Download as pdf or txt
You might also like
- Subsea Rigid Pipelines – Methods of InstallationFrom EverandSubsea Rigid Pipelines – Methods of InstallationRating: 5 out of 5 stars5/5 (1)
- Truncation of Post-Tensioned Tendons - H KirrageDocument45 pagesTruncation of Post-Tensioned Tendons - H KirrageAnonymous 8pw0Il0Dsy100% (1)
- RBTUsers GuideDocument20 pagesRBTUsers GuideIngel Ingel100% (4)
- Coiled Tubing - Emergency ProceduresDocument50 pagesCoiled Tubing - Emergency ProceduresSarasevina Anggraeni100% (2)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Manual For EOT CranesDocument39 pagesManual For EOT CranesManish Jha67% (12)
- Vickers General Hydraulic BookDocument29 pagesVickers General Hydraulic BookKarthik Sarang100% (15)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Unimat MUNIMAT MACHINE TOOL 3RD EDITIONachine Tool 3rd EditionDocument37 pagesUnimat MUNIMAT MACHINE TOOL 3RD EDITIONachine Tool 3rd Editionjojora100% (5)
- Starting Woodturning A Beginners GuideDocument15 pagesStarting Woodturning A Beginners Guideandrelessa01No ratings yet
- Hydralics Aeroquip - Swivle - JointsDocument20 pagesHydralics Aeroquip - Swivle - JointssunnyartboyNo ratings yet
- Separation PDFDocument10 pagesSeparation PDFJose Leonardo Materano PerozoNo ratings yet
- Coiled Tubing Emergency ProceduresDocument50 pagesCoiled Tubing Emergency ProceduresMustafa NaithelNo ratings yet
- Geoceptor DatasheetDocument2 pagesGeoceptor DatasheetWilliam MurrayNo ratings yet
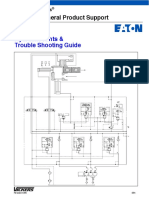
- Hydraulic Hints & Trouble Shooting Guide: General Product SupportDocument29 pagesHydraulic Hints & Trouble Shooting Guide: General Product Supportvolunteer firefightersNo ratings yet
- Waterstop Welding Review VipDocument5 pagesWaterstop Welding Review ViptonykebbeNo ratings yet
- PC-REP-001 Printed 13-NOV-2013Document12 pagesPC-REP-001 Printed 13-NOV-2013corsini999No ratings yet
- Spe 23900 (Guide To BOP Equipment)Document16 pagesSpe 23900 (Guide To BOP Equipment)Gabriel IbarraNo ratings yet
- Coiled Tubing Fatigue ManagementDocument59 pagesCoiled Tubing Fatigue ManagementSebastian Cantillo100% (1)
- 14 Gravity Separator Design - PowerDocument22 pages14 Gravity Separator Design - Powermatrix69100% (1)
- 110 Arco CT ManualDocument14 pages110 Arco CT ManualgcgironNo ratings yet
- Downhole Vantage Logging Head PsDocument2 pagesDownhole Vantage Logging Head PsLuisNo ratings yet
- Nickel MPS 300 1Document12 pagesNickel MPS 300 1Francisco BocanegraNo ratings yet
- Float Purger Stock Cleaning SystemDocument4 pagesFloat Purger Stock Cleaning SystemoswaldoNo ratings yet
- Understanding The Basics of The Pierce Oscillator: UpdateDocument2 pagesUnderstanding The Basics of The Pierce Oscillator: UpdatehelixNo ratings yet
- Spe 46023 MsDocument13 pagesSpe 46023 MsRenzo LópezNo ratings yet
- User's Manual - Synthetic Μooring RopesDocument32 pagesUser's Manual - Synthetic Μooring RopesNikos StratisNo ratings yet
- TechnicalhandbookDocument58 pagesTechnicalhandbookQuyềnNo ratings yet
- Coiled Tubing Services Manual: DowellDocument12 pagesCoiled Tubing Services Manual: DowellAnthony LakpahNo ratings yet
- Emp Appendix 6 - Deep Well SpecificationsDocument12 pagesEmp Appendix 6 - Deep Well SpecificationsMadhusudanan78No ratings yet
- Torque Requirements For Vessels With Oring ClosuresDocument1 pageTorque Requirements For Vessels With Oring ClosuresultraspeedNo ratings yet
- 1 Mud & LCMDocument7 pages1 Mud & LCMDonaldNo ratings yet
- HA CUT Data SheetDocument4 pagesHA CUT Data SheetVistash BuharyNo ratings yet
- Chapter4 PDFDocument20 pagesChapter4 PDFshaik jaheerNo ratings yet
- Surface Mining Brochure 2 PDFDocument25 pagesSurface Mining Brochure 2 PDFhugo sobrinoNo ratings yet
- Cables de Acero Usha Martin User Manual1Document60 pagesCables de Acero Usha Martin User Manual1luis100% (1)
- 9853 1082 01 Overhauling Instructions COP 2550CR-CRLDocument66 pages9853 1082 01 Overhauling Instructions COP 2550CR-CRLTien Vi NguyenNo ratings yet
- An Analysis of Failures in Coiled TubingDocument8 pagesAn Analysis of Failures in Coiled TubingDavid OtálvaroNo ratings yet
- TCST11106R0 Opical Fiber Cable SplicingDocument17 pagesTCST11106R0 Opical Fiber Cable Splicingshabeer0% (1)
- CAT-10-110-MikeMaholland-DougMcAulay EDITED JLH - OptDocument50 pagesCAT-10-110-MikeMaholland-DougMcAulay EDITED JLH - OptKhaled BOUALINo ratings yet
- WC S12 Drilling ProblemsDocument10 pagesWC S12 Drilling ProblemssomsubhraNo ratings yet
- Crompton Greaves Training ReportDocument45 pagesCrompton Greaves Training ReportStuti ShrivastavaNo ratings yet
- Maintenance Recommended Maintenance Schedule: PM Coil C.L.MN), by Toggling The Value From NO To YESDocument2 pagesMaintenance Recommended Maintenance Schedule: PM Coil C.L.MN), by Toggling The Value From NO To YESVelmar diseño y construccionNo ratings yet
- Guide For Scavenge InspectionDocument36 pagesGuide For Scavenge InspectionNeelakantan SankaranarayananNo ratings yet
- Coiled TubingDocument6 pagesCoiled Tubingneal d fearless dreamerNo ratings yet
- J Stead PaperDocument6 pagesJ Stead PaperixoteeNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentFrom EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghNo ratings yet
- Site Safety Handbook for the Petroleum IndustryFrom EverandSite Safety Handbook for the Petroleum IndustryRating: 5 out of 5 stars5/5 (1)
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Understanding Your Boats Systems and Choices.From EverandUnderstanding Your Boats Systems and Choices.Rating: 3 out of 5 stars3/5 (1)
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsFrom EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsRating: 5 out of 5 stars5/5 (1)
- The Art of Timing Closure: Advanced ASIC Design ImplementationFrom EverandThe Art of Timing Closure: Advanced ASIC Design ImplementationNo ratings yet
- 220 Arco CT ManualDocument33 pages220 Arco CT ManualgcgironNo ratings yet
- 110 Arco CT ManualDocument14 pages110 Arco CT ManualgcgironNo ratings yet
- Swivel Hose Reel InstructionsDocument2 pagesSwivel Hose Reel InstructionsgcgironNo ratings yet
- 230 Arco CT ManualDocument11 pages230 Arco CT ManualgcgironNo ratings yet
- 120 Arco CT ManualDocument15 pages120 Arco CT ManualgcgironNo ratings yet
- WellServicePump Screen Small3Document4 pagesWellServicePump Screen Small3gcgironNo ratings yet
- VanOIl 2in 10K Rotating JointDocument12 pagesVanOIl 2in 10K Rotating JointgcgironNo ratings yet
- PLC Designer PLC Designer (R3-1) v4-1 enDocument1,170 pagesPLC Designer PLC Designer (R3-1) v4-1 enAlvaro GarcíaNo ratings yet
- 10K H2S 1.5in Bore Swivel AssemblyDocument2 pages10K H2S 1.5in Bore Swivel AssemblygcgironNo ratings yet
- Tutorial For BeginnersDocument33 pagesTutorial For BeginnersgcgironNo ratings yet
- Tech 1231 ManDocument40 pagesTech 1231 ManRiski Kurniawan100% (1)
- BICO Drilling ToolsDocument1 pageBICO Drilling ToolsgcgironNo ratings yet
- CT Storage Corrosion - October 2002 - 3011055 - 01Document28 pagesCT Storage Corrosion - October 2002 - 3011055 - 01gcgiron100% (1)
- 17 Gral CT Pipe InfoDocument15 pages17 Gral CT Pipe InfogcgironNo ratings yet
- CT Fatigue ModelDocument41 pagesCT Fatigue ModelgcgironNo ratings yet
- Biogas 1Document5 pagesBiogas 1NiegleNo ratings yet
- Flypress ToolingDocument4 pagesFlypress Toolingxx xxxNo ratings yet
- TLE TVL SHIELDED METAL ARC WELDING NCI ACTIVITY SHEET NO. 2 2nd QuarterDocument6 pagesTLE TVL SHIELDED METAL ARC WELDING NCI ACTIVITY SHEET NO. 2 2nd QuarterMaricar CarandangNo ratings yet
- Welding MetallurgyDocument30 pagesWelding MetallurgySenakeNo ratings yet
- Setting of Cement Chemistry Project Class 12Document18 pagesSetting of Cement Chemistry Project Class 12Hari KrishnanNo ratings yet
- CH 1 MPTDocument28 pagesCH 1 MPTmolla biyadgieNo ratings yet
- B31.3 Process Piping Course - 02 Metallic Pipe & Fitting SelectionDocument44 pagesB31.3 Process Piping Course - 02 Metallic Pipe & Fitting SelectionRyan Goh Chuang Hong0% (1)
- Application Guide CAB O SIL Fumed Silica in Epoxy CoatingsDocument2 pagesApplication Guide CAB O SIL Fumed Silica in Epoxy CoatingsdamiendamNo ratings yet
- Polycorp Protective Linings Seawater Corrosion V5Document2 pagesPolycorp Protective Linings Seawater Corrosion V5Carlos DiazNo ratings yet
- KTA - TB-PAC03-M07-007.Rev0 - OVERHEAD SYSTEM PIDDocument2 pagesKTA - TB-PAC03-M07-007.Rev0 - OVERHEAD SYSTEM PIDlamNo ratings yet
- 10 Sanding Machines en - Diciembre.20Document52 pages10 Sanding Machines en - Diciembre.20Henrique GabrielNo ratings yet
- Chemistry 12TH ProjectDocument12 pagesChemistry 12TH Projectamitmurmu3330No ratings yet
- Lost Foam CastingDocument31 pagesLost Foam CastingokicirdarNo ratings yet
- Mitwalli CatalogueDocument13 pagesMitwalli Catalogueshahid052No ratings yet
- Extrusion Based RP SystemsDocument26 pagesExtrusion Based RP SystemsNiranjan HugarNo ratings yet
- CWI Exam Sample Question Paper For Practice - UpWeldDocument16 pagesCWI Exam Sample Question Paper For Practice - UpWeldAhmed Shaban Kotb100% (2)
- Cswip 3.1 Part 1Document7 pagesCswip 3.1 Part 1Emad Daghagheleh67% (3)
- BCM VI Unit 01Document9 pagesBCM VI Unit 01Shraddha GhorpadeNo ratings yet
- Sheet Metal Forming TheoryDocument12 pagesSheet Metal Forming TheoryRRSathyanarayananNo ratings yet
- Professional Air Tools AssortmentDocument11 pagesProfessional Air Tools AssortmentJose luis ConsuegraNo ratings yet
- Welder Operator TrainingDocument22 pagesWelder Operator TrainingsniperiNo ratings yet
- List of Canned CycleDocument8 pagesList of Canned CycleMuthukumar KasinathanNo ratings yet
- Tungaloy - Cutting Tools PDFDocument1,252 pagesTungaloy - Cutting Tools PDFazb00178No ratings yet
- Astm A517Document3 pagesAstm A517Nacer Kisy100% (1)
- Repcon SDocument2 pagesRepcon SRamu SekarNo ratings yet
- How To Remove Rust From A Gun Without Damaging BluingDocument4 pagesHow To Remove Rust From A Gun Without Damaging BluingFrank MeekerNo ratings yet
- MS For Fabrication of Above-Ground Storage TankDocument8 pagesMS For Fabrication of Above-Ground Storage Tankdadz mingiNo ratings yet
- Pollution ControlDocument4 pagesPollution Controlvikash rajNo ratings yet