Download as pdf or txt
You might also like
- Airfreshener Original FormulationDocument6 pagesAirfreshener Original FormulationRegs AccexNo ratings yet
- An Extraction of SpinachDocument4 pagesAn Extraction of SpinachDenisse Watt Cuarteros67% (3)
- Us 4168205Document8 pagesUs 4168205MAMC PlasmaNo ratings yet
- US5354545Document6 pagesUS5354545Joel de la BarreraNo ratings yet
- United States Patent (19) : PistoriusDocument5 pagesUnited States Patent (19) : Pistoriusmasood kblNo ratings yet
- Us 4501724Document7 pagesUs 4501724DARWIN STALIN ALCACIEGA PILCONo ratings yet
- US5164192Document4 pagesUS5164192ABCDNo ratings yet
- Us 4049572Document7 pagesUs 4049572Paravastu VinuthaNo ratings yet
- Us 3717672Document5 pagesUs 3717672eschim.civNo ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- Us 4315763Document11 pagesUs 4315763Thusith WijayawardenaNo ratings yet
- US4622425Document6 pagesUS4622425Mohamed HalemNo ratings yet
- Us3338674 PhosphoricDocument4 pagesUs3338674 PhosphoricM.zuhair asifNo ratings yet
- Us 4054599Document4 pagesUs 4054599masood kblNo ratings yet
- Us 4911758Document4 pagesUs 4911758bahaahanou79No ratings yet
- US4787940Document6 pagesUS4787940AMARANADHA REDDY VALLAMREDDYNo ratings yet
- Direct Blue 86 PatentDocument3 pagesDirect Blue 86 Patenthvk7f7n6gyNo ratings yet
- United States Patent ToDocument8 pagesUnited States Patent ToAwat MuhammadNo ratings yet
- Method of Producing Ferrous Sulfate HeptahydrateDocument4 pagesMethod of Producing Ferrous Sulfate HeptahydrateanaazizNo ratings yet
- US4450090Document6 pagesUS4450090Abdulrahman HamdanNo ratings yet
- Joya Us4569799Document9 pagesJoya Us4569799Agustin CantilloNo ratings yet
- Nov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4Document3 pagesNov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4sefssefNo ratings yet
- Us 5478477Document7 pagesUs 5478477TAPAS KUMAR NAYAKNo ratings yet
- US7161049Document9 pagesUS7161049nhbhrdwj7_881625693No ratings yet
- Us 4501923Document5 pagesUs 4501923sir.jieranmorotNo ratings yet
- Amida A Nitrilo US5817827Document3 pagesAmida A Nitrilo US5817827Agustin CantilloNo ratings yet
- Us4643848 Fumaric RosinDocument5 pagesUs4643848 Fumaric RosinPudien MuhamadNo ratings yet
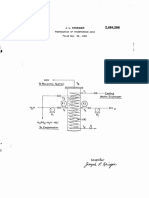
- July 20, 1954 J. L. Krieger 2,684,286: InventorDocument4 pagesJuly 20, 1954 J. L. Krieger 2,684,286: InventorNurhafizah Abd JabarNo ratings yet
- Pasty Acid Detergent CompositionDocument4 pagesPasty Acid Detergent CompositionAnonymous PdsQnCAy0% (1)
- US4841089Document5 pagesUS4841089Suharti RifaiNo ratings yet
- US4778906Document3 pagesUS4778906sarwaradnan694No ratings yet
- United States Patent (19) : Hopkins Et Al. Aug. 13, 1985Document4 pagesUnited States Patent (19) : Hopkins Et Al. Aug. 13, 1985choloqfNo ratings yet
- Us 4069034Document9 pagesUs 4069034Mostafa FawzyNo ratings yet
- United States Patent (19.: 54) - Stabilizer System For CommercialDocument4 pagesUnited States Patent (19.: 54) - Stabilizer System For CommercialcholoqfNo ratings yet
- 1995 - HamannDkk - Process For The Preparation of Highly Concentrated Free-Flowing Aqueous Solutions of Betaines - US5464565Document5 pages1995 - HamannDkk - Process For The Preparation of Highly Concentrated Free-Flowing Aqueous Solutions of Betaines - US5464565Rizkyka AffiatyNo ratings yet
- Asam FosfatDocument12 pagesAsam FosfatDinda GaluhNo ratings yet
- Blue Rhodium Nippon Plat LTD 1981 US4416742Document6 pagesBlue Rhodium Nippon Plat LTD 1981 US4416742Dhandapani PNo ratings yet
- EMULSIFIERS, AQUEOUS ISOCYANATE Emulsions Containgn Them and Their Use Use As BindersDocument9 pagesEMULSIFIERS, AQUEOUS ISOCYANATE Emulsions Containgn Them and Their Use Use As BindersShabi HadashNo ratings yet
- US4062930Document5 pagesUS4062930PABLO URIZ CEREZONo ratings yet
- Process For The Manufacture of Citric Acid Esters of Partial Fatty Acid GlyceridesDocument3 pagesProcess For The Manufacture of Citric Acid Esters of Partial Fatty Acid GlyceridesHarry CortezNo ratings yet
- H3PO4Document23 pagesH3PO4Leo Edrik Cortez VidalNo ratings yet
- Reactor AnaeróbicoDocument8 pagesReactor AnaeróbicoLuis BejaranoNo ratings yet
- United States PatentDocument3 pagesUnited States PatentSmokeNo ratings yet
- US5998634Document4 pagesUS5998634Bagus okaNo ratings yet
- US5055610Document5 pagesUS5055610masood kblNo ratings yet
- United States PatentDocument5 pagesUnited States PatentLê QuỳnhNo ratings yet
- United States PatentDocument4 pagesUnited States Patentwiam wiamNo ratings yet
- US4767543Document6 pagesUS4767543Baba DookNo ratings yet
- United States Patent (19) : Argento Et AlDocument11 pagesUnited States Patent (19) : Argento Et AlSoh Ming LunNo ratings yet
- US5527957Document8 pagesUS5527957THAIYEZI DEGREY OVALOS MORENONo ratings yet
- Process of Deodourizing of Iso Prpopyl AlcoholDocument4 pagesProcess of Deodourizing of Iso Prpopyl AlcoholMani ChemistNo ratings yet
- N30 Xo Ho & Iv,: Filed April 20, 195lDocument6 pagesN30 Xo Ho & Iv,: Filed April 20, 195lGaby SaragihNo ratings yet
- Preparation of Cupric HydroxideDocument5 pagesPreparation of Cupric HydroxideAnonymous PdsQnCAyNo ratings yet
- United States Patent (19) : Imuro Et AlDocument5 pagesUnited States Patent (19) : Imuro Et AlgopalNo ratings yet
- US4142060-Rhone-Poulenc FranceDocument12 pagesUS4142060-Rhone-Poulenc France黃英婷No ratings yet
- Journal Hydrometallurgy Solvent ExtractionDocument13 pagesJournal Hydrometallurgy Solvent ExtractionLeochemical ChemicalNo ratings yet
- Drilling Fluid Containing A Fluid Loss Control Agent of A Sulfonated Phenol-Formaldehyde-phenol Resin - Georgia Pacific PatentDocument6 pagesDrilling Fluid Containing A Fluid Loss Control Agent of A Sulfonated Phenol-Formaldehyde-phenol Resin - Georgia Pacific PatentPothiraj KrishnanNo ratings yet
- Composition and Method For Sweetening HydrocarbonsDocument8 pagesComposition and Method For Sweetening HydrocarbonsIveth RomeroNo ratings yet
- Us 7601319Document5 pagesUs 7601319هیمن مNo ratings yet
- Organic Pollutants in the Water Cycle: Properties, Occurrence, Analysis and Environmental Relevance of Polar CompoundsFrom EverandOrganic Pollutants in the Water Cycle: Properties, Occurrence, Analysis and Environmental Relevance of Polar CompoundsThorsten ReemtsmaNo ratings yet
- Speed of ReactionDocument3 pagesSpeed of ReactionM.zuhair asifNo ratings yet
- Contact Process For Manufacturing of Sulphuric AcidDocument3 pagesContact Process For Manufacturing of Sulphuric AcidM.zuhair asifNo ratings yet
- Separation Techniques (Chapter21)Document5 pagesSeparation Techniques (Chapter21)M.zuhair asifNo ratings yet
- Petrochemicals and PolymersDocument6 pagesPetrochemicals and PolymersM.zuhair asifNo ratings yet
- Metalic Elements and PropertiesDocument5 pagesMetalic Elements and PropertiesM.zuhair asifNo ratings yet
- Reactions of Organic CompoundsDocument3 pagesReactions of Organic CompoundsM.zuhair asifNo ratings yet
- AlcoholsDocument5 pagesAlcoholsM.zuhair asifNo ratings yet
- Alkane AlkeneDocument9 pagesAlkane AlkeneM.zuhair asifNo ratings yet
- AlloysDocument4 pagesAlloysM.zuhair asifNo ratings yet
- Acids and BasesDocument7 pagesAcids and BasesM.zuhair asifNo ratings yet
- Adv Higher Chem Research Unit Homework 1 To 4 AnswersDocument20 pagesAdv Higher Chem Research Unit Homework 1 To 4 AnswersM.zuhair asifNo ratings yet
- Metal Reactivity SeriesDocument7 pagesMetal Reactivity SeriesM.zuhair asifNo ratings yet
- Iron Is Extracted From HaematiteDocument2 pagesIron Is Extracted From HaematiteM.zuhair asifNo ratings yet
- Basic Computer Mcqs With Answers PDF For Screening Tests, Lecturer, CSS, PMS, Interviews and All Competitive ExamsDocument54 pagesBasic Computer Mcqs With Answers PDF For Screening Tests, Lecturer, CSS, PMS, Interviews and All Competitive ExamsM.zuhair asifNo ratings yet
- Electrochemistry1 (1) - 1Document6 pagesElectrochemistry1 (1) - 1M.zuhair asifNo ratings yet
- Uses of ElectrolysisDocument3 pagesUses of ElectrolysisM.zuhair asifNo ratings yet
- Format Baru Masuk Suplier LainDocument42 pagesFormat Baru Masuk Suplier LaindiloaditNo ratings yet
- Catalogue of Components 2018Document43 pagesCatalogue of Components 2018Nedim MilanovićNo ratings yet
- Chemical AhmedabadDocument31 pagesChemical AhmedabadHina Thetenders.comNo ratings yet
- Ashok MehraDocument40 pagesAshok MehraFahim UddinNo ratings yet
- Biotech Notes SST 2022Document13 pagesBiotech Notes SST 2022yessomegudstuffNo ratings yet
- Bildschirmfoto 2022-05-20 Um 17.52.39Document8 pagesBildschirmfoto 2022-05-20 Um 17.52.39s.wNo ratings yet
- Chapter 4 NotesDocument6 pagesChapter 4 NotesLEE JIAN HAO MoeNo ratings yet
- List of References: Fractogel EMD Tentacle-PhasesDocument54 pagesList of References: Fractogel EMD Tentacle-PhasesTuyền KimNo ratings yet
- Targeted Hybrid Nanocarriers As A System EnhancingDocument23 pagesTargeted Hybrid Nanocarriers As A System Enhancingalkhatibmouayad5No ratings yet
- Processes 10 00024 v2Document12 pagesProcesses 10 00024 v2Tristan SantiagoNo ratings yet
- Glycerin: 992 992 JP Xvii Glycerin / Official MonographsDocument2 pagesGlycerin: 992 992 JP Xvii Glycerin / Official MonographsThanh TruongNo ratings yet
- The Effect of Blue Light Emitting Diodes On Antioxidant Properties and Resistance To Botrytis Cinerea in Tomato 2157 7471.1000203Document5 pagesThe Effect of Blue Light Emitting Diodes On Antioxidant Properties and Resistance To Botrytis Cinerea in Tomato 2157 7471.1000203Nu Nu HlaingNo ratings yet
- Fate and Effects of Amphoteric Surfactants in The AquaticDocument5 pagesFate and Effects of Amphoteric Surfactants in The AquaticDenisaMVNo ratings yet
- Stream SanitationDocument49 pagesStream SanitationIndrajeet UpadhyayNo ratings yet
- Henry ReactionDocument5 pagesHenry ReactionJoão VitorNo ratings yet
- WEEK 10 Aromatic HydrocarbonDocument26 pagesWEEK 10 Aromatic HydrocarbonChris Angelo De GuzmanNo ratings yet
- Facile Synthesis of Koser's Reagent and Derivatives From Iodine or Aryl IodidesDocument4 pagesFacile Synthesis of Koser's Reagent and Derivatives From Iodine or Aryl IodidesDiogomussumNo ratings yet
- Ugi ReactionDocument12 pagesUgi ReactionFiruj AhmedNo ratings yet
- Teaching Green Chemistry With Epoxidized Soybean Oil: Homar Barcena, Abraham Tuachi, and Yuanzhuo ZhangDocument5 pagesTeaching Green Chemistry With Epoxidized Soybean Oil: Homar Barcena, Abraham Tuachi, and Yuanzhuo ZhangShorihatul InayahNo ratings yet
- Using Cilantro Leaves....Document92 pagesUsing Cilantro Leaves....Lakshmipriya GopinathNo ratings yet
- DP1 BioHL - Topic 8 - Revision WorksheetDocument30 pagesDP1 BioHL - Topic 8 - Revision WorksheetlesedimamareganeNo ratings yet
- Peace Warrior EditedDocument24 pagesPeace Warrior EditedNimfasNo ratings yet
- 0733E PolyacrilateDocument1 page0733E PolyacrilatenakitaNo ratings yet
- Linear Free Energy RelationshipDocument16 pagesLinear Free Energy RelationshipAb IrizarryNo ratings yet
- Istoria Fibrelor - 1Document3 pagesIstoria Fibrelor - 1Grosu Marian CatalinNo ratings yet
- Chemistry (Syllabus 8873) : Singapore-Cambridge General Certificate of Education Advanced Level Higher 1 (2024)Document49 pagesChemistry (Syllabus 8873) : Singapore-Cambridge General Certificate of Education Advanced Level Higher 1 (2024)mint :DNo ratings yet
- Caution: Keep Out of Reach of ChildrenDocument4 pagesCaution: Keep Out of Reach of ChildrenReja dwiNo ratings yet
- Impression Materials: Eric Levine DDS Department of Endodontics, Prosthodontics, and Operative DentistryDocument34 pagesImpression Materials: Eric Levine DDS Department of Endodontics, Prosthodontics, and Operative DentistryJody JodzNo ratings yet
- PollutionDocument73 pagesPollutionmonica perambulyNo ratings yet