For Gas Lift System Design and SimulationRaunak AryanNo ratings yet
- No Osa SewerDocument9 pagesNo Osa SewerLTE002No ratings yet
- SPE-106465-MS-P - Foam-Assisted Lift-Importance of Selection and ApplicationDocument5 pagesSPE-106465-MS-P - Foam-Assisted Lift-Importance of Selection and ApplicationkencasanovNo ratings yet
- SPE 181685 MS - UnpwDocument15 pagesSPE 181685 MS - Unpwoppai.gaijinNo ratings yet
- Modeling Pipeline Hydraulics WP PDFDocument14 pagesModeling Pipeline Hydraulics WP PDFthuan0805No ratings yet
- Sulzer Pumps Retrofit: Increasing The Efficiency of Pumps: Technical and Economic OptimizationDocument8 pagesSulzer Pumps Retrofit: Increasing The Efficiency of Pumps: Technical and Economic OptimizationAri HeryadiNo ratings yet
- "Business Support For The Employment of Highly Qualified Personnel" Proposal Submission FormDocument11 pages"Business Support For The Employment of Highly Qualified Personnel" Proposal Submission FormsotalxNo ratings yet
- 10 11648 J Ogce 20150303 12Document6 pages10 11648 J Ogce 20150303 12Ariel DjonthuNo ratings yet
- SPE 141026 Development and Application of Foamers To Enhance Crude Oil ProductionDocument8 pagesSPE 141026 Development and Application of Foamers To Enhance Crude Oil ProductionRégis OngolloNo ratings yet
- Optimizing Water Inj Rate For Waterflooding FieldDocument1 pageOptimizing Water Inj Rate For Waterflooding FieldAnnisa Arisyi50% (2)
- PROCESS SAFETY&Mdash 1 - Gas Conditioning Failures Show Need For Design Scrutiny - Oil & Gas JournalDocument6 pagesPROCESS SAFETY&Mdash 1 - Gas Conditioning Failures Show Need For Design Scrutiny - Oil & Gas JournalcsNo ratings yet
- Advanced Deepwater Kick DetectionDocument10 pagesAdvanced Deepwater Kick DetectionRakibul IslamNo ratings yet
- Cleaning of Pipeline PDFDocument9 pagesCleaning of Pipeline PDFAnonymous Xy309m9Sm9100% (3)
- An Approach To Pilot Plant StudiesDocument4 pagesAn Approach To Pilot Plant StudiessaverrNo ratings yet
- How Food Processors Can Successfully Manage Water and UtilitiesDocument10 pagesHow Food Processors Can Successfully Manage Water and UtilitiesunconformistNo ratings yet
- Energy Efficiency - The Other Alternative FuelDocument6 pagesEnergy Efficiency - The Other Alternative FueladebukNo ratings yet
- Literature Review Centrifugal PumpDocument5 pagesLiterature Review Centrifugal Pumpea44a6t7100% (1)
- CCRO TheNewStandardDocument12 pagesCCRO TheNewStandardgulfengsolutionsNo ratings yet
- Analysis of Smart Oil Wells Inflow Performance Relationship CurvesDocument12 pagesAnalysis of Smart Oil Wells Inflow Performance Relationship Curvesعقيل راضيNo ratings yet
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceFrom EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceNo ratings yet
- Energy Storage in Grids with High Penetration of Variable GenerationFrom EverandEnergy Storage in Grids with High Penetration of Variable GenerationNo ratings yet
- Airworthiness Directives: Header InformationDocument3 pagesAirworthiness Directives: Header InformationEdson Caillavi LafuenteNo ratings yet
- ICAO Protocol Questions AIG - 104 PQsDocument50 pagesICAO Protocol Questions AIG - 104 PQscbourguig100% (1)
- Transpo1 PDFDocument1 pageTranspo1 PDFIra MejiaNo ratings yet
- RA - Republic Act No. 10863 PDFDocument130 pagesRA - Republic Act No. 10863 PDFFrancis Punx100% (1)
- Kodiak Marine: Supercharged 6.2L LSADocument48 pagesKodiak Marine: Supercharged 6.2L LSAmecanica gomesNo ratings yet
- MUTCD PT 11 Parking ControlsDocument32 pagesMUTCD PT 11 Parking Controlspalladium1buNo ratings yet
- Monitoring and Enhanced Fatigue Evaluation of A Steel Railway BridgeDocument10 pagesMonitoring and Enhanced Fatigue Evaluation of A Steel Railway BridgeSaba AliyariNo ratings yet
- 3rd Nothing New Under SunDocument2 pages3rd Nothing New Under SunyvhonnedelimaNo ratings yet
- Taefi Policy 2016 PDFDocument20 pagesTaefi Policy 2016 PDFwajidali454No ratings yet
- A C GVF 11020 M S W S: Sparagus Art Otorized Ection Ing EtsDocument2 pagesA C GVF 11020 M S W S: Sparagus Art Otorized Ection Ing EtsCarlos CubaNo ratings yet
- Gas Power CyclesDocument19 pagesGas Power CyclesMa. Monica ConsulNo ratings yet
- CarburretorDocument8 pagesCarburretorbantiebduNo ratings yet
- BCA Annual Testing Report (Full Load)Document3 pagesBCA Annual Testing Report (Full Load)Shen WeijianNo ratings yet
- Engines Parts - Cimex GlobeDocument1 pageEngines Parts - Cimex GlobeAbm Faruk E MonjurNo ratings yet
- Railway Turning: Re-Turning and New Wheel TurningDocument50 pagesRailway Turning: Re-Turning and New Wheel TurningСтефан ВоденичаровNo ratings yet
- RFID Toll Fare Trip NorthernDocument3 pagesRFID Toll Fare Trip NorthernArmizaNo ratings yet
- Free Repair Car Repair Powerpoint TemplateDocument18 pagesFree Repair Car Repair Powerpoint Templateretav56309No ratings yet
- Age of Steam Ships: Stories and History of All 50 Vessels Which Sail in TransatlanticDocument13 pagesAge of Steam Ships: Stories and History of All 50 Vessels Which Sail in TransatlanticGianfrancoNo ratings yet
- SR No - Name of Group Members Enrollment NumberDocument6 pagesSR No - Name of Group Members Enrollment NumberBhimaji TaNo ratings yet
- New Regulations For AHT VesselDocument24 pagesNew Regulations For AHT VesselredchaozNo ratings yet
- Golf 2007 Jetta 2005 Maintenance EngDocument214 pagesGolf 2007 Jetta 2005 Maintenance EngMaster67% (3)
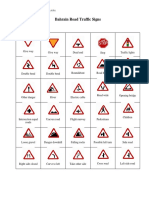
- Bahrain Road Traffic SignsDocument3 pagesBahrain Road Traffic Signsnishanthaindika100% (1)
- Ensenada, Mexico Mmes/Ese: Departure Rwy 29Document3 pagesEnsenada, Mexico Mmes/Ese: Departure Rwy 29atrflyerNo ratings yet
- Road Design ProjectDocument16 pagesRoad Design ProjectRijan Mrt100% (1)
- Lo Logistical LogisticsDocument3 pagesLo Logistical LogisticskokodNo ratings yet