Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Lab Report DistillationDocument13 pagesLab Report DistillationWong XimeiNo ratings yet
- Risk Ass - TK-4742-WELDING ACTVITIES FOR REST AREA PREPARATIONDocument6 pagesRisk Ass - TK-4742-WELDING ACTVITIES FOR REST AREA PREPARATIONnsadnanNo ratings yet
- Anatomy of A Plated HoleDocument5 pagesAnatomy of A Plated Holepbs0707No ratings yet
- ATX12V DesignGuide 2 2Document45 pagesATX12V DesignGuide 2 2Kix1234No ratings yet
- AccessorDocument6 pagesAccessorapi-3864578No ratings yet
- Induction Heating System Topology Review: Rev D, July 2000Document28 pagesInduction Heating System Topology Review: Rev D, July 2000Christopher GeorgeNo ratings yet
- Tda2030 PDFDocument13 pagesTda2030 PDFWellington CordeiroNo ratings yet
- 250W High Power Factor Supply For TV: Application NoteDocument6 pages250W High Power Factor Supply For TV: Application Noterc_casas99No ratings yet
- Quasar Electronics Kit No. 1065 Inverter 12 VDC To 220 Vac: General DescriptionDocument6 pagesQuasar Electronics Kit No. 1065 Inverter 12 VDC To 220 Vac: General Descriptionapi-3864578No ratings yet
- 74HC164Document8 pages74HC164api-3864578100% (1)
- HT46R47Document37 pagesHT46R47Sin SeanghorNo ratings yet
- 2n3055 (NPN), Mj2955 (PNP)Document4 pages2n3055 (NPN), Mj2955 (PNP)chikulenkaNo ratings yet
- Esok RPHDocument1 pageEsok RPHAzira RoshanNo ratings yet
- 2 Terms and Definitions SectionDocument12 pages2 Terms and Definitions SectionJawed AkhterNo ratings yet
- Olimpiada Engleza Arad - 2016 PDFDocument5 pagesOlimpiada Engleza Arad - 2016 PDFAnthony AdamsNo ratings yet
- JFFS3 Design Issues: Artem B. BityutskiyDocument36 pagesJFFS3 Design Issues: Artem B. Bityutskiyolena1000000No ratings yet
- Reform of Retirement Benefits in Sindh, PakistanDocument19 pagesReform of Retirement Benefits in Sindh, PakistanAsian Development BankNo ratings yet
- Rachel Quinlan-Advanced Linear Algebra (Lecture Notes) (2017)Document44 pagesRachel Quinlan-Advanced Linear Algebra (Lecture Notes) (2017)juannaviapNo ratings yet
- Project-Orpheus A Research Study Into 360 Cinematic VRDocument6 pagesProject-Orpheus A Research Study Into 360 Cinematic VRjuan acuñaNo ratings yet
- Analyses of Hidrodynamic Radial Forces On Centrifugal PumpDocument9 pagesAnalyses of Hidrodynamic Radial Forces On Centrifugal PumpAvstron D'AgostiniNo ratings yet
- CORENET E-Submission System Training: DetailsDocument2 pagesCORENET E-Submission System Training: DetailsParthiban KarunanidhiNo ratings yet
- Architect Auguste Perret - Buildings, Biography & Architecture - StudyDocument6 pagesArchitect Auguste Perret - Buildings, Biography & Architecture - StudyAmaka NwegbuNo ratings yet
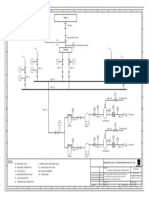
- Schematic For Tank Wagon Decanting Project PDFDocument1 pageSchematic For Tank Wagon Decanting Project PDFlataNo ratings yet
- Addiction of Gadgets and Its Impact On Health of YouthDocument6 pagesAddiction of Gadgets and Its Impact On Health of YouthRonald Dela Cruz IINo ratings yet
- Lab2 - Stereotaxic SurgeryDocument4 pagesLab2 - Stereotaxic SurgeryMichael Anthony BritoNo ratings yet
- Salaries & Wages - Regular Payroll PERA . Due To BIRDocument7 pagesSalaries & Wages - Regular Payroll PERA . Due To BIRAyie RomeroNo ratings yet
- MWL 1.0 (Tournament Rules 3.0.2)Document8 pagesMWL 1.0 (Tournament Rules 3.0.2)peterNo ratings yet
- Green Book NCCDocument181 pagesGreen Book NCCChittaranjan satapathyNo ratings yet
- Chapter 13Document16 pagesChapter 13Mussadaq JavedNo ratings yet
- Nurse Sarah QuizzesDocument39 pagesNurse Sarah QuizzesAYANAMI T PASCUANo ratings yet
- Effectiveness of Fire Safety SystemsDocument213 pagesEffectiveness of Fire Safety SystemsHans MansNo ratings yet
- 02 MIDEA Cassette Inverter (3.0-5.0 Ton)Document2 pages02 MIDEA Cassette Inverter (3.0-5.0 Ton)Mohd TabishNo ratings yet
- Essentials of Marketing Management in Lis: Digitalcommons@University of Nebraska - LincolnDocument36 pagesEssentials of Marketing Management in Lis: Digitalcommons@University of Nebraska - Lincolnaaima malikNo ratings yet
- OSCP Personal Cheatsheet: September 18Th, 2020 o o o oDocument76 pagesOSCP Personal Cheatsheet: September 18Th, 2020 o o o omahesh yadavNo ratings yet
- Practical File Part-1Document136 pagesPractical File Part-1soniya tewatiaNo ratings yet
- CF Risk ReturnDocument13 pagesCF Risk Return979044775No ratings yet
- Lenzing Certification Terms EN REV 2Document6 pagesLenzing Certification Terms EN REV 2Niaz IslamNo ratings yet
- Tugas 2 Bahasa Inggris Zahra Aliyyah 044920302Document4 pagesTugas 2 Bahasa Inggris Zahra Aliyyah 044920302Putro AndikaNo ratings yet
- Parametric PDFDocument20 pagesParametric PDFhamadaniNo ratings yet
- World History Hand Written Notes (156 Pages) PDF (WWW - upscPDF.com)Document156 pagesWorld History Hand Written Notes (156 Pages) PDF (WWW - upscPDF.com)gokul shanmugamNo ratings yet