Download as pdf or txt
You might also like
- Part Catelogue 750 Kva - KTA 38 G2 I - 5276656Document133 pagesPart Catelogue 750 Kva - KTA 38 G2 I - 5276656sblnt2008100% (4)
- Training ManualDocument551 pagesTraining ManualSeif Charaf100% (4)
- ASME B16.5 2017 Steel Pipe Flanges and Pipe FittingsDocument208 pagesASME B16.5 2017 Steel Pipe Flanges and Pipe FittingsKev Tra0% (2)
- Start Up Airline Dossier-Creation of A Low Cost Domestic Airline in The Polish MarketDocument63 pagesStart Up Airline Dossier-Creation of A Low Cost Domestic Airline in The Polish Marketntongo58% (12)
- ALPEMA Standards Rev1Document8 pagesALPEMA Standards Rev1nattusharanNo ratings yet
- Din 743 E-AssisstDocument24 pagesDin 743 E-AssisstSezgin BayrakNo ratings yet
- Peugeot 208 - 2015 Owners Manual PDF - Welcome 1 - 341Document240 pagesPeugeot 208 - 2015 Owners Manual PDF - Welcome 1 - 341abual3ez0% (1)
- Din 2616 PDFDocument2 pagesDin 2616 PDFALEKSANDARNo ratings yet
- Zook Rupture Disc URADocument2 pagesZook Rupture Disc URAmd_taheriNo ratings yet
- Vibration Mounts: Evolo® Series: Evolo® 633: Grade A-DDocument0 pagesVibration Mounts: Evolo® Series: Evolo® 633: Grade A-Daleksandar_djordjicNo ratings yet
- AIGA 075 - 11 Cal Method For Prevention of Overpress - Cryogenic Tanks - Reformated Jan 12 PDFDocument57 pagesAIGA 075 - 11 Cal Method For Prevention of Overpress - Cryogenic Tanks - Reformated Jan 12 PDFdaimon_pNo ratings yet
- Autodesk Nastran For Inventor: Unlocking Nonlinear Analysis: Learning ObjectivesDocument17 pagesAutodesk Nastran For Inventor: Unlocking Nonlinear Analysis: Learning ObjectivesGilmar MenegottoNo ratings yet
- Calc DocumentDocument8 pagesCalc DocumentbalaNo ratings yet
- TP 108 15AllAboutTemp Plate PDFDocument56 pagesTP 108 15AllAboutTemp Plate PDFKyriakos MichalakiNo ratings yet
- Lectures Week 8 - Viscoelastic MaterialsDocument6 pagesLectures Week 8 - Viscoelastic MaterialschrihiNo ratings yet
- 17-4PH Technical DataDocument7 pages17-4PH Technical DataKir VinNo ratings yet
- The Definitive O Ring Design GuideDocument31 pagesThe Definitive O Ring Design GuideChezNo ratings yet
- 8141.821.00 A - Plant Layout MasolataDocument1 page8141.821.00 A - Plant Layout MasolataIonut FloricaNo ratings yet
- Section Q: Splined Hubs, Drive KitsDocument8 pagesSection Q: Splined Hubs, Drive KitshaggNo ratings yet
- PD CR 12953-14-2002Document16 pagesPD CR 12953-14-2002navaronefraNo ratings yet
- IND 202 U2a Gas and Liquid Separation FCivan XXDocument61 pagesIND 202 U2a Gas and Liquid Separation FCivan XXrenatoNo ratings yet
- ccc10-1 2018 222Document10 pagesccc10-1 2018 222Efari BahcevanNo ratings yet
- BS EN 12542 - 2010 LPG Equipment and Accessories. Static Welded Steel Cylindrical Tanks, Serially Produced For The Storage of Liqu - Libgen - LiDocument66 pagesBS EN 12542 - 2010 LPG Equipment and Accessories. Static Welded Steel Cylindrical Tanks, Serially Produced For The Storage of Liqu - Libgen - LiRinnoNo ratings yet
- API 661 Air Cooled Heat ExchangersDocument126 pagesAPI 661 Air Cooled Heat ExchangersFrancisco Pérez ChaniqueNo ratings yet
- SR EN 13480 - 5 2002 EnglezaDocument4 pagesSR EN 13480 - 5 2002 EnglezaTudor100% (1)
- COSMOS FloWorks TutorialDocument238 pagesCOSMOS FloWorks Tutorialblacklili123No ratings yet
- R290 Propane: AJ AE HG VTCDocument16 pagesR290 Propane: AJ AE HG VTCengmec12188No ratings yet
- Tank Insulation CalculatorDocument6 pagesTank Insulation CalculatorArvieRagasaNo ratings yet
- Done By: 1. Giyon Bezabh 0572/10 2. Mikiyas Adefa 0837/10Document50 pagesDone By: 1. Giyon Bezabh 0572/10 2. Mikiyas Adefa 0837/10Mikey CouthinhoNo ratings yet
- Product Date Sheet - Swagelok BrocureDocument6 pagesProduct Date Sheet - Swagelok BrocurejulianpirahNo ratings yet
- Visual Vessel Design FAQDocument23 pagesVisual Vessel Design FAQsierthinNo ratings yet
- 603 DDocument8 pages603 DreluNo ratings yet
- CFD For MEP Exercise 1Document19 pagesCFD For MEP Exercise 1Peter Harry Halire YucraNo ratings yet
- Fittings Din11852 Din11850Document14 pagesFittings Din11852 Din11850dingobk1No ratings yet
- Selection Standards Implemented in QM-SOFTDocument1 pageSelection Standards Implemented in QM-SOFTprasad_kcpNo ratings yet
- Product Catalogue Camfil Farr 2006 - 07 RDocument136 pagesProduct Catalogue Camfil Farr 2006 - 07 RbuattugasmetlitNo ratings yet
- 2018 Dewalt Power Tools CatalogDocument17 pages2018 Dewalt Power Tools CatalogLady HolguinNo ratings yet
- COSH Carbon Dioxide PDFDocument7 pagesCOSH Carbon Dioxide PDFmalisolangiNo ratings yet
- GRI DurlonTechnicalHandbookDocument30 pagesGRI DurlonTechnicalHandbookFrank RamirezNo ratings yet
- ISO 1609 - 5PA-701-880-D - Flange - Fittings - 2009.1Document42 pagesISO 1609 - 5PA-701-880-D - Flange - Fittings - 2009.1markosdistefanoNo ratings yet
- Facilities On Offshore Installations: Guide For Building and ClassingDocument209 pagesFacilities On Offshore Installations: Guide For Building and ClassingKarthick VenkatswamyNo ratings yet
- Wilsons LTD Copper and Copper Alloys Def Stan 02 833 NES833 CW307G 119Document2 pagesWilsons LTD Copper and Copper Alloys Def Stan 02 833 NES833 CW307G 119lijojose1No ratings yet
- FEA Tutorial by MITDocument28 pagesFEA Tutorial by MITSamson RaphaelNo ratings yet
- GS52Document3 pagesGS52S.Hasan MirasadiNo ratings yet
- HPU - Pressure IntensifierDocument9 pagesHPU - Pressure IntensifierCristin PasatNo ratings yet
- Pins and KeysDocument12 pagesPins and KeysSam GillilandNo ratings yet
- 65-94-CE-SPC-00001 0003 C Coating and Painting SpecificationDocument5 pages65-94-CE-SPC-00001 0003 C Coating and Painting SpecificationKARTHICKNo ratings yet
- Husky Engineering SpecsDocument89 pagesHusky Engineering Specsntrkulja@hotmail.comNo ratings yet
- ErmetoDocument14 pagesErmetoJavier VespaNo ratings yet
- Tapered Pipe Threads PDFDocument1 pageTapered Pipe Threads PDFMoises GarciaNo ratings yet
- The Dow Chemical Company Engineering Specification Materials G8S-4001-60 Global 16-JAN-2003 Page 1 of 2Document2 pagesThe Dow Chemical Company Engineering Specification Materials G8S-4001-60 Global 16-JAN-2003 Page 1 of 2maheshNo ratings yet
- Datasheet DMV 347 HFGDocument4 pagesDatasheet DMV 347 HFGClaudia MmsNo ratings yet
- Synchronous Belt Drives - Automotive PulleysDocument14 pagesSynchronous Belt Drives - Automotive Pulleystv-locNo ratings yet
- 1 Leser-459Document19 pages1 Leser-459Saravanan ThangamalaiNo ratings yet
- Burner Bic TechinfoDocument53 pagesBurner Bic TechinfoRodolfo M. PortoNo ratings yet
- Modeling A SolenoidDocument6 pagesModeling A Solenoidjrl5432No ratings yet
- Lynx Fiber LaserDocument26 pagesLynx Fiber LaserJake MillerNo ratings yet
- PDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia SeparatorDocument8 pagesPDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia Separatorhgag selimNo ratings yet
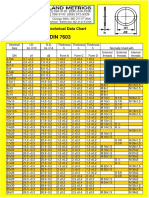
- Din 7603 - 1Document3 pagesDin 7603 - 1emre taşNo ratings yet
- An Analytical Study On Heat Transfer Performance ofDocument18 pagesAn Analytical Study On Heat Transfer Performance ofsanchez_1256No ratings yet
- Hydrogen Science and Engineering: Materials, Processes, Systems, and TechnologyFrom EverandHydrogen Science and Engineering: Materials, Processes, Systems, and TechnologyNo ratings yet
- Gasket Design BrochureDocument70 pagesGasket Design BrochureE Santosh KumarNo ratings yet
- FlexproDocument8 pagesFlexproE Santosh KumarNo ratings yet
- Design of Sectons For LoadDocument12 pagesDesign of Sectons For LoadE Santosh KumarNo ratings yet
- Storage Tank Design CalculationDocument32 pagesStorage Tank Design CalculationE Santosh Kumar100% (1)
- Interpolation Calculations: Eqpt: Makers NRDocument2 pagesInterpolation Calculations: Eqpt: Makers NRE Santosh KumarNo ratings yet
- Other Graphs (JP)Document14 pagesOther Graphs (JP)E Santosh KumarNo ratings yet
- Dew Point Temperature Calculation: CustomerDocument2 pagesDew Point Temperature Calculation: CustomerE Santosh KumarNo ratings yet
- CMT Electronic Heated ViscometerDocument1 pageCMT Electronic Heated ViscometerIBRAHIM ALMANLANo ratings yet
- Steam Nozzles and TurbinesDocument31 pagesSteam Nozzles and TurbinesPrabhu Mani Rathinam100% (1)
- ELISSA Tale of A RivetDocument157 pagesELISSA Tale of A RivetJamie WhiteNo ratings yet
- Chapter15 - VLSI Clocking and System DesignDocument30 pagesChapter15 - VLSI Clocking and System Designaswathyvg24_78977563No ratings yet
- Intrinsic Safety MaintenanceDocument2 pagesIntrinsic Safety MaintenanceRoadieNo ratings yet
- Gas Seal IntroductionDocument10 pagesGas Seal IntroductionIjatnaim Isa100% (1)
- Purlin Design ReportDocument45 pagesPurlin Design ReportTrungNguyenNo ratings yet
- Red Hat Enterprise Linux OpenStack Platform-7-Introduction To The OpenStack Dashboard-En-USDocument13 pagesRed Hat Enterprise Linux OpenStack Platform-7-Introduction To The OpenStack Dashboard-En-USWaldek ZiębińskiNo ratings yet
- Typical Emergencies in Electric Power SystemsDocument18 pagesTypical Emergencies in Electric Power SystemsHugh cabNo ratings yet
- Guidelines of Slope Maintenence in MalaysiaDocument130 pagesGuidelines of Slope Maintenence in Malaysiazahrul azha100% (10)
- Geometric Unsharpness FormulaDocument2 pagesGeometric Unsharpness FormulaJayaneela Prawin0% (1)
- How Much Does It Cost To Build A 1,000 BBL Per Day Oil Refinery?Document4 pagesHow Much Does It Cost To Build A 1,000 BBL Per Day Oil Refinery?manojkumarmurlidharaNo ratings yet
- Reparacion Quemacocos NTB00-001Document12 pagesReparacion Quemacocos NTB00-001Sarah SimpsonNo ratings yet
- Check Swing Cast Steel A216 WCB Class 150: Pressure Temperature RatingsDocument2 pagesCheck Swing Cast Steel A216 WCB Class 150: Pressure Temperature Ratingsbreyca4 bcrNo ratings yet
- Brochure ThermafilDocument6 pagesBrochure ThermafilliudifairNo ratings yet
- OMAE2012-8: Fatigue Life Analysis For A Steel Catenary Riser in Ultra-Deep WatersDocument5 pagesOMAE2012-8: Fatigue Life Analysis For A Steel Catenary Riser in Ultra-Deep WatersdmlsfmmNo ratings yet
- Basic Cryptography PresentationDocument58 pagesBasic Cryptography PresentationmwakondoNo ratings yet
- J C Bose University of Science and Technology, Ymca, FaridabadDocument30 pagesJ C Bose University of Science and Technology, Ymca, FaridabadRahul Singh PariharNo ratings yet
- 2N2222 C118536Document3 pages2N2222 C118536Javier PuenteNo ratings yet
- 8200-0859-01-A0 Intlx InstallConfig EN PDFDocument94 pages8200-0859-01-A0 Intlx InstallConfig EN PDFFrancisco Rodriguez MartinezNo ratings yet
- 0807 CardsplitterDocument3 pages0807 CardsplitterAlexander WieseNo ratings yet
- Squid Proxy3.1Document16 pagesSquid Proxy3.1Norbac OrtizNo ratings yet
- Jobs For NICMAR Alumni (Responses)Document6 pagesJobs For NICMAR Alumni (Responses)Tushar DoshiNo ratings yet
- NTB02 090bDocument10 pagesNTB02 090bPMNo ratings yet
- Fluid Mechanics ch.2.2Document7 pagesFluid Mechanics ch.2.2A ALBALOSHINo ratings yet
- Product Line: Bars StainlessDocument1 pageProduct Line: Bars StainlessHarold de MesaNo ratings yet
- FESTO Eguide Final2Document26 pagesFESTO Eguide Final2CasHeerNo ratings yet