Download as pdf or txt
You might also like
- API 510 Errata 1 (2023)Document1 pageAPI 510 Errata 1 (2023)Bunner FastNo ratings yet
- API Spec 6A 21st Edition ChangesDocument43 pagesAPI Spec 6A 21st Edition ChangesQuality controller86% (7)
- Practice Questions (Closed) : Asme Section Viii, Div. IDocument30 pagesPractice Questions (Closed) : Asme Section Viii, Div. IShanawas Abdul Razak50% (4)
- Api 6a 21 Ed Summary of ChangesDocument2 pagesApi 6a 21 Ed Summary of ChangesQuality controller100% (3)
- API 1104 InterpretationDocument40 pagesAPI 1104 Interpretationrathore_mbm2002No ratings yet
- Components and Installation Handbook Landirenzo Omega GiDocument49 pagesComponents and Installation Handbook Landirenzo Omega GiJose GuerrNo ratings yet
- Factory Acceptance Test & Inspection Test Report Pneumatic Ball Valve KSB Document No: PMT-INS-FIPBV-001 Rev: DDocument6 pagesFactory Acceptance Test & Inspection Test Report Pneumatic Ball Valve KSB Document No: PMT-INS-FIPBV-001 Rev: Dbayu dewantoNo ratings yet
- API 1104 Sample QuestionsDocument12 pagesAPI 1104 Sample QuestionsPatrick Dominguez80% (5)
- Aws D1.1-D1.1M-2015Document1 pageAws D1.1-D1.1M-2015huasNo ratings yet
- API Recert QuestionsDocument8 pagesAPI Recert Questionsrama77No ratings yet
- Maharashtra Jeevan Pradhikaran DSR 1213Document298 pagesMaharashtra Jeevan Pradhikaran DSR 1213rajeshtripathi75588100% (2)
- Testing and Commissioning Document For Booster Pumping Station PDFDocument43 pagesTesting and Commissioning Document For Booster Pumping Station PDF34er60% (5)
- API 6D InterpretationDocument6 pagesAPI 6D InterpretationRavi MhaskeNo ratings yet
- Series 6: Valves & Wellhead Equipment: Standard Edition SectionDocument21 pagesSeries 6: Valves & Wellhead Equipment: Standard Edition SectionSarathiraja SekarNo ratings yet
- API 6A RequirementsDocument34 pagesAPI 6A RequirementsAmol100% (1)
- 6 ADocument49 pages6 AratnakarNo ratings yet
- Flange IntegrityDocument46 pagesFlange IntegrityPaul PhiliphsNo ratings yet
- Standard Ed Section Answer Standard Ed Section AnswerDocument65 pagesStandard Ed Section Answer Standard Ed Section Answeromar shadyNo ratings yet
- API 6A InterpretationDocument74 pagesAPI 6A InterpretationChanNo ratings yet
- API 6A 21st Edition InterpretationDocument77 pagesAPI 6A 21st Edition InterpretationRavi MhaskeNo ratings yet
- API Standard 660: Shell-and-Tube Heat Exchangers For General Refinery ServicesDocument3 pagesAPI Standard 660: Shell-and-Tube Heat Exchangers For General Refinery Servicesrtrajan_mech54080% (1)
- VIZA WI 4058 API 6D Specification For Valve Test-2020Document11 pagesVIZA WI 4058 API 6D Specification For Valve Test-2020Ananm NaimNo ratings yet
- FixedEquipmentNewsletter-October2019 pdf0Document30 pagesFixedEquipmentNewsletter-October2019 pdf0Hugo Andrés Eslava GorraizNo ratings yet
- Errata 4: Note This Would Include The Tolerance Criteria Used During The Design of A Part and Its Mating PartsDocument8 pagesErrata 4: Note This Would Include The Tolerance Criteria Used During The Design of A Part and Its Mating PartsAndres FCTNo ratings yet
- 16C E2 ErrataDocument6 pages16C E2 ErrataKalpana BansalNo ratings yet
- BS 6364-1984Document11 pagesBS 6364-1984harshithreemaNo ratings yet
- Sample UDS DocumentDocument14 pagesSample UDS Documentnilesh_raykarNo ratings yet
- Procedure Manual: Cast Valve ProductionDocument10 pagesProcedure Manual: Cast Valve ProductionParveen Kohli0% (1)
- Pressure Vessel RT TestDocument3 pagesPressure Vessel RT TestAriq FauzanNo ratings yet
- 5 CTDocument5 pages5 CTDileep KumarNo ratings yet
- Api - 1104 W@aDocument88 pagesApi - 1104 W@angonphanhoangNo ratings yet
- API 510 PC 20 31 Aug05 Mid Session ClosedDocument13 pagesAPI 510 PC 20 31 Aug05 Mid Session ClosedCss SfaxienNo ratings yet
- 620 TiDocument12 pages620 Tijojo_323No ratings yet
- API 510 Mid Session Closed0Document10 pagesAPI 510 Mid Session Closed0مبشر أحمد100% (2)
- Spec 6a E21 en Add3Document16 pagesSpec 6a E21 en Add3LiLiNo ratings yet
- Topic 1 6A Welding Changes 12-21-2011Document10 pagesTopic 1 6A Welding Changes 12-21-2011arunradNo ratings yet
- 510 PC Oct04 Qar-Mid Closed PSJDocument12 pages510 PC Oct04 Qar-Mid Closed PSJCss SfaxienNo ratings yet
- Source Input 4Document50 pagesSource Input 4Jose Nelson Moreno BNo ratings yet
- EG.02.J.96.087.103NM 02 1 PublicationDocument7 pagesEG.02.J.96.087.103NM 02 1 Publicationfhairuz.wahidNo ratings yet
- Enbridge Pipeline Repair Workplan WeldingDocument23 pagesEnbridge Pipeline Repair Workplan WeldingJesus MaestreNo ratings yet
- Datasheet API Standard 53Document7 pagesDatasheet API Standard 53LeonardoVianna100% (1)
- 6A 20th Ed Interpretations Summary 2018-10-11Document27 pages6A 20th Ed Interpretations Summary 2018-10-11Ahsan AliNo ratings yet
- Bis 2347Document4 pagesBis 2347sumitguptafeb4No ratings yet
- SB Kelly A-107ADocument3 pagesSB Kelly A-107AJulianaNo ratings yet
- Easa Ad G-2021-0016R1 1Document4 pagesEasa Ad G-2021-0016R1 1RawiNo ratings yet
- BS 6290-4Document29 pagesBS 6290-4NiloyAbdulAlim100% (1)
- Asme U Comparison QaDocument21 pagesAsme U Comparison QajksankarNo ratings yet
- 6A E21 Addendum 1 PDFDocument9 pages6A E21 Addendum 1 PDFAndres FCTNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 1) - Welding & NDTDocument11 pagesSummary of ASME BPVC Section VIII Div 1 (Part 1) - Welding & NDTTin Aung KyiNo ratings yet
- API 510 PC 20 31 Aug05 Mid Session OpenDocument7 pagesAPI 510 PC 20 31 Aug05 Mid Session OpenCss SfaxienNo ratings yet
- PP 2000 11Document4 pagesPP 2000 11rtrajan_mech5408No ratings yet
- 11Document5 pages11MOHAMEDNo ratings yet
- API 16C Choke and KillDocument26 pagesAPI 16C Choke and Killrps197750% (2)
- ValveFpog IK004Document8 pagesValveFpog IK004Nind's ChefNo ratings yet
- Is 14846Document24 pagesIs 14846rinabiswas100% (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
- Bioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardFrom EverandBioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardNo ratings yet
- Small Unmanned Fixed-wing Aircraft Design: A Practical ApproachFrom EverandSmall Unmanned Fixed-wing Aircraft Design: A Practical ApproachNo ratings yet
- Analytical Troubleshooting of Process Machinery and Pressure Vessels: Including Real-World Case StudiesFrom EverandAnalytical Troubleshooting of Process Machinery and Pressure Vessels: Including Real-World Case StudiesRating: 3 out of 5 stars3/5 (1)
- Pneumatics CTUDocument54 pagesPneumatics CTUCryl Jake SubingSubingNo ratings yet
- Illustrated Parts List: FRO-14210C November 2008Document32 pagesIllustrated Parts List: FRO-14210C November 2008AnGel AmayaNo ratings yet
- Tourniquet User Manual 2012 PDFDocument10 pagesTourniquet User Manual 2012 PDFphuongo2No ratings yet
- Manual Oil-Water-Separator OSC 95 PDFDocument30 pagesManual Oil-Water-Separator OSC 95 PDFAhmad DagamsehNo ratings yet
- 2wt Arita Ci Bfly VLV Uni Flanged MalaysiaDocument2 pages2wt Arita Ci Bfly VLV Uni Flanged MalaysiaannaomarNo ratings yet
- HPT Tech ManualDocument12 pagesHPT Tech Manual1mmahoney100% (1)
- Gomco 6003 Maintenance and Service ManualDocument25 pagesGomco 6003 Maintenance and Service ManualBerenice CastellanosNo ratings yet
- 2004 Owners Guide BeachcomberDocument30 pages2004 Owners Guide Beachcomberkdm004No ratings yet
- Eppstpl13 Effast Plastic Pressure Systems Jan19 0Document54 pagesEppstpl13 Effast Plastic Pressure Systems Jan19 0vsaagarNo ratings yet
- Sewage Forcemain DesignDocument9 pagesSewage Forcemain DesignMarlon A. MendozaNo ratings yet
- Sub-Water Demand Cal (27062010)Document59 pagesSub-Water Demand Cal (27062010)Tiffany CombsNo ratings yet
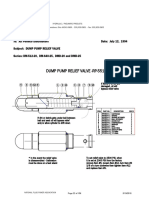
- Dump Pump Relief Valve - Rp-5514Document1 pageDump Pump Relief Valve - Rp-5514UB HeavypartsNo ratings yet
- 0501steel Process Controls eDocument68 pages0501steel Process Controls eKen JunNo ratings yet
- Steam Turbine ManualDocument261 pagesSteam Turbine ManualShivam Kumar75% (4)
- Engine, General: 1998 BMW 318i 1998 BMW 318iDocument166 pagesEngine, General: 1998 BMW 318i 1998 BMW 318iAugusto urteagaNo ratings yet
- Auto Lens Edger: ALE-1600 Operation ManualDocument48 pagesAuto Lens Edger: ALE-1600 Operation ManualMarco AguirreNo ratings yet
- Bulklite™ 1400: Product ManualDocument90 pagesBulklite™ 1400: Product ManualBac Ho VanNo ratings yet
- D5M/D6M Track-Type Tract ORSDocument34 pagesD5M/D6M Track-Type Tract ORSELELCTRICAR SAS100% (1)
- Hyundai Robex r170w PDFDocument10 pagesHyundai Robex r170w PDFgaiex50% (2)
- Water Supply and (Water Fittings) Regulations 1999Document24 pagesWater Supply and (Water Fittings) Regulations 1999Paul ColeyNo ratings yet
- Fisher Valvula de Mariposa A41 BoletinDocument12 pagesFisher Valvula de Mariposa A41 BoletinJossi Perez ANo ratings yet
- Auto ValveDocument1 pageAuto ValveJove MultisystemsNo ratings yet
- Illustrated Parts List FCB POST-MIX DISPENSER (2 and 4-Flavor)Document26 pagesIllustrated Parts List FCB POST-MIX DISPENSER (2 and 4-Flavor)Anonymous JVDPmJ0NNo ratings yet
- Specification For Fire MonitorDocument4 pagesSpecification For Fire Monitorromdhan88No ratings yet
- PWK38Document2 pagesPWK38CycyblNo ratings yet
- Ahu IomDocument36 pagesAhu IomMuhammad Faheem ShahbazNo ratings yet
- Spare Parts ListDocument17 pagesSpare Parts ListRodrigues de OliveiraNo ratings yet