Download as pdf or txt
You might also like
- APT AnkitDocument86 pagesAPT AnkitAnkit NatekarNo ratings yet
- Notes 3Document91 pagesNotes 3akshay kumarNo ratings yet
- Slide 3 Ceramic Fabrication NextDocument34 pagesSlide 3 Ceramic Fabrication NextM Daniyal Yas'adNo ratings yet
- 2 Ceramic Fabrication-NextDocument37 pages2 Ceramic Fabrication-NextarumNo ratings yet
- 3 Ceramic Fabrication NextDocument34 pages3 Ceramic Fabrication NextFaisal Azis RamadhanNo ratings yet
- Introduction To Polymers - Part 2Document63 pagesIntroduction To Polymers - Part 2Bubai111No ratings yet
- Design of CPP Manufacturing Plant and Study Its DefectsDocument49 pagesDesign of CPP Manufacturing Plant and Study Its DefectsAbdullah AbbasNo ratings yet
- Slide 2 Ceramic Fabrication-NextDocument31 pagesSlide 2 Ceramic Fabrication-NextafriyantiNo ratings yet
- Advaned Ceramic Forming MethodsDocument24 pagesAdvaned Ceramic Forming Methodsopj662No ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document123 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- MME 295 Lec 5Document20 pagesMME 295 Lec 5Fahim Faisal RaunaqNo ratings yet
- ENGR112: The World of Manufacture: Lecture 5: Moulding ProcessesDocument29 pagesENGR112: The World of Manufacture: Lecture 5: Moulding ProcessesDanNo ratings yet
- CastingDocument9 pagesCastingprakush01975225403No ratings yet
- Design With Plastics. Focus - Injection MoldingDocument72 pagesDesign With Plastics. Focus - Injection MoldingPrithviraj Daga100% (6)
- Non Free Flowing MaterialsDocument48 pagesNon Free Flowing MaterialsHector Aguilar CorderoNo ratings yet
- Ceramic FabricationDocument38 pagesCeramic FabricationAlexander DavidNo ratings yet
- Ebt 222 Ceramic Wet Forming MethodDocument43 pagesEbt 222 Ceramic Wet Forming MethodafiqahNo ratings yet
- Ceramic OcwDocument30 pagesCeramic OcwZain AhmedNo ratings yet
- Drilling Fluid Functions-1Document14 pagesDrilling Fluid Functions-1aliNo ratings yet
- HC&E Catalyst Manufacturing HandoutsDocument39 pagesHC&E Catalyst Manufacturing HandoutsChristian HultebergNo ratings yet
- Lecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDocument38 pagesLecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaNo ratings yet
- Sintering 5Document34 pagesSintering 5Farid MuliaNo ratings yet
- Sintering of Ceramics: BY: Mohammad AliDocument34 pagesSintering of Ceramics: BY: Mohammad AliTyasYolanSafitri'BhsNo ratings yet
- CH 13Document58 pagesCH 13fateh mehmoodNo ratings yet
- Materials Engineering: Dr. Rizwan Ahmed MalikDocument20 pagesMaterials Engineering: Dr. Rizwan Ahmed MalikMAJID HUSSAIN 31199No ratings yet
- Processing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTDocument72 pagesProcessing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTsafin kaosarNo ratings yet
- Slip Casting Penuangan SlipDocument37 pagesSlip Casting Penuangan SlipsoonvyNo ratings yet
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaNo ratings yet
- Powder Metallography by RichaDocument41 pagesPowder Metallography by Richaricha_msmeNo ratings yet
- EMA5646 Ceramic Processing 6 Green Body FormationDocument39 pagesEMA5646 Ceramic Processing 6 Green Body FormationEliKax!No ratings yet
- Handout 2: Casting: Www-Materials - Eng.cam - Ac.uk/typd)Document25 pagesHandout 2: Casting: Www-Materials - Eng.cam - Ac.uk/typd)Renato GuerreroNo ratings yet
- 4-BMCG 2323 Continous ProcessDocument34 pages4-BMCG 2323 Continous Processhemarubini96No ratings yet
- Blow Molding PresentationDocument72 pagesBlow Molding Presentationiiphyd2403No ratings yet
- Sintering of PowdersDocument51 pagesSintering of PowdersradheNo ratings yet
- Light Activated Denture Base ResinsDocument24 pagesLight Activated Denture Base Resinsஹரி ராமச்சந்திரன்No ratings yet
- Precipitation of Poorly Soluble MaterialsDocument12 pagesPrecipitation of Poorly Soluble MaterialsMelisa JuradoNo ratings yet
- Processing of Traditional Ceramics Processing of New Ceramics Processing of CermetsDocument44 pagesProcessing of Traditional Ceramics Processing of New Ceramics Processing of CermetsAhmad Helmi AdnanNo ratings yet
- Gel TroubleshootingDocument57 pagesGel TroubleshootingSid sidNo ratings yet
- Polymer Processing: Module - 5Document41 pagesPolymer Processing: Module - 5Abhishek KarpeNo ratings yet
- Lecture 7 - Common Manufacturing Processes IIDocument41 pagesLecture 7 - Common Manufacturing Processes IIKamal SurenNo ratings yet
- Casting Technique FixDocument37 pagesCasting Technique FixSindhuraj MukherjeeNo ratings yet
- PHM - 07-Lecture 07 (Liquid Solid Separation)Document16 pagesPHM - 07-Lecture 07 (Liquid Solid Separation)Ritvi BartiyaNo ratings yet
- Life Is Movement, Movement Is LifeDocument37 pagesLife Is Movement, Movement Is LifeUmair SaleemNo ratings yet
- Applications and Processing of Ceramics: Pablo Borbon Main II, Alangilan Batangas CityDocument8 pagesApplications and Processing of Ceramics: Pablo Borbon Main II, Alangilan Batangas CityChristine De la RamaNo ratings yet
- MP 1 (11Th Lecture)Document40 pagesMP 1 (11Th Lecture)muhammad tariqNo ratings yet
- Polymer ProcessingDocument41 pagesPolymer ProcessingRavindra KanzariaNo ratings yet
- Functions and Properties of Drilling FluidsDocument56 pagesFunctions and Properties of Drilling FluidsKhurram ShahzadNo ratings yet
- MM454 Lec 31-36 PDFDocument15 pagesMM454 Lec 31-36 PDFAhmad JanNo ratings yet
- L13 070314Document10 pagesL13 070314Srikanth BatnaNo ratings yet
- F Introduction To Fabrication TechniquesDocument42 pagesF Introduction To Fabrication TechniquesHữu LộcNo ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
- CERAMic and GlassDocument53 pagesCERAMic and GlassAjyant SuryaNo ratings yet
- Conformado de Materiales CeramicosDocument48 pagesConformado de Materiales Ceramicos'Lau WeistNo ratings yet
- Plastic MouldingDocument22 pagesPlastic Moulding4064 Harshitha RampellyNo ratings yet
- Quiz 2 Reviewer ImeDocument7 pagesQuiz 2 Reviewer ImeAllaine VictoriaNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Amendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationDocument2 pagesAmendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationSai Kiran PalikaNo ratings yet
- Presentation - Framecad ManualDocument28 pagesPresentation - Framecad ManualCodie RomeroCalverNo ratings yet
- Industrial Training Presentation: (Cold Rolled Coils)Document18 pagesIndustrial Training Presentation: (Cold Rolled Coils)Parvesh GoyalNo ratings yet
- Tds 4730Document3 pagesTds 4730Vinodh Kanna100% (1)
- Artikel 5 (Q1)Document6 pagesArtikel 5 (Q1)M.adnan firmansyahNo ratings yet
- Structured Method Statement For Concrete Repair - 1Document15 pagesStructured Method Statement For Concrete Repair - 1m.umar100% (1)
- Gandhd: Shot Blasting SystemDocument12 pagesGandhd: Shot Blasting SystemBoanerges BritoNo ratings yet
- WGP Client Mahmoud Okbi, 116, Location - Tunisia 20 Ton Per DayDocument16 pagesWGP Client Mahmoud Okbi, 116, Location - Tunisia 20 Ton Per DayMahmoud OkbyNo ratings yet
- Material Test Certificate: TechnipfmcDocument4 pagesMaterial Test Certificate: TechnipfmcDeipak HoleNo ratings yet
- SD For APIDocument2 pagesSD For APIApoorva KNo ratings yet
- 02 DRP Cat Side Pin AdaptDocument12 pages02 DRP Cat Side Pin AdaptNicoleta CosteaNo ratings yet
- Quantity Surveying - Canvas - Sheet2Document1 pageQuantity Surveying - Canvas - Sheet2Koleen CormeroNo ratings yet
- LU1-2 7W Laser Engraver-Reference Table of Engraving Power & SpeedDocument1 pageLU1-2 7W Laser Engraver-Reference Table of Engraving Power & SpeedAlex RivaNo ratings yet
- Fabrication of Multi-Axis Welding Robot With Grinding Machine (Phase 1)Document15 pagesFabrication of Multi-Axis Welding Robot With Grinding Machine (Phase 1)bhuvaneshNo ratings yet
- List of SPVsDocument14 pagesList of SPVsSingh AnupNo ratings yet
- PP128S22L71 Data SheetDocument2 pagesPP128S22L71 Data SheetalimfakihsalehNo ratings yet
- Chair DrawingDocument9 pagesChair DrawingsamueltreynoldsNo ratings yet
- Catalogo HDessault 2024 GB WebDocument32 pagesCatalogo HDessault 2024 GB Webcyntia.dujsikovaNo ratings yet
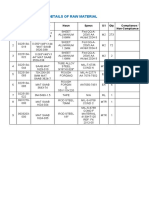
- Detail of Raw MaterialDocument3 pagesDetail of Raw MaterialjacksonNo ratings yet
- Section - 06 20 00 - Finish CarpentryDocument2 pagesSection - 06 20 00 - Finish CarpentryEliseo LagmanNo ratings yet
- Best Price of Construction Materials in Nepal in 2023Document4 pagesBest Price of Construction Materials in Nepal in 2023MadanKarkiNo ratings yet
- Detail - 3 Section - L: Infineum JSGP Alliance (Ija) Projects Infineum Singapore LLPDocument1 pageDetail - 3 Section - L: Infineum JSGP Alliance (Ija) Projects Infineum Singapore LLPdharunesh182No ratings yet
- Pessing Libya INC: Weld Detail Preparation MethodDocument1 pagePessing Libya INC: Weld Detail Preparation MethodMahmoud HaggagNo ratings yet
- Surendar Report 1Document37 pagesSurendar Report 1snekanvns344No ratings yet
- Theeffectofsilicafumeby Reni Suryanita 2022Document10 pagesTheeffectofsilicafumeby Reni Suryanita 2022Osama EhtawishNo ratings yet
- 2C-03-01 Rev 0Document2 pages2C-03-01 Rev 0Christian Martínez G.No ratings yet
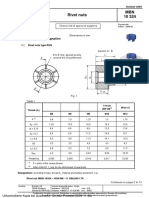
- Daimler MBN 10324 10-09 EngDocument13 pagesDaimler MBN 10324 10-09 Enggültekin gökNo ratings yet
- Silo - Tips - Taiwan Republic of China 1111Document102 pagesSilo - Tips - Taiwan Republic of China 1111Abhishek AggarwalNo ratings yet
- KYOCERA CatalogueDocument95 pagesKYOCERA CatalogueMANIT KUMAR BHOINo ratings yet
- Economies of Scale and ScopeDocument9 pagesEconomies of Scale and ScopegregbaccayNo ratings yet