Download as pdf or txt
You might also like
- PLC Full ReportDocument10 pagesPLC Full ReportJian Jie0% (1)
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosFrom EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosRating: 5 out of 5 stars5/5 (1)
- 23mac0002 VL2023240502132 Ast01Document12 pages23mac0002 VL2023240502132 Ast01payalspatil22No ratings yet
- Group 4 - PLC ExperimentDocument15 pagesGroup 4 - PLC ExperimentranjeetNo ratings yet
- Six Month Industrial Training Final ReportDocument66 pagesSix Month Industrial Training Final Reportabdul karim barnaNo ratings yet
- MSD - Ha - Case StudyDocument8 pagesMSD - Ha - Case StudyNIRAJ BHOINo ratings yet
- Synopsis of Summer Training HemantDocument6 pagesSynopsis of Summer Training HemantAnkit KumarNo ratings yet
- Industrial Automation PLT 326: Experiment 5Document10 pagesIndustrial Automation PLT 326: Experiment 5Alice LiewNo ratings yet
- PLC ScadaDocument4 pagesPLC ScadaRajeshNo ratings yet
- PLC CourseDocument3 pagesPLC CourseNisar Ahmed100% (1)
- Design and Analysis of Pi Fuzzy ControllDocument6 pagesDesign and Analysis of Pi Fuzzy ControlllahlouhNo ratings yet
- Microcontroller Based Medicine Reminder PDFDocument55 pagesMicrocontroller Based Medicine Reminder PDFjadhav priti NanaNo ratings yet
- Automation Lab - VI SemDocument42 pagesAutomation Lab - VI Semdisha.gupta0803No ratings yet
- United States Patent (19) : Papadopoulos Et Al. 11 Patent Number: 6,061,603 (45) Date of Patent: May 9, 2000Document11 pagesUnited States Patent (19) : Papadopoulos Et Al. 11 Patent Number: 6,061,603 (45) Date of Patent: May 9, 2000Achmad ibnuNo ratings yet
- Microprocessor Interfacing & Programming - Lab-Manual - September - 2021Document40 pagesMicroprocessor Interfacing & Programming - Lab-Manual - September - 2021Muiz MalikNo ratings yet
- Mtech Vlsi Lab Manual 1Document38 pagesMtech Vlsi Lab Manual 1Jonathan MartinezNo ratings yet
- PLC and SCADA Based Smart Distribution System: Submitted in Partial Fulfillment of The Requirement of The Degree ofDocument95 pagesPLC and SCADA Based Smart Distribution System: Submitted in Partial Fulfillment of The Requirement of The Degree ofNkosilozwelo SibandaNo ratings yet
- 2020 SyllbusDocument75 pages2020 SyllbusPadmasri GirirajanNo ratings yet
- Government Polytechnic, Jalgaon (0018) : Maharashtra State Board of Technical EducationDocument14 pagesGovernment Polytechnic, Jalgaon (0018) : Maharashtra State Board of Technical EducationRashmi dusaneNo ratings yet
- Monitorizar Estado de Red ControlnetDocument7 pagesMonitorizar Estado de Red ControlnetkillnueveNo ratings yet
- Industry Profile:: 1) History of Hem ElectronicsDocument15 pagesIndustry Profile:: 1) History of Hem ElectronicsMahesh Manikrao KumbharNo ratings yet
- Bne 42902 45002 Exp 2 LVSB & Scada SystemDocument12 pagesBne 42902 45002 Exp 2 LVSB & Scada SystemAmar Baihaqi Bin MuhamadNo ratings yet
- School of Electrical Engineering and Computer Science: EE-222 Microprocessor SystemsDocument5 pagesSchool of Electrical Engineering and Computer Science: EE-222 Microprocessor SystemsNoor TahirNo ratings yet
- R18 B.Tech Eie Iii YearDocument37 pagesR18 B.Tech Eie Iii YearkailashjkNo ratings yet
- Comm Networks LabDocument74 pagesComm Networks Labjaba123jaba100% (1)
- 09 1361685115 Initial Face of AutomationDocument13 pages09 1361685115 Initial Face of AutomationMohammed SelmanNo ratings yet
- LD MicroDocument6 pagesLD MicroSergio Marrufo GomezNo ratings yet
- Raghu ReportDocument42 pagesRaghu ReportTyrone MichaelsNo ratings yet
- EMIS-2003 Control System Technologies: .. Laboratory Experiment No. 2 Experiment TitleDocument7 pagesEMIS-2003 Control System Technologies: .. Laboratory Experiment No. 2 Experiment TitleAziza Al AliNo ratings yet
- External Interface To The Real Time KernelDocument86 pagesExternal Interface To The Real Time KernelRodrigo SantanaNo ratings yet
- Automation Lab ManualDocument56 pagesAutomation Lab ManualAthul BornNo ratings yet
- I M C T P L C C: Ntegration OF Otion Ontrol Echnologies Into A Rogrammable Ogic Ontrols OurseDocument5 pagesI M C T P L C C: Ntegration OF Otion Ontrol Echnologies Into A Rogrammable Ogic Ontrols OurseGoran MiljkovicNo ratings yet
- Ei8761 Industrial Automation Lab Manual PDFDocument77 pagesEi8761 Industrial Automation Lab Manual PDFSoumik gamingNo ratings yet
- Automatic Carton Filling SystemDocument21 pagesAutomatic Carton Filling SystemDayanand JagtapNo ratings yet
- Lab 10 210309Document5 pagesLab 10 210309210276No ratings yet
- Vlsi ManualDocument62 pagesVlsi ManualIniya IlakkiaNo ratings yet
- Hardwarex: Hardware ArticleDocument18 pagesHardwarex: Hardware ArticlekaisengNo ratings yet
- Scada Based Power Control System Using PLC: Mrs Bhavna Pancholi, Damor Mehul ManubhaiDocument3 pagesScada Based Power Control System Using PLC: Mrs Bhavna Pancholi, Damor Mehul ManubhaiYihenew MengistNo ratings yet
- PC Lab ManualDocument47 pagesPC Lab ManualAoiNo ratings yet
- University College of Engineering ArniDocument51 pagesUniversity College of Engineering ArniVimalNo ratings yet
- Ebi 6810 40 PDFDocument301 pagesEbi 6810 40 PDFu7orion100% (1)
- Ec 504Document38 pagesEc 504Shekhar PachauriNo ratings yet
- VLSI Design LabDocument47 pagesVLSI Design LabqwertyuiopNo ratings yet
- Developing Islanding Arrangement Automatically For Grid On Sensing Bad Voltage or FrequencyDocument109 pagesDeveloping Islanding Arrangement Automatically For Grid On Sensing Bad Voltage or FrequencyAnonymous QIuAGIadXm100% (2)
- PLC Based Object SortingDocument32 pagesPLC Based Object SortingHarshal Patil100% (2)
- Finel Report-1Document44 pagesFinel Report-1prasanth9962191916No ratings yet
- Muhammad Hakimi B Abdullah ZamawiDocument46 pagesMuhammad Hakimi B Abdullah ZamawiRANGGA HERLAMBANG HERLAMBANGNo ratings yet
- "Plc-Scada": Bachelor of Technology in Electronics & Communication EngineeringDocument50 pages"Plc-Scada": Bachelor of Technology in Electronics & Communication EngineeringluvnshaadiNo ratings yet
- P6A - Report (Optimized)Document6 pagesP6A - Report (Optimized)Diego VelazquezNo ratings yet
- Hardware ObservationDocument96 pagesHardware ObservationRam ComputersNo ratings yet
- Experiment 6: Title: Aim: ObjectiveDocument4 pagesExperiment 6: Title: Aim: ObjectiveSagar SonarNo ratings yet
- MCT Lab ManualDocument75 pagesMCT Lab ManualManeeshNo ratings yet
- 6 1Document19 pages6 1Zubair AhmedNo ratings yet
- Training Report: Bachelor of TechnologyDocument46 pagesTraining Report: Bachelor of TechnologyHelloprojectNo ratings yet
- 23mac0002 VL2023240502132 Ast02Document10 pages23mac0002 VL2023240502132 Ast02payalspatil22No ratings yet
- Lab 5 Sem 2 22 - 23Document4 pagesLab 5 Sem 2 22 - 23HANI SHAFIQAH BINTI RAZALI / UPMNo ratings yet
- MAAPRODocument19 pagesMAAPROR JadhavNo ratings yet
- White Paper A Hybrid Fault Tolerant Architecture: RTP CorporationDocument26 pagesWhite Paper A Hybrid Fault Tolerant Architecture: RTP CorporationGirish KasturiNo ratings yet
- ESD Manual StudentsDocument55 pagesESD Manual StudentsNimesh PrajapatiNo ratings yet
- Lab MicromanualDocument13 pagesLab MicromanualVamsi Krishna Karthikeya SarmaNo ratings yet
- WINSEM2023-24 MCOA503L TH VL2023240501918 2024-02-23 Reference-Material-IDocument10 pagesWINSEM2023-24 MCOA503L TH VL2023240501918 2024-02-23 Reference-Material-Ipayalspatil22No ratings yet
- WINSEM2023-24 MCOA503L TH VL2023240501918 2024-02-08 Reference-Material-IDocument12 pagesWINSEM2023-24 MCOA503L TH VL2023240501918 2024-02-08 Reference-Material-Ipayalspatil22No ratings yet
- WINSEM2023-24 MCOA602L TH VL2023240501907 2024-04-29 Reference-Material-IIDocument2 pagesWINSEM2023-24 MCOA602L TH VL2023240501907 2024-04-29 Reference-Material-IIpayalspatil22No ratings yet
- WINSEM2023-24 MCOA503L TH VL2023240501918 2024-02-01 Reference-Material-IDocument18 pagesWINSEM2023-24 MCOA503L TH VL2023240501918 2024-02-01 Reference-Material-Ipayalspatil22No ratings yet
- TOOLS For UR-C V1.5.0 For Windows Release Notes: System Requirements For SoftwareDocument6 pagesTOOLS For UR-C V1.5.0 For Windows Release Notes: System Requirements For SoftwareMaww RobledoNo ratings yet
- COEX Clover Drone Kit SpecificationDocument1 pageCOEX Clover Drone Kit SpecificationdpnairNo ratings yet
- Chapter 3: Advanced Computer Hardware: Instructor MaterialsDocument62 pagesChapter 3: Advanced Computer Hardware: Instructor MaterialsRadot chandra adiputra100% (1)
- SPC 2102 Introduction To Computer Architecture Course OutlineDocument3 pagesSPC 2102 Introduction To Computer Architecture Course Outlinetoo robaaNo ratings yet
- HP Pavilion DV Series LaptopDocument28 pagesHP Pavilion DV Series Laptoprupesh19No ratings yet
- Xitron LDK FAQDocument12 pagesXitron LDK FAQmichael'mic' samsonNo ratings yet
- RBS 6201 PDFDocument25 pagesRBS 6201 PDFYasir ChestiNo ratings yet
- Webscraper Io Test Site 2Document3 pagesWebscraper Io Test Site 2Mr BalochNo ratings yet
- RecoverPoint With SRMDocument63 pagesRecoverPoint With SRMhemanth-07No ratings yet
- Qts Qii5v3Document416 pagesQts Qii5v3Rajeev VarshneyNo ratings yet
- Article No - Copper - CK09012013 PDFDocument8 pagesArticle No - Copper - CK09012013 PDFLe HiepNo ratings yet
- 13388169754Document2 pages13388169754xnhadxNo ratings yet
- Basic Structure of ComputersDocument114 pagesBasic Structure of ComputersDr. C. Bala Subramanian CSE-STAFFNo ratings yet
- Simulating The IBM 360 - 50 Mainframe From Its MicrocodeDocument22 pagesSimulating The IBM 360 - 50 Mainframe From Its MicrocodeJaimin JaniNo ratings yet
- Question Bank For CoaDocument1 pageQuestion Bank For CoasauravNo ratings yet
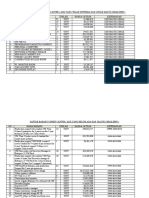
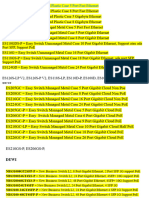
- Daftar Barang Comen CanterDocument4 pagesDaftar Barang Comen CanterSyafani AuliaNo ratings yet
- dd3300 Competitive LandscapeDocument40 pagesdd3300 Competitive LandscapeMahmoud AlshahatNo ratings yet
- 8079536Document58 pages8079536spkrishna4u7369No ratings yet
- Bus ArbitrationDocument18 pagesBus ArbitrationANSHIKA VASHISTHA 21GCEBIT115No ratings yet
- ThinkPad E145 DALI2KMB8D0 Schematic DiagramDocument38 pagesThinkPad E145 DALI2KMB8D0 Schematic DiagramAsh VigilNo ratings yet
- VKKKKKKDocument32 pagesVKKKKKKiDenisNo ratings yet
- ZAPI Flash TMX SlaveDocument2 pagesZAPI Flash TMX Slavehydromaq S.A100% (1)
- The Motorola 68Xxx MicroprocessorsDocument10 pagesThe Motorola 68Xxx Microprocessorssai420No ratings yet
- Rockchip RK1808 Datasheet: Revision 1.2 May. 2019Document45 pagesRockchip RK1808 Datasheet: Revision 1.2 May. 2019paul leeNo ratings yet
- CO Assignment-1: ISA With Reference To MIPSDocument3 pagesCO Assignment-1: ISA With Reference To MIPSMANAS AGARWALNo ratings yet
- ReadmeDocument5 pagesReadmeMarco VelardeNo ratings yet
- Switch Type - EvaluationDocument6 pagesSwitch Type - Evaluationalmisyarif.ruijieNo ratings yet
- Yaskawa LED Operator JVOP 182 Installation ManualDocument29 pagesYaskawa LED Operator JVOP 182 Installation Manualsghane5674No ratings yet
- DNT V100 Kopdar Makasar PDFDocument9 pagesDNT V100 Kopdar Makasar PDFacernam4849No ratings yet
- MsinfoDocument501 pagesMsinfoabiyyuNo ratings yet