Download as pdf or txt
You might also like
- Analysis of The Contact Pressure Between Cams and RollerDocument9 pagesAnalysis of The Contact Pressure Between Cams and Rolleranmol6237No ratings yet
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesFrom EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesRating: 5 out of 5 stars5/5 (1)
- Denso Ecd-VDocument118 pagesDenso Ecd-VIongornistu100% (5)
- Engine Valve Recession, Case StudyDocument4 pagesEngine Valve Recession, Case Studymuki10100% (1)
- Modeling and Analysis of Naca 66-206 Aer PDFDocument6 pagesModeling and Analysis of Naca 66-206 Aer PDFkishoreNo ratings yet
- Design of Airfoils For Wind Turbine BladesDocument7 pagesDesign of Airfoils For Wind Turbine BladesAzinoNo ratings yet
- The in Uence of Gear Change On Vehicle Exhaust Emissions. Calculations With The Vetess Emission ToolDocument5 pagesThe in Uence of Gear Change On Vehicle Exhaust Emissions. Calculations With The Vetess Emission Toolspellsinger123No ratings yet
- Engineering Failure Analysis: Saharash Khare, O.P. Singh, K. Bapanna Dora, C. SasunDocument10 pagesEngineering Failure Analysis: Saharash Khare, O.P. Singh, K. Bapanna Dora, C. SasunBima SorayaNo ratings yet
- Experiment No 4 Abrasion Value Los AngelesDocument6 pagesExperiment No 4 Abrasion Value Los Angelesfaiz19aaNo ratings yet
- Cho Loss Model Radial TurbineDocument13 pagesCho Loss Model Radial TurbineNicolasNo ratings yet
- DRESSER ControlValveCavitationDocument10 pagesDRESSER ControlValveCavitationLindsey PatrickNo ratings yet
- 4-Spalling Investigation of Connecting RodDocument10 pages4-Spalling Investigation of Connecting RodHakimNo ratings yet
- PPTDocument29 pagesPPTShameerNo ratings yet
- Prediction of Aerodynamiccharacteristics For Slender Bluff Bodies With Different Nose Cone ShapesDocument10 pagesPrediction of Aerodynamiccharacteristics For Slender Bluff Bodies With Different Nose Cone ShapesTJPRC PublicationsNo ratings yet
- Bolted Joint Member StiffnessDocument15 pagesBolted Joint Member StiffnessKurtNo ratings yet
- TSE, ENGINEERING REPORT, TSE SDP-70 Drum StrengthDocument7 pagesTSE, ENGINEERING REPORT, TSE SDP-70 Drum Strengthpetrone.andrea20No ratings yet
- Soil Mechanics Chapter 8Document15 pagesSoil Mechanics Chapter 8Rakha Naufal DarmawanNo ratings yet
- 10.1016@0022 48989490020 5Document10 pages10.1016@0022 48989490020 5ParthNo ratings yet
- ClearanceDamping June07 PDFDocument10 pagesClearanceDamping June07 PDFCristian Alfonso Tibabisco JamaicaNo ratings yet
- TECHNICAL REPORT - FahmiDocument14 pagesTECHNICAL REPORT - FahmiFikri RahimNo ratings yet
- Analysis of The Drive Shaft Fracture ofDocument13 pagesAnalysis of The Drive Shaft Fracture ofkaustavNo ratings yet
- Virtual Design Conception of Fatigue SpecimenDocument6 pagesVirtual Design Conception of Fatigue Specimen赵怀瑞No ratings yet
- Research Article Critical Hydraulic Eccentricity Estimation in Vertical Turbine Pump Impeller To Control VibrationDocument11 pagesResearch Article Critical Hydraulic Eccentricity Estimation in Vertical Turbine Pump Impeller To Control VibrationShravan GawandeNo ratings yet
- Control Valve CavitationDocument10 pagesControl Valve CavitationEdgar HuancaNo ratings yet
- 757 2557 2 PBDocument17 pages757 2557 2 PBMohamed El Amin AICHOUCHENo ratings yet
- Design of Aluminium Bicycle Frames PDFDocument7 pagesDesign of Aluminium Bicycle Frames PDFPablo FadulNo ratings yet
- (Zhang, Et. Al, 2021) - Design and Verification of Two Stage Brake Pressure Servo Valve FR AircraftDocument15 pages(Zhang, Et. Al, 2021) - Design and Verification of Two Stage Brake Pressure Servo Valve FR AircraftVitória SamelinnyNo ratings yet
- Ieee Asme Tmech 2008 OnelDocument7 pagesIeee Asme Tmech 2008 OnelCasaNo ratings yet
- Best Practice For The Assessment of Defects in Pipelines - Gouges and DentsDocument26 pagesBest Practice For The Assessment of Defects in Pipelines - Gouges and Dentsangel jimenez alonso100% (1)
- D04 Shaft Deflection Runout Vibration and Axial MotionDocument15 pagesD04 Shaft Deflection Runout Vibration and Axial Motionsuraj dhulannavarNo ratings yet
- ARP6255-Aviation Lubricant Tribology Evaluator (ALTE) Method To Determine The Lubricating Capability of Gas Turbine LubricantsDocument9 pagesARP6255-Aviation Lubricant Tribology Evaluator (ALTE) Method To Determine The Lubricating Capability of Gas Turbine LubricantsJicheng PiaoNo ratings yet
- Babbitted Bearing Health AssessmentDocument18 pagesBabbitted Bearing Health AssessmentSomen MukherjeeNo ratings yet
- RCA en Fajas - 2 PDFDocument6 pagesRCA en Fajas - 2 PDFVíctor Fernández Narváez100% (1)
- Control ValveDocument21 pagesControl ValveaggibudimanNo ratings yet
- A Comprehensive Review On Water-Emulsified Diesel Fuel: Chemistry, Engine Performance and Exhaust EmissionsDocument18 pagesA Comprehensive Review On Water-Emulsified Diesel Fuel: Chemistry, Engine Performance and Exhaust EmissionsNaser JahangiriNo ratings yet
- Generator - Seal Oil System: Power GenerationDocument8 pagesGenerator - Seal Oil System: Power GenerationamrandconanNo ratings yet
- Diesel Engine Valve Failures: April 2002Document15 pagesDiesel Engine Valve Failures: April 2002Rajnish PotdarNo ratings yet
- Application of Weldment Fatigue Methods To Conveyors Pulley DesignDocument6 pagesApplication of Weldment Fatigue Methods To Conveyors Pulley DesignIgor San Martín PeñalozaNo ratings yet
- Flange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening ProcedureDocument34 pagesFlange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening ProcedureHoussemSoltanaNo ratings yet
- Rolling Element Bearing Failure AnalysisDocument4 pagesRolling Element Bearing Failure AnalysisYanuar KrisnahadiNo ratings yet
- Hinterberger SCC2009 PDFDocument14 pagesHinterberger SCC2009 PDFKalpesh JoshiNo ratings yet
- MDI Aircraft Engine AnalysisDocument17 pagesMDI Aircraft Engine AnalysisSidd SundararajanNo ratings yet
- Tubular Profiles For Telecom Structures PDFDocument8 pagesTubular Profiles For Telecom Structures PDFJitendraNo ratings yet
- J Mspro 2014 06 307Document6 pagesJ Mspro 2014 06 307DHRUV SINGHALNo ratings yet
- Some Critical Technical Issues On The Steady Flow Testing of Cylinder HeadsDocument16 pagesSome Critical Technical Issues On The Steady Flow Testing of Cylinder HeadsPrateek SinghNo ratings yet
- Design For Manufacturing Lab 2Document8 pagesDesign For Manufacturing Lab 2ChristieNo ratings yet
- Effect of Vortex Generators On Aerodynamics of A Car: CFD AnalysisDocument9 pagesEffect of Vortex Generators On Aerodynamics of A Car: CFD AnalysisDrive till death i love full throttleNo ratings yet
- Experiment No 5 Abrasion Value DevalDocument5 pagesExperiment No 5 Abrasion Value Devalfaiz19aaNo ratings yet
- Aida Aslanova Meqale Canakkaleden Karabaga Turkun ZaferiDocument4 pagesAida Aslanova Meqale Canakkaleden Karabaga Turkun ZaferiaidaNo ratings yet
- Mistry 2014Document10 pagesMistry 2014tgrlNo ratings yet
- ATCAugust2003 Silva1Document10 pagesATCAugust2003 Silva1demisNo ratings yet
- How To Select A Lead Screw - A Motion Engineer's GuideDocument8 pagesHow To Select A Lead Screw - A Motion Engineer's GuidelaleesamNo ratings yet
- Major and Minor Losses Sarah Grace Miller Team 6: AbstractDocument7 pagesMajor and Minor Losses Sarah Grace Miller Team 6: AbstractMuhammad Amirul Haziq Bin ZawawiNo ratings yet
- 2002-01-0457 - Formula SAE Dual Plenum InductionDocument8 pages2002-01-0457 - Formula SAE Dual Plenum InductionCaio PaimNo ratings yet
- A Simulation System For Direct Chill Casting of AlDocument9 pagesA Simulation System For Direct Chill Casting of AlPierina Del ValleNo ratings yet
- Omc 2015 321Document15 pagesOmc 2015 321Ariel CorredoresNo ratings yet
- I P F S C H F: Ntake ORT LOW Tudy On Ylinder Ead Using LowbenchDocument7 pagesI P F S C H F: Ntake ORT LOW Tudy On Ylinder Ead Using LowbenchLeonelo BarlNo ratings yet
- Guidelines for Evaluating Process Plant Buildings for External Explosions, Fires, and Toxic ReleasesFrom EverandGuidelines for Evaluating Process Plant Buildings for External Explosions, Fires, and Toxic ReleasesNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Reliability, Maintainability, and Supportability: Best Practices for Systems EngineersFrom EverandReliability, Maintainability, and Supportability: Best Practices for Systems EngineersNo ratings yet
- Aeromodelismo Fuyi Motor Gasolina PDF (Jeremias Jons)Document4 pagesAeromodelismo Fuyi Motor Gasolina PDF (Jeremias Jons)Helder Anibal HerminiNo ratings yet
- TN65Y6804Document2 pagesTN65Y6804ssakthimNo ratings yet
- IC Engine Exhaust EmissionsDocument35 pagesIC Engine Exhaust EmissionsSrinivasanNo ratings yet
- IC EnginesDocument64 pagesIC EnginesTHANGARASU ANo ratings yet
- Anti-Pollution SystemsDocument10 pagesAnti-Pollution SystemsLuis ParadaNo ratings yet
- Mann Filter Catalog For Trucks and BusessDocument748 pagesMann Filter Catalog For Trucks and Busesspablo castroNo ratings yet
- Lab ManualDocument6 pagesLab ManualAnshikha NautiyalNo ratings yet
- The Indian Automotive Industry: Evolving DynamicsDocument36 pagesThe Indian Automotive Industry: Evolving DynamicsShakti DashNo ratings yet
- 4006D-E23Tag2: India Cpcbii Diesel Engine - ElectropakDocument5 pages4006D-E23Tag2: India Cpcbii Diesel Engine - ElectropakBala Kumar M PNo ratings yet
- JANUARY 2022: Examination of Marine Engineer OfficerDocument2 pagesJANUARY 2022: Examination of Marine Engineer OfficershashankrawatNo ratings yet
- Product Description: Mobilube HD 80W-90, 85W-140Document3 pagesProduct Description: Mobilube HD 80W-90, 85W-140windiNo ratings yet
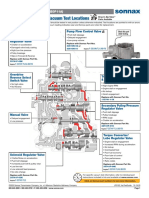
- Critical Wear Areas & Vacuum Test Locations: Valve BodyDocument2 pagesCritical Wear Areas & Vacuum Test Locations: Valve BodyВалентин ДNo ratings yet
- Genesis Poweronics India Pvt. LTDDocument6 pagesGenesis Poweronics India Pvt. LTDBIJAY KUMAR ROUTNo ratings yet
- PC350 350LC-8Document8 pagesPC350 350LC-8MARCO AGUIRRENo ratings yet
- VW Golf GTi 2005 UKDocument14 pagesVW Golf GTi 2005 UKlinseysabrinaNo ratings yet
- VEH G109 Land Rover 110 All Types Service InstructionDocument13 pagesVEH G109 Land Rover 110 All Types Service InstructionMaster XeotoNo ratings yet
- Equipment Maintenance Schedule Equipment Type Equipment Code Location ActivitiesDocument1 pageEquipment Maintenance Schedule Equipment Type Equipment Code Location ActivitiesjessicaduetesNo ratings yet
- Reciprocating Engine For AircraftDocument10 pagesReciprocating Engine For Aircraftعبدالمحسن علي ENo ratings yet
- Bobcat t590Document1 pageBobcat t590Goran MatovicNo ratings yet
- DU311 Ith Longhole Drill: Technical SpecificationDocument4 pagesDU311 Ith Longhole Drill: Technical SpecificationAntonio BocanegraNo ratings yet
- Marine Machinery & Engine: 1-1, Akunoura-Machi, Nagasaki, 850-8610, Japan Tel. +81-95-828-6970Document56 pagesMarine Machinery & Engine: 1-1, Akunoura-Machi, Nagasaki, 850-8610, Japan Tel. +81-95-828-6970Yanyan2009No ratings yet
- PRICE LIST W.E.F. 01-MAY - 2021 Field Coils For Starter MotorDocument2 pagesPRICE LIST W.E.F. 01-MAY - 2021 Field Coils For Starter MotorKeyur PanchalNo ratings yet
- 4TH Class Part B Review QuestionsDocument14 pages4TH Class Part B Review QuestionsCalvin Jude GoveiaNo ratings yet
- Economic Times TruAlt BioenergyDocument2 pagesEconomic Times TruAlt BioenergydesignerskreativNo ratings yet
- Bosch Catalogue For Commercial Vehicles, Tractors & Off-Highway ApplicationsDocument82 pagesBosch Catalogue For Commercial Vehicles, Tractors & Off-Highway ApplicationsShiva Bharadwaj100% (3)
- Apache RTR 200 4VDocument2 pagesApache RTR 200 4VRogelio ChambiNo ratings yet
- Module - 3 Internal Combustion Engines and Refrigeration and Air ConditioningDocument18 pagesModule - 3 Internal Combustion Engines and Refrigeration and Air Conditioninghimanshu malik100% (1)
- Powermax SPMC: S P M CDocument2 pagesPowermax SPMC: S P M Cyongjun xiaNo ratings yet
- Schwing Concrete Pumps and MixersDocument4 pagesSchwing Concrete Pumps and Mixersli geneNo ratings yet