Download as pdf or txt
You might also like
- 2009 RI Prelims Chem H2 P3 AnsDocument7 pages2009 RI Prelims Chem H2 P3 AnsJasonNo ratings yet
- 4500-P Phosphorus : 4-146 Inorganic Nonmetals (4000)Document17 pages4500-P Phosphorus : 4-146 Inorganic Nonmetals (4000)Marcelino Putra PerdanaNo ratings yet
- US3936501Document3 pagesUS3936501qaim abbasNo ratings yet
- US3416887Document6 pagesUS3416887khairulNo ratings yet
- Us4117092 Phosphoric Acid Recovery by Solvent ExtractionDocument5 pagesUs4117092 Phosphoric Acid Recovery by Solvent ExtractionM.zuhair asifNo ratings yet
- US3689216Document5 pagesUS3689216PABLO URIZ CEREZONo ratings yet
- Us 2021699Document5 pagesUs 2021699haviedNo ratings yet
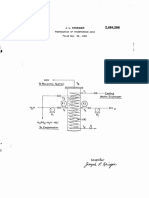
- July 20, 1954 J. L. Krieger 2,684,286: InventorDocument4 pagesJuly 20, 1954 J. L. Krieger 2,684,286: InventorNurhafizah Abd JabarNo ratings yet
- Schrdter 2008Document46 pagesSchrdter 2008hidayat231984No ratings yet
- Roy Amitava 197605 PHD 261183Document151 pagesRoy Amitava 197605 PHD 261183Oleg ShkolnikNo ratings yet
- Us 4501724Document7 pagesUs 4501724DARWIN STALIN ALCACIEGA PILCONo ratings yet
- United States Patent: Meng Et A) - (45) Date of Patent: May 20, 2008Document9 pagesUnited States Patent: Meng Et A) - (45) Date of Patent: May 20, 2008Cristhian Moscoso AchahuancoNo ratings yet
- 1912 Process of Making Precipitated Barium SulphateDocument2 pages1912 Process of Making Precipitated Barium SulphateDeluxe pNo ratings yet
- United States Patent Office: Patented Sept. 1, 1959Document4 pagesUnited States Patent Office: Patented Sept. 1, 1959هیمن مNo ratings yet
- N30 Xo Ho & Iv,: Filed April 20, 195lDocument6 pagesN30 Xo Ho & Iv,: Filed April 20, 195lGaby SaragihNo ratings yet
- Us 4054599Document4 pagesUs 4054599masood kblNo ratings yet
- Method of Producing Ferrous Sulfate HeptahydrateDocument4 pagesMethod of Producing Ferrous Sulfate HeptahydrateanaazizNo ratings yet
- US2408785Document6 pagesUS2408785governorcredit81594No ratings yet
- Journal FYP 6Document7 pagesJournal FYP 6Mira FazziraNo ratings yet
- US2745840 Purify SaccharinDocument3 pagesUS2745840 Purify SaccharinHerdian PebiNo ratings yet
- Us 4315763Document11 pagesUs 4315763Thusith WijayawardenaNo ratings yet
- United States PatentDocument5 pagesUnited States PatentLê QuỳnhNo ratings yet
- United States Patent (19) : PistoriusDocument5 pagesUnited States Patent (19) : Pistoriusmasood kblNo ratings yet
- Thomas 1981Document10 pagesThomas 1981wasayrazaNo ratings yet
- Nov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4Document3 pagesNov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4sefssefNo ratings yet
- 1 s2.0 S2213343722009496 MainDocument8 pages1 s2.0 S2213343722009496 Maindehkadeh7No ratings yet
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- Successive Processes For Purification and Extraction of Phosphoric Acid Produced by Wet ProcessDocument11 pagesSuccessive Processes For Purification and Extraction of Phosphoric Acid Produced by Wet ProcessCedric Omar Hdz RiescoNo ratings yet
- Phosphoric Acid Production: University of AlqadisiaDocument68 pagesPhosphoric Acid Production: University of AlqadisiaGabriel AyauNo ratings yet
- LD2668T41956F45Document49 pagesLD2668T41956F45bitisa5368No ratings yet
- Us2094573-Production of Potassumsulphate Ammonium Sulphate Double SaltDocument2 pagesUs2094573-Production of Potassumsulphate Ammonium Sulphate Double Saltkvsj2001No ratings yet
- Us 1961127Document6 pagesUs 1961127fredyNo ratings yet
- Us 4168205Document8 pagesUs 4168205MAMC PlasmaNo ratings yet
- Afault and 4-Motov: March 13, 1962 B. C. Bigot 3,025,152Document4 pagesAfault and 4-Motov: March 13, 1962 B. C. Bigot 3,025,152Dikul BrahmbhattNo ratings yet
- Preparation of Cupric HydroxideDocument5 pagesPreparation of Cupric HydroxideAnonymous PdsQnCAyNo ratings yet
- 07-Purification of Wet Process Phosphoric Acid by Solvent ExtractionDocument5 pages07-Purification of Wet Process Phosphoric Acid by Solvent ExtractionM.zuhair asifNo ratings yet
- Ajac 2019030715582355Document11 pagesAjac 2019030715582355Iben Abdallah ZouhourNo ratings yet
- Removal of Fluorine From Wet Process Phosphoric AcidDocument2 pagesRemoval of Fluorine From Wet Process Phosphoric AcidAdios ANo ratings yet
- US4787940Document6 pagesUS4787940AMARANADHA REDDY VALLAMREDDYNo ratings yet
- 2096682530-Ich 305 Phosphorus Based ChemicalsDocument9 pages2096682530-Ich 305 Phosphorus Based ChemicalsDennis JosephNo ratings yet
- 1 s2.0 S1383586622026053 MainDocument10 pages1 s2.0 S1383586622026053 MainIkram ADNANENo ratings yet
- Mination of Lactic Acid in MilkDocument10 pagesMination of Lactic Acid in MilkAnkitMishraNo ratings yet
- Direct Blue 86 PatentDocument3 pagesDirect Blue 86 Patenthvk7f7n6gyNo ratings yet
- Guy H BuchananDocument4 pagesGuy H BuchananVizzy VishalNo ratings yet
- Us 2952639Document7 pagesUs 2952639khoiri 787No ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- US5077261Document10 pagesUS5077261Amir RahbariNo ratings yet
- Preparation of Boric Acid From Low-Grade Ascharite and Recovery of Magnesium SulfateDocument5 pagesPreparation of Boric Acid From Low-Grade Ascharite and Recovery of Magnesium SulfateSaumya JainNo ratings yet
- Matrix Acidizing of Sandstone4Document5 pagesMatrix Acidizing of Sandstone4HelyaNo ratings yet
- US4880550Document6 pagesUS4880550Sachin PatilNo ratings yet
- Method For Oxidation of SoscrubberDocument6 pagesMethod For Oxidation of SoscrubberCaballero MarioNo ratings yet
- Sulphur DepositDocument4 pagesSulphur Depositsamrat majhiNo ratings yet
- Process of Deodourizing of Iso Prpopyl AlcoholDocument4 pagesProcess of Deodourizing of Iso Prpopyl AlcoholMani ChemistNo ratings yet
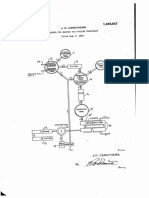
- J. N. CarothersDocument4 pagesJ. N. CarothershaviedNo ratings yet
- Storage: o - InzoDocument4 pagesStorage: o - InzoOscar SobradosNo ratings yet
- History of Fluorine Recovery ProcessesDocument21 pagesHistory of Fluorine Recovery ProcessesFajar Zona100% (1)
- Removal of Colour in Sugar Cane Juice ClarificatioDocument9 pagesRemoval of Colour in Sugar Cane Juice Clarificationitha telkar nitaNo ratings yet
- Ex PhosphonatesDocument1 pageEx PhosphonatesBapu ReddyNo ratings yet
- Bio Based Chemical PurificationDocument7 pagesBio Based Chemical PurificationMira FazziraNo ratings yet
- A Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidFrom EverandA Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidNo ratings yet
- Contact Process For Manufacturing of Sulphuric AcidDocument3 pagesContact Process For Manufacturing of Sulphuric AcidM.zuhair asifNo ratings yet
- Separation Techniques (Chapter21)Document5 pagesSeparation Techniques (Chapter21)M.zuhair asifNo ratings yet
- Speed of ReactionDocument3 pagesSpeed of ReactionM.zuhair asifNo ratings yet
- Reactions of Organic CompoundsDocument3 pagesReactions of Organic CompoundsM.zuhair asifNo ratings yet
- Alkane AlkeneDocument9 pagesAlkane AlkeneM.zuhair asifNo ratings yet
- Petrochemicals and PolymersDocument6 pagesPetrochemicals and PolymersM.zuhair asifNo ratings yet
- Metal Reactivity SeriesDocument7 pagesMetal Reactivity SeriesM.zuhair asifNo ratings yet
- AlcoholsDocument5 pagesAlcoholsM.zuhair asifNo ratings yet
- AlloysDocument4 pagesAlloysM.zuhair asifNo ratings yet
- Metalic Elements and PropertiesDocument5 pagesMetalic Elements and PropertiesM.zuhair asifNo ratings yet
- Acids and BasesDocument7 pagesAcids and BasesM.zuhair asifNo ratings yet
- Electrochemistry1 (1) - 1Document6 pagesElectrochemistry1 (1) - 1M.zuhair asifNo ratings yet
- Uses of ElectrolysisDocument3 pagesUses of ElectrolysisM.zuhair asifNo ratings yet
- Iron Is Extracted From HaematiteDocument2 pagesIron Is Extracted From HaematiteM.zuhair asifNo ratings yet
- Adv Higher Chem Research Unit Homework 1 To 4 AnswersDocument20 pagesAdv Higher Chem Research Unit Homework 1 To 4 AnswersM.zuhair asifNo ratings yet
- Basic Computer Mcqs With Answers PDF For Screening Tests, Lecturer, CSS, PMS, Interviews and All Competitive ExamsDocument54 pagesBasic Computer Mcqs With Answers PDF For Screening Tests, Lecturer, CSS, PMS, Interviews and All Competitive ExamsM.zuhair asifNo ratings yet
- 1Document1 page1yetruperkaNo ratings yet
- Can Citric Acid Neutralize The Bases in FishDocument14 pagesCan Citric Acid Neutralize The Bases in FishNysteaNo ratings yet
- Growing Agaricus Bisporus On Compost Mixtures Based On Chicken Manure and Banana ResiduesDocument12 pagesGrowing Agaricus Bisporus On Compost Mixtures Based On Chicken Manure and Banana ResiduesDani SamirNo ratings yet
- Naming Hydrocarbons Worksheet and Key: Write The Name of Each of The Hydrocarbon Molecules Shown Below: 1) 8)Document2 pagesNaming Hydrocarbons Worksheet and Key: Write The Name of Each of The Hydrocarbon Molecules Shown Below: 1) 8)Socdal AbdiNo ratings yet
- Industrial PaintingDocument312 pagesIndustrial Paintingyoners1691No ratings yet
- Lecture Notes On Petrchemicals From Refining and Cracked Petroleum ResiduesDocument9 pagesLecture Notes On Petrchemicals From Refining and Cracked Petroleum ResiduesDaniel OmolewaNo ratings yet
- Training Report On Bio-FetilizerDocument22 pagesTraining Report On Bio-FetilizerAnanya SatuluriNo ratings yet
- Garment Quality Standards ISDocument13 pagesGarment Quality Standards ISchetangadiaNo ratings yet
- Activity 5 From DNA To ProteinDocument4 pagesActivity 5 From DNA To ProteinKAREN SALLESNo ratings yet
- Turakhia Dow PPT Cycloaliphatic AmineDocument35 pagesTurakhia Dow PPT Cycloaliphatic AmineGoh Kae Horng100% (2)
- Acidity of Fruits and VegetablesDocument18 pagesAcidity of Fruits and VegetablesHarish ChandranNo ratings yet
- ArtemisininDocument24 pagesArtemisininSajin SaliNo ratings yet
- Silicon Wax Emulsion For Polyurethane Water Release AgentDocument3 pagesSilicon Wax Emulsion For Polyurethane Water Release Agentmyosi laboratoriumNo ratings yet
- foodresearchAS5784880850411521514933715933 Content 1Document8 pagesfoodresearchAS5784880850411521514933715933 Content 1camisha ranny robertNo ratings yet
- Croda Whitepaperpdf RenderDocument2 pagesCroda Whitepaperpdf RenderLeonardo Fabián Arboleda Mosquera100% (1)
- Additives For MasterbatchesDocument16 pagesAdditives For MasterbatchesCraig DaughertyNo ratings yet
- ChemDocument26 pagesChemyan45411No ratings yet
- Chemistry As Level P 1 MCQs Classified TDocument34 pagesChemistry As Level P 1 MCQs Classified THussnain100% (3)
- Liquid in Capsule UPDATEDocument24 pagesLiquid in Capsule UPDATEEcHie ChoiNo ratings yet
- StainigDocument38 pagesStainigyuppie_raj2175No ratings yet
- Goji Berry (Lycium Barbarum) Composition and Health Effects A Review PDFDocument10 pagesGoji Berry (Lycium Barbarum) Composition and Health Effects A Review PDFUno MendozaNo ratings yet
- Transcripted MetabolismDocument35 pagesTranscripted MetabolismTrial MailNo ratings yet
- PDF Paradigms in Green Chemistry and Technology 1St Edition Angelo Albini Ebook Full ChapterDocument53 pagesPDF Paradigms in Green Chemistry and Technology 1St Edition Angelo Albini Ebook Full Chapteralexander.boyd500100% (1)
- Green ATS - Spec SheetDocument6 pagesGreen ATS - Spec SheetimranNo ratings yet
- Nonvolatile Alkaloids: Coffea CanephoraDocument2 pagesNonvolatile Alkaloids: Coffea CanephoraEdmer FamaNo ratings yet
- Fully Editded Project ReportDocument43 pagesFully Editded Project Reportraghavendran_beeeeNo ratings yet
- Bioresource Technology: Yixiang Xu, Loren Isom, Milford A. HannaDocument9 pagesBioresource Technology: Yixiang Xu, Loren Isom, Milford A. HannaRungrawin NgamkhumNo ratings yet
- Alkyl HalidesDocument87 pagesAlkyl HalidesDidi LeraNo ratings yet
- FLP-1 Chem+Key 2014Document4 pagesFLP-1 Chem+Key 2014Irfan EssazaiNo ratings yet