Download as pdf or txt
You might also like
- RESEARCH - Carnival Cruise LinesDocument4 pagesRESEARCH - Carnival Cruise LinesMBA WebinarNo ratings yet
- Astm A615m PDFDocument12 pagesAstm A615m PDFAnonymous q8HhQ4w50% (2)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Veradel Pellets PDFDocument7 pagesVeradel Pellets PDFkirandevi1981100% (1)
- COA Resolution 2004-006Document4 pagesCOA Resolution 2004-006Haryeth CamsolNo ratings yet
- PDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"Document11 pagesPDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"pablopasqualini18No ratings yet
- Shear ISDocument35 pagesShear ISARUNKUMAR KNo ratings yet
- Hdpe Pipe Specifications PDFDocument5 pagesHdpe Pipe Specifications PDFawanarifNo ratings yet
- Hammer Lug Union SpecificationDocument16 pagesHammer Lug Union Specificationashved505100% (1)
- Asme Ansi b16.11 Fittings DimensionDocument23 pagesAsme Ansi b16.11 Fittings DimensionAlvaro Enrique MuñozNo ratings yet
- Asme Ansi b16.11 Fittings DimensionDocument23 pagesAsme Ansi b16.11 Fittings DimensionHarish Chandra Singh0% (1)
- Ficha Tecnica Espirometalicos y Tabla de Torque-1-12Document12 pagesFicha Tecnica Espirometalicos y Tabla de Torque-1-12Luis AlbertoNo ratings yet
- Installation and Maintenance Guidelines For Nibco Butterfly Valves With Rubber SeatsDocument16 pagesInstallation and Maintenance Guidelines For Nibco Butterfly Valves With Rubber SeatsJosé marinNo ratings yet
- KVF-B16.48 Spectacle Blind BrochureDocument26 pagesKVF-B16.48 Spectacle Blind Brochurepmech consultantNo ratings yet
- MilwaukeeVlv ANSI BrnzGateV150# 1Document1 pageMilwaukeeVlv ANSI BrnzGateV150# 1khNo ratings yet
- Teshi Flange Product CatalogueDocument76 pagesTeshi Flange Product Cataloguesayan.teshiNo ratings yet
- Grooved-End Fittings: Model 901 Short Radius 90 Elbow 7111 45 Elbow 903 Short Radius TEEDocument1 pageGrooved-End Fittings: Model 901 Short Radius 90 Elbow 7111 45 Elbow 903 Short Radius TEEZaira LorenaNo ratings yet
- Felker LineCard-WebView 100319Document4 pagesFelker LineCard-WebView 100319vineethNo ratings yet
- WFF - FlangesDocument5 pagesWFF - Flangesbaskaran vNo ratings yet
- HU Figure 100 2021 RevADocument3 pagesHU Figure 100 2021 RevAmarco lezcanoNo ratings yet
- HDPE Pipe Catalogue PDFDocument12 pagesHDPE Pipe Catalogue PDFRadicalNo ratings yet
- Metric DIN 609 SpecDocument4 pagesMetric DIN 609 SpecCAT MINING SHOVELNo ratings yet
- Jfetiger BrochureDocument8 pagesJfetiger BrochureAquila Q MNo ratings yet
- Evaluation of External Loads On Welding Neck Flanges As Per Code Case 2901Document6 pagesEvaluation of External Loads On Welding Neck Flanges As Per Code Case 2901NirmalNo ratings yet
- 2000 DataDocument1 page2000 DataAlexis PradoNo ratings yet
- Metalfit Flange Fittings C110 CatalogDocument16 pagesMetalfit Flange Fittings C110 CatalogAhmed AbdoNo ratings yet
- Bray Mccannalok-Navy 3252019Document8 pagesBray Mccannalok-Navy 3252019oscar-hortaNo ratings yet
- De Va: Series D65/D69Document2 pagesDe Va: Series D65/D69AZMATNo ratings yet
- Ssfly001465 en AqDocument2 pagesSsfly001465 en AqMike PowerNo ratings yet
- LtswirelocDocument16 pagesLtswirelocsrikarmallampatiNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and BAngel PintoNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and Btarek eidNo ratings yet
- Dims of Spiral Wound Gaskets ASMEDocument3 pagesDims of Spiral Wound Gaskets ASMEangelito bernalNo ratings yet
- Spindo Brochure - Oil & Gas IndustryDocument14 pagesSpindo Brochure - Oil & Gas Industrykiki widyaNo ratings yet
- 10.80 S 765 Isolation Valve PRV Set and Pump RoomDocument6 pages10.80 S 765 Isolation Valve PRV Set and Pump RoomhernantoNo ratings yet
- Exporter Pipe Fittings Dimensions PDFDocument38 pagesExporter Pipe Fittings Dimensions PDFselva nayagamNo ratings yet
- UNifit AccesoriosDocument38 pagesUNifit AccesoriosJorge EduardoNo ratings yet
- Datasheet Din 85Document6 pagesDatasheet Din 85yilingNo ratings yet
- Valves 1234Document13 pagesValves 1234Goutham KSNo ratings yet
- 2006 National Standard Plumbing Code ILLUSTRATED 397&398Document2 pages2006 National Standard Plumbing Code ILLUSTRATED 397&398Hussain Al SanonaNo ratings yet
- A New Era In: Filtration Performance and InnovationDocument6 pagesA New Era In: Filtration Performance and InnovationCARLOS SARMIENTONo ratings yet
- 6 Conical Spring WashersDocument4 pages6 Conical Spring Washersbcsf01No ratings yet
- E 11 - 95 - RtexlvjfraDocument6 pagesE 11 - 95 - RtexlvjfraPrakash MakadiaNo ratings yet
- Steel Wire Ropes For General PurposeDocument16 pagesSteel Wire Ropes For General Purposenishio fdNo ratings yet
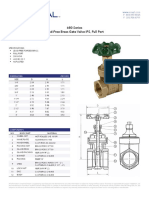
- 680 Series Lead-Free Brass Gate Valve IPS, Full PortDocument1 page680 Series Lead-Free Brass Gate Valve IPS, Full PortLuis D UrciaNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument1 pageStandard Pipe Schedule 40 ASTM A 53 Grades A and BKelvin RojasNo ratings yet
- ASME ANSI B16.11 Forged Fittings Socket Welding and ThreadedDocument33 pagesASME ANSI B16.11 Forged Fittings Socket Welding and ThreadedpaulamuisesNo ratings yet
- Dimensions of Spiral Wound Gaskets ASME B16.20 Used With Raised Face Flanges ASME B16.5Document4 pagesDimensions of Spiral Wound Gaskets ASME B16.20 Used With Raised Face Flanges ASME B16.5MANISH GUPTANo ratings yet
- Figura 8 Dimensiones VENGEANCEDocument16 pagesFigura 8 Dimensiones VENGEANCERicNo ratings yet
- American Swing - Check - Valve - Sales - BrochureDocument20 pagesAmerican Swing - Check - Valve - Sales - BrochureTripleOffsetNo ratings yet
- Victaulic OGS-200 Grooved End Fittings: 1.0 Product DescriptionDocument13 pagesVictaulic OGS-200 Grooved End Fittings: 1.0 Product DescriptionCinthya Yesenia Cruz MedinaNo ratings yet
- Process PipingDocument5 pagesProcess PipingkinzaNo ratings yet
- 1.3.1. How To Calculate Schedule?: Process Piping Fundamentals, Codes and Standards - Module 1Document5 pages1.3.1. How To Calculate Schedule?: Process Piping Fundamentals, Codes and Standards - Module 1Raakze MoviNo ratings yet
- ANSI - ASME B16.47 Series B - API 605 Flange Dimensions (75lb-900lb) - China Hebei Haihao Flange FactoryDocument11 pagesANSI - ASME B16.47 Series B - API 605 Flange Dimensions (75lb-900lb) - China Hebei Haihao Flange FactoryCarattiNo ratings yet
- Asme Ansi b16.11 Fittings Dimension PDFDocument38 pagesAsme Ansi b16.11 Fittings Dimension PDFleon057No ratings yet
- Cementing HeadDocument2 pagesCementing Headhitesh kumarNo ratings yet
- Teknisk-Katalog StubendsDocument1 pageTeknisk-Katalog Stubendsaceengineering08No ratings yet
- LD7000IBFDocument8 pagesLD7000IBFmohamed ghareebNo ratings yet
- Cair Make Spring Return Ball ValveDocument4 pagesCair Make Spring Return Ball Valvenm shaikhNo ratings yet
- Metallic Gaskets - Installation & Torque - October 2020Document6 pagesMetallic Gaskets - Installation & Torque - October 2020Alberto CaveroNo ratings yet
- Hex Cap Screw Grade 8 May 4 2009Document5 pagesHex Cap Screw Grade 8 May 4 2009Chris MedeirosNo ratings yet
- Reasoning TogetherDocument321 pagesReasoning TogetherLuis Marcos TapiaNo ratings yet
- d02 BN 002008 - 002009 Mar 2 Julie Embry BoloDocument2 pagesd02 BN 002008 - 002009 Mar 2 Julie Embry BoloVaRonda HamiltonNo ratings yet
- Letter of Credit 2023Document3 pagesLetter of Credit 2023Khánh Linh Nguyễn ThịNo ratings yet
- GetSusp 3 X Product GuideDocument16 pagesGetSusp 3 X Product GuidedanipajbrNo ratings yet
- Buy Bitcoin With Credit Card or Debit Card Immediatelyxberg PDFDocument2 pagesBuy Bitcoin With Credit Card or Debit Card Immediatelyxberg PDFVargas33Cross100% (1)
- IMM101 v1-1 Assignment 2 - Jai KorpalDocument5 pagesIMM101 v1-1 Assignment 2 - Jai KorpalJai100% (1)
- Bonds Weekly Highlights 14 Agt23Document14 pagesBonds Weekly Highlights 14 Agt23Gaos FakhryNo ratings yet
- Wendall Wallace - Is Incarceration The Best Method For Altering The Life Trajectory of Juvenile Offenders in Trinidad and TobagoDocument28 pagesWendall Wallace - Is Incarceration The Best Method For Altering The Life Trajectory of Juvenile Offenders in Trinidad and TobagoKamille CapiathaNo ratings yet
- Romanian ConstitutionsDocument4 pagesRomanian ConstitutionsEnache BiancaNo ratings yet
- Sub: Risk Assumption Letter: Insured & Vehicle DetailsDocument2 pagesSub: Risk Assumption Letter: Insured & Vehicle Detailsumang malviyaNo ratings yet
- Informatica 9.5.1 Hot Fix 2 Message ReferenceDocument479 pagesInformatica 9.5.1 Hot Fix 2 Message ReferenceRobert MartinNo ratings yet
- 2 - Heng SengDocument2 pages2 - Heng SengKomathi A/P BalasupramaniamNo ratings yet
- Contract of Service: This Contract Made and Entered by and BetweenDocument4 pagesContract of Service: This Contract Made and Entered by and BetweenElmer Villanueva HernandezNo ratings yet
- Loksewa Construction ManagementDocument129 pagesLoksewa Construction Managementmadan kunwarNo ratings yet
- NSDLDocument260 pagesNSDLumesh151170No ratings yet
- Unit: 5 Civic Consciousness Lesson: Political PartiesDocument14 pagesUnit: 5 Civic Consciousness Lesson: Political Partieseducation forallNo ratings yet
- Syria The Fall of The House of Assad PDFDocument315 pagesSyria The Fall of The House of Assad PDFPolar NightsNo ratings yet
- Installation Information SAP Fiori Front EndDocument3 pagesInstallation Information SAP Fiori Front EndPaulaNunesNo ratings yet
- Vineet Narain & Others Vs Union of India & Another On 18 December, 1997Document38 pagesVineet Narain & Others Vs Union of India & Another On 18 December, 1997sreevarshaNo ratings yet
- Aift 2001Document89 pagesAift 2001Bhavesh MishraNo ratings yet
- SNLN 3044 + 23044 CCK/W33 + OH 3044 H: SNLN 30 Plummer Block Housings For Bearings On An Adapter SleeveDocument4 pagesSNLN 3044 + 23044 CCK/W33 + OH 3044 H: SNLN 30 Plummer Block Housings For Bearings On An Adapter SleeveRisheet AgheraNo ratings yet
- Global Work Share Guide SQL ServerDocument83 pagesGlobal Work Share Guide SQL Serverfsuclupe4671No ratings yet
- Life of RobinhoodDocument1 pageLife of RobinhoodAtiwaggerald22No ratings yet
- Willoughby-Eastlake School District Levy HistoryDocument8 pagesWilloughby-Eastlake School District Levy HistoryThe News-HeraldNo ratings yet
- PNB V Chu Kim KitDocument2 pagesPNB V Chu Kim KitMuyNo ratings yet
- HCM in Islamic PerspectiveDocument16 pagesHCM in Islamic PerspectiveFendi RsvNo ratings yet
- Script Civil Service MonthDocument2 pagesScript Civil Service MonthMTheresa Dadivas-SayatNo ratings yet