
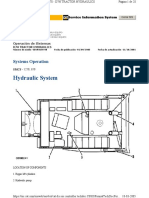
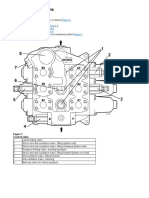
Hydraulic System
Hydraulic System
You might also like
- (TM) Land Rover Manual de Taller de Range Rover Evoque Caja ZF 2012 en InglesDocument446 pages(TM) Land Rover Manual de Taller de Range Rover Evoque Caja ZF 2012 en InglesMelik ŞekerNo ratings yet
- Report of Pneumatic Punchng Machine 100%Document50 pagesReport of Pneumatic Punchng Machine 100%Roger Anton64% (14)
- Testing and CommissioningDocument15 pagesTesting and CommissioningAnil Radheshwar100% (2)
- CK20 WM 09 HydraulicDocument56 pagesCK20 WM 09 Hydraulicclcasal100% (2)
- Ambra-Akcela Oil Specs PDFDocument1 pageAmbra-Akcela Oil Specs PDFJUNA RUSANDI S100% (1)
- SECTION 07 Hydraulics2 9020-9030Document16 pagesSECTION 07 Hydraulics2 9020-9030Vjz10997100% (2)
- Terex TC35 PDFDocument260 pagesTerex TC35 PDFYew Lim100% (2)
- Diagrama Hidraulico D9TDocument2 pagesDiagrama Hidraulico D9TCristian Valencia100% (1)
- Carregadeira LiebherrDocument17 pagesCarregadeira Liebherrsanches pita100% (5)
- 6991 1274 01a APCDocument15 pages6991 1274 01a APCpeter_157608700No ratings yet
- Manual de PropietarioDocument22 pagesManual de PropietarioSergioPortillaLastarria100% (2)
- T e C H N I C A L D o C U M e N T A T I o NDocument43 pagesT e C H N I C A L D o C U M e N T A T I o Nmihaidanpan791No ratings yet
- Valvul de Alivio de LineaDocument34 pagesValvul de Alivio de LineaElías AguilarNo ratings yet
- Cargador 920 & 930 Sistema HidraulicoDocument19 pagesCargador 920 & 930 Sistema Hidraulicojulio100% (1)
- Watch-Dog Installation Operation Maintenance InstructionDocument4 pagesWatch-Dog Installation Operation Maintenance InstructionAhmad FauzanNo ratings yet
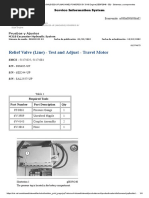
- Relief Valve (Line) - Test and Adjust: Shutdown SIS Previous ScreenDocument5 pagesRelief Valve (Line) - Test and Adjust: Shutdown SIS Previous Screenchanlin0% (1)
- Massey Ferguson 6100 Series Hydraulics DescriptionDocument198 pagesMassey Ferguson 6100 Series Hydraulics Descriptionkkk100% (1)
- AttTesting and AdjustingDocument8 pagesAttTesting and Adjustingchanlin100% (1)
- Transmission Control Valve: Shutdown SIS Previous ScreenDocument13 pagesTransmission Control Valve: Shutdown SIS Previous ScreenYudi setiawanNo ratings yet
- HytrolDocument44 pagesHytrolMark Mach AllenNo ratings yet
- Pressure Reducing Valve PDFDocument3 pagesPressure Reducing Valve PDFneversigNo ratings yet
- Hydraulic Pump - Test and Adjust: Pantalla AnteriorDocument14 pagesHydraulic Pump - Test and Adjust: Pantalla Anterioriver_millan100% (1)
- 0332 v11 T6Document38 pages0332 v11 T6sumitNo ratings yet
- 1995 Ford Escort 1Document11 pages1995 Ford Escort 1Francisco SanchezNo ratings yet
- DM 50 Middle Range Hydraulics SystemsDocument107 pagesDM 50 Middle Range Hydraulics SystemsVALENTIN PEREZNo ratings yet
- VALVULA ALIVIO LINEAS 972G CatDocument8 pagesVALVULA ALIVIO LINEAS 972G CatEdin Raul Yalle RafaelNo ratings yet
- Valve ActuatorsDocument32 pagesValve ActuatorsAntoine lazarus MaomyNo ratings yet
- Amico Regulador de Manifold Planos PDFDocument52 pagesAmico Regulador de Manifold Planos PDFLopez ClaudioNo ratings yet
- Relief Valve (Line) - Test and Adjust - Travel Motor PDFDocument4 pagesRelief Valve (Line) - Test and Adjust - Travel Motor PDFjuan castaedaNo ratings yet
- Testing and Adjusting: Pruebas y AjustesDocument20 pagesTesting and Adjusting: Pruebas y AjustesAnahi Ramos100% (1)
- Systems OperationDocument28 pagesSystems Operationoscar el careverga100% (1)
- 2presion PrincipalDocument7 pages2presion PrincipalEver MendozaNo ratings yet
- ! CEB Over Centre Cartridge ValveDocument75 pages! CEB Over Centre Cartridge ValvekmstamimNo ratings yet
- Brochure Valve Positioning System Shafer en 83896Document6 pagesBrochure Valve Positioning System Shafer en 83896rizky ListyawanNo ratings yet
- FeDocument3 pagesFemihaidanpan791No ratings yet
- Hydraulic System: (NOT USED IN 1032 OR 1640)Document2 pagesHydraulic System: (NOT USED IN 1032 OR 1640)aadhanNo ratings yet
- Pruebas Yu AjustesDocument15 pagesPruebas Yu AjustesFbrzo Di GvargasNo ratings yet
- Proportional Electro-Hydraulic ControlsDocument31 pagesProportional Electro-Hydraulic ControlshassanHyro43100% (3)
- Hydraulic System: Systems OperationDocument28 pagesHydraulic System: Systems OperationRoberto BaierNo ratings yet
- Pilot Operated Pressure Relief Valve - Series Vr4VDocument10 pagesPilot Operated Pressure Relief Valve - Series Vr4VajaydevbNo ratings yet
- Main Control Valve 966Document22 pagesMain Control Valve 966Ahmed RezkNo ratings yet
- Piston Pump (Steering) PressureDocument8 pagesPiston Pump (Steering) Pressureal muhajirinNo ratings yet
- Hydraulic Pump - Test and Adjust: Cerrar SIS Pantalla AnteriorDocument18 pagesHydraulic Pump - Test and Adjust: Cerrar SIS Pantalla AnteriorjuampacervantesNo ratings yet
- Hydraulic Pump - Test and Adjust: Cerrar SIS Pantalla AnteriorDocument18 pagesHydraulic Pump - Test and Adjust: Cerrar SIS Pantalla AnteriorjuampacervantesNo ratings yet
- L180 Hydraulic DiagramDocument39 pagesL180 Hydraulic DiagramAstrit StratiNo ratings yet
- SteeringDocument7 pagesSteeringyeremia kristianNo ratings yet
- c5 - Basic Hydraulic CircuitDocument30 pagesc5 - Basic Hydraulic CircuitRaymond LeoNo ratings yet
- Claval PRV TM-90-01Document30 pagesClaval PRV TM-90-01DuxToyNo ratings yet
- Prueba de La Bomba Hid. 416eDocument14 pagesPrueba de La Bomba Hid. 416eJosé GonzalezNo ratings yet
- 322L EXCAVATOR 9RL00001-UP (MACHINE) POWERED BY 3116 ENGINE (SEBP2267 - 02) - DocumentaciónDocument60 pages322L EXCAVATOR 9RL00001-UP (MACHINE) POWERED BY 3116 ENGINE (SEBP2267 - 02) - DocumentaciónJose Corcega brito100% (2)
- Hydraulic SystemDocument46 pagesHydraulic SystemclcasalNo ratings yet
- Steering Unit Type LAGC: Nominal Sizes 50 To 630 Series 1X Nominal Pressure 175 Bar Maximum Flow 63 L/minDocument10 pagesSteering Unit Type LAGC: Nominal Sizes 50 To 630 Series 1X Nominal Pressure 175 Bar Maximum Flow 63 L/minAhmed Abd ElhakeemNo ratings yet
- Att System OperationDocument41 pagesAtt System OperationchanlinNo ratings yet
- Extendedsheet 4Document3 pagesExtendedsheet 4osama hamadaNo ratings yet
- Desarmado y Armado Hidrau 416CDocument99 pagesDesarmado y Armado Hidrau 416CedhuamNo ratings yet
- Bom A4VG - REXROTHDocument44 pagesBom A4VG - REXROTHnamduong368100% (4)
- Digital Control ValveDocument8 pagesDigital Control Valvecnrk777100% (1)
- Relief Valve (Main) - Test and Adjust PDFDocument4 pagesRelief Valve (Main) - Test and Adjust PDFjuan castaedaNo ratings yet
- Main Pump (Flow) - Test: Shutdown SISDocument32 pagesMain Pump (Flow) - Test: Shutdown SISевгений летецкий100% (1)
- Ajuste y Test Presiones Iniciales PDFDocument8 pagesAjuste y Test Presiones Iniciales PDFHugo Rivas ViedmanNo ratings yet
- Bo Cat Retor Excavadora225BDocument46 pagesBo Cat Retor Excavadora225BLaura MendozaNo ratings yet
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Piping Learn CourseDocument2 pagesPiping Learn Coursearmin heidariNo ratings yet
- Dsa6080 PDFDocument32 pagesDsa6080 PDFاشرينكيل مسونكيلNo ratings yet
- Mining: Supercritical Flow Critical Flow Subcritical FlowDocument3 pagesMining: Supercritical Flow Critical Flow Subcritical FlowBoonsita NammanaNo ratings yet
- D3G, D4G, and D5G HYSTAT Track-Type Tractors Hydraulic SystemDocument2 pagesD3G, D4G, and D5G HYSTAT Track-Type Tractors Hydraulic SystemNidya Wardah JuhanaNo ratings yet
- NL 80 - 315 (440 USGPM at 100 FT) - 1Document4 pagesNL 80 - 315 (440 USGPM at 100 FT) - 1Kok WaiNo ratings yet
- MP Priority Valve - 301-P-900002-EnDocument3 pagesMP Priority Valve - 301-P-900002-EnCésaire Aimé NdjemNo ratings yet
- Documents - Pub - New Holland t8030 Tractor Service Repair Manual 1Document18 pagesDocuments - Pub - New Holland t8030 Tractor Service Repair Manual 1Luisg Goldenberg100% (1)
- Flow in Pipes-Sample Problems and TutorialsDocument15 pagesFlow in Pipes-Sample Problems and TutorialsNickson Koms100% (1)
- Reliable Solutions For Steam Generation Distribution Applications Brochure en 5180488Document3 pagesReliable Solutions For Steam Generation Distribution Applications Brochure en 5180488AlejandroNo ratings yet
- 364-Pre Job Check List High Pressure Hydro Jetting Rev 000Document4 pages364-Pre Job Check List High Pressure Hydro Jetting Rev 000francis50% (2)
- Assignment 2 - Achieving Clarity and Limiting Paragraph Length PDocument2 pagesAssignment 2 - Achieving Clarity and Limiting Paragraph Length Papi-515325048100% (1)
- AC-036045-001 Vent, Drain and Sample ConnectionsDocument1 pageAC-036045-001 Vent, Drain and Sample Connectionsnarutothunderjet216No ratings yet
- P Ice List: Comprehensive Range of Pipes and FittingsDocument12 pagesP Ice List: Comprehensive Range of Pipes and FittingsShivankar GuptaNo ratings yet
- Flow Sheet Eh-500fk 1000-030-9846Document1 pageFlow Sheet Eh-500fk 1000-030-9846thanh thien nguyenNo ratings yet
- Sapa 2022Document8 pagesSapa 2022RL SanNo ratings yet
- Device Summary T10107-YL00-P0MAA-240001 - Rev B Instrument & Equipment List (2014 - 08 - 09 13 - 13 - 18 UTC) PDFDocument11 pagesDevice Summary T10107-YL00-P0MAA-240001 - Rev B Instrument & Equipment List (2014 - 08 - 09 13 - 13 - 18 UTC) PDFVinoth KumarNo ratings yet
- Plano CatDocument2 pagesPlano CatLuis Ladino100% (2)
- BABM Techdoc WebDocument30 pagesBABM Techdoc Webkruhak.dominikNo ratings yet
- Artificial Lift Systems: Matthew AmaoDocument56 pagesArtificial Lift Systems: Matthew AmaoYusrohDarmantoroNo ratings yet
- Brake SystemDocument48 pagesBrake SystemSales AydinkayaNo ratings yet
- Basketball Court Sanitary BoqDocument2 pagesBasketball Court Sanitary BoqAILA TABRILLANo ratings yet
- 1 C-ME-HM-009R3-Calculation Sheet For Main Transformer and HAVC Equipments Cooling Water System R3Document17 pages1 C-ME-HM-009R3-Calculation Sheet For Main Transformer and HAVC Equipments Cooling Water System R3rotimi olalekan fataiNo ratings yet
- TQ-210405C YONEKI 報價 20210415Document2 pagesTQ-210405C YONEKI 報價 20210415莊淯淞No ratings yet






















































































Download as pdf or txt
You might also like
- (TM) Land Rover Manual de Taller de Range Rover Evoque Caja ZF 2012 en InglesDocument446 pages(TM) Land Rover Manual de Taller de Range Rover Evoque Caja ZF 2012 en InglesMelik ŞekerNo ratings yet
- Report of Pneumatic Punchng Machine 100%Document50 pagesReport of Pneumatic Punchng Machine 100%Roger Anton64% (14)
- Testing and CommissioningDocument15 pagesTesting and CommissioningAnil Radheshwar100% (2)
- CK20 WM 09 HydraulicDocument56 pagesCK20 WM 09 Hydraulicclcasal100% (2)
- Ambra-Akcela Oil Specs PDFDocument1 pageAmbra-Akcela Oil Specs PDFJUNA RUSANDI S100% (1)
- SECTION 07 Hydraulics2 9020-9030Document16 pagesSECTION 07 Hydraulics2 9020-9030Vjz10997100% (2)
- Terex TC35 PDFDocument260 pagesTerex TC35 PDFYew Lim100% (2)
- Diagrama Hidraulico D9TDocument2 pagesDiagrama Hidraulico D9TCristian Valencia100% (1)
- Carregadeira LiebherrDocument17 pagesCarregadeira Liebherrsanches pita100% (5)
- 6991 1274 01a APCDocument15 pages6991 1274 01a APCpeter_157608700No ratings yet
- Manual de PropietarioDocument22 pagesManual de PropietarioSergioPortillaLastarria100% (2)
- T e C H N I C A L D o C U M e N T A T I o NDocument43 pagesT e C H N I C A L D o C U M e N T A T I o Nmihaidanpan791No ratings yet
- Valvul de Alivio de LineaDocument34 pagesValvul de Alivio de LineaElías AguilarNo ratings yet
- Cargador 920 & 930 Sistema HidraulicoDocument19 pagesCargador 920 & 930 Sistema Hidraulicojulio100% (1)
- Watch-Dog Installation Operation Maintenance InstructionDocument4 pagesWatch-Dog Installation Operation Maintenance InstructionAhmad FauzanNo ratings yet
- Relief Valve (Line) - Test and Adjust: Shutdown SIS Previous ScreenDocument5 pagesRelief Valve (Line) - Test and Adjust: Shutdown SIS Previous Screenchanlin0% (1)
- Massey Ferguson 6100 Series Hydraulics DescriptionDocument198 pagesMassey Ferguson 6100 Series Hydraulics Descriptionkkk100% (1)
- AttTesting and AdjustingDocument8 pagesAttTesting and Adjustingchanlin100% (1)
- Transmission Control Valve: Shutdown SIS Previous ScreenDocument13 pagesTransmission Control Valve: Shutdown SIS Previous ScreenYudi setiawanNo ratings yet
- HytrolDocument44 pagesHytrolMark Mach AllenNo ratings yet
- Pressure Reducing Valve PDFDocument3 pagesPressure Reducing Valve PDFneversigNo ratings yet
- Hydraulic Pump - Test and Adjust: Pantalla AnteriorDocument14 pagesHydraulic Pump - Test and Adjust: Pantalla Anterioriver_millan100% (1)
- 0332 v11 T6Document38 pages0332 v11 T6sumitNo ratings yet
- 1995 Ford Escort 1Document11 pages1995 Ford Escort 1Francisco SanchezNo ratings yet
- DM 50 Middle Range Hydraulics SystemsDocument107 pagesDM 50 Middle Range Hydraulics SystemsVALENTIN PEREZNo ratings yet
- VALVULA ALIVIO LINEAS 972G CatDocument8 pagesVALVULA ALIVIO LINEAS 972G CatEdin Raul Yalle RafaelNo ratings yet
- Valve ActuatorsDocument32 pagesValve ActuatorsAntoine lazarus MaomyNo ratings yet
- Amico Regulador de Manifold Planos PDFDocument52 pagesAmico Regulador de Manifold Planos PDFLopez ClaudioNo ratings yet
- Relief Valve (Line) - Test and Adjust - Travel Motor PDFDocument4 pagesRelief Valve (Line) - Test and Adjust - Travel Motor PDFjuan castaedaNo ratings yet
- Testing and Adjusting: Pruebas y AjustesDocument20 pagesTesting and Adjusting: Pruebas y AjustesAnahi Ramos100% (1)
- Systems OperationDocument28 pagesSystems Operationoscar el careverga100% (1)
- 2presion PrincipalDocument7 pages2presion PrincipalEver MendozaNo ratings yet
- ! CEB Over Centre Cartridge ValveDocument75 pages! CEB Over Centre Cartridge ValvekmstamimNo ratings yet
- Brochure Valve Positioning System Shafer en 83896Document6 pagesBrochure Valve Positioning System Shafer en 83896rizky ListyawanNo ratings yet
- FeDocument3 pagesFemihaidanpan791No ratings yet
- Hydraulic System: (NOT USED IN 1032 OR 1640)Document2 pagesHydraulic System: (NOT USED IN 1032 OR 1640)aadhanNo ratings yet
- Pruebas Yu AjustesDocument15 pagesPruebas Yu AjustesFbrzo Di GvargasNo ratings yet
- Proportional Electro-Hydraulic ControlsDocument31 pagesProportional Electro-Hydraulic ControlshassanHyro43100% (3)
- Hydraulic System: Systems OperationDocument28 pagesHydraulic System: Systems OperationRoberto BaierNo ratings yet
- Pilot Operated Pressure Relief Valve - Series Vr4VDocument10 pagesPilot Operated Pressure Relief Valve - Series Vr4VajaydevbNo ratings yet
- Main Control Valve 966Document22 pagesMain Control Valve 966Ahmed RezkNo ratings yet
- Piston Pump (Steering) PressureDocument8 pagesPiston Pump (Steering) Pressureal muhajirinNo ratings yet
- Hydraulic Pump - Test and Adjust: Cerrar SIS Pantalla AnteriorDocument18 pagesHydraulic Pump - Test and Adjust: Cerrar SIS Pantalla AnteriorjuampacervantesNo ratings yet
- Hydraulic Pump - Test and Adjust: Cerrar SIS Pantalla AnteriorDocument18 pagesHydraulic Pump - Test and Adjust: Cerrar SIS Pantalla AnteriorjuampacervantesNo ratings yet
- L180 Hydraulic DiagramDocument39 pagesL180 Hydraulic DiagramAstrit StratiNo ratings yet
- SteeringDocument7 pagesSteeringyeremia kristianNo ratings yet
- c5 - Basic Hydraulic CircuitDocument30 pagesc5 - Basic Hydraulic CircuitRaymond LeoNo ratings yet
- Claval PRV TM-90-01Document30 pagesClaval PRV TM-90-01DuxToyNo ratings yet
- Prueba de La Bomba Hid. 416eDocument14 pagesPrueba de La Bomba Hid. 416eJosé GonzalezNo ratings yet
- 322L EXCAVATOR 9RL00001-UP (MACHINE) POWERED BY 3116 ENGINE (SEBP2267 - 02) - DocumentaciónDocument60 pages322L EXCAVATOR 9RL00001-UP (MACHINE) POWERED BY 3116 ENGINE (SEBP2267 - 02) - DocumentaciónJose Corcega brito100% (2)
- Hydraulic SystemDocument46 pagesHydraulic SystemclcasalNo ratings yet
- Steering Unit Type LAGC: Nominal Sizes 50 To 630 Series 1X Nominal Pressure 175 Bar Maximum Flow 63 L/minDocument10 pagesSteering Unit Type LAGC: Nominal Sizes 50 To 630 Series 1X Nominal Pressure 175 Bar Maximum Flow 63 L/minAhmed Abd ElhakeemNo ratings yet
- Att System OperationDocument41 pagesAtt System OperationchanlinNo ratings yet
- Extendedsheet 4Document3 pagesExtendedsheet 4osama hamadaNo ratings yet
- Desarmado y Armado Hidrau 416CDocument99 pagesDesarmado y Armado Hidrau 416CedhuamNo ratings yet
- Bom A4VG - REXROTHDocument44 pagesBom A4VG - REXROTHnamduong368100% (4)
- Digital Control ValveDocument8 pagesDigital Control Valvecnrk777100% (1)
- Relief Valve (Main) - Test and Adjust PDFDocument4 pagesRelief Valve (Main) - Test and Adjust PDFjuan castaedaNo ratings yet
- Main Pump (Flow) - Test: Shutdown SISDocument32 pagesMain Pump (Flow) - Test: Shutdown SISевгений летецкий100% (1)
- Ajuste y Test Presiones Iniciales PDFDocument8 pagesAjuste y Test Presiones Iniciales PDFHugo Rivas ViedmanNo ratings yet
- Bo Cat Retor Excavadora225BDocument46 pagesBo Cat Retor Excavadora225BLaura MendozaNo ratings yet
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Piping Learn CourseDocument2 pagesPiping Learn Coursearmin heidariNo ratings yet
- Dsa6080 PDFDocument32 pagesDsa6080 PDFاشرينكيل مسونكيلNo ratings yet
- Mining: Supercritical Flow Critical Flow Subcritical FlowDocument3 pagesMining: Supercritical Flow Critical Flow Subcritical FlowBoonsita NammanaNo ratings yet
- D3G, D4G, and D5G HYSTAT Track-Type Tractors Hydraulic SystemDocument2 pagesD3G, D4G, and D5G HYSTAT Track-Type Tractors Hydraulic SystemNidya Wardah JuhanaNo ratings yet
- NL 80 - 315 (440 USGPM at 100 FT) - 1Document4 pagesNL 80 - 315 (440 USGPM at 100 FT) - 1Kok WaiNo ratings yet
- MP Priority Valve - 301-P-900002-EnDocument3 pagesMP Priority Valve - 301-P-900002-EnCésaire Aimé NdjemNo ratings yet
- Documents - Pub - New Holland t8030 Tractor Service Repair Manual 1Document18 pagesDocuments - Pub - New Holland t8030 Tractor Service Repair Manual 1Luisg Goldenberg100% (1)
- Flow in Pipes-Sample Problems and TutorialsDocument15 pagesFlow in Pipes-Sample Problems and TutorialsNickson Koms100% (1)
- Reliable Solutions For Steam Generation Distribution Applications Brochure en 5180488Document3 pagesReliable Solutions For Steam Generation Distribution Applications Brochure en 5180488AlejandroNo ratings yet
- 364-Pre Job Check List High Pressure Hydro Jetting Rev 000Document4 pages364-Pre Job Check List High Pressure Hydro Jetting Rev 000francis50% (2)
- Assignment 2 - Achieving Clarity and Limiting Paragraph Length PDocument2 pagesAssignment 2 - Achieving Clarity and Limiting Paragraph Length Papi-515325048100% (1)
- AC-036045-001 Vent, Drain and Sample ConnectionsDocument1 pageAC-036045-001 Vent, Drain and Sample Connectionsnarutothunderjet216No ratings yet
- P Ice List: Comprehensive Range of Pipes and FittingsDocument12 pagesP Ice List: Comprehensive Range of Pipes and FittingsShivankar GuptaNo ratings yet
- Flow Sheet Eh-500fk 1000-030-9846Document1 pageFlow Sheet Eh-500fk 1000-030-9846thanh thien nguyenNo ratings yet
- Sapa 2022Document8 pagesSapa 2022RL SanNo ratings yet
- Device Summary T10107-YL00-P0MAA-240001 - Rev B Instrument & Equipment List (2014 - 08 - 09 13 - 13 - 18 UTC) PDFDocument11 pagesDevice Summary T10107-YL00-P0MAA-240001 - Rev B Instrument & Equipment List (2014 - 08 - 09 13 - 13 - 18 UTC) PDFVinoth KumarNo ratings yet
- Plano CatDocument2 pagesPlano CatLuis Ladino100% (2)
- BABM Techdoc WebDocument30 pagesBABM Techdoc Webkruhak.dominikNo ratings yet
- Artificial Lift Systems: Matthew AmaoDocument56 pagesArtificial Lift Systems: Matthew AmaoYusrohDarmantoroNo ratings yet
- Brake SystemDocument48 pagesBrake SystemSales AydinkayaNo ratings yet
- Basketball Court Sanitary BoqDocument2 pagesBasketball Court Sanitary BoqAILA TABRILLANo ratings yet
- 1 C-ME-HM-009R3-Calculation Sheet For Main Transformer and HAVC Equipments Cooling Water System R3Document17 pages1 C-ME-HM-009R3-Calculation Sheet For Main Transformer and HAVC Equipments Cooling Water System R3rotimi olalekan fataiNo ratings yet
- TQ-210405C YONEKI 報價 20210415Document2 pagesTQ-210405C YONEKI 報價 20210415莊淯淞No ratings yet