Download as pdf or txt
You might also like
- Astm A 802 PDFDocument3 pagesAstm A 802 PDFPrakash100% (2)
- prEN 6115Document15 pagesprEN 6115malotNo ratings yet
- ASSIGNMENT 1 Cad PDFDocument8 pagesASSIGNMENT 1 Cad PDFSasank SaiNo ratings yet
- ISE386 Assignment 1 Solution - FinalDocument2 pagesISE386 Assignment 1 Solution - Final吳心No ratings yet
- Solution Mid Sem SP2023 PE216Document4 pagesSolution Mid Sem SP2023 PE216Ayush RajNo ratings yet
- Grinding ST 0Document26 pagesGrinding ST 0Ardhika HermigoNo ratings yet
- MP EC-2R FIRST SEM 2023-2024Document21 pagesMP EC-2R FIRST SEM 2023-2024SWAROOPAN1No ratings yet
- Mechanism of Chip FormationDocument12 pagesMechanism of Chip Formation21UME003 TUSHAR DEBNo ratings yet
- Metal PressworkDocument32 pagesMetal PressworkLihle Ayabonga NcambacaNo ratings yet
- Design and Analysis Using AutocadDocument9 pagesDesign and Analysis Using AutocadsudhakarNo ratings yet
- Mech3002y 3 2015 2Document7 pagesMech3002y 3 2015 2Keshav GopaulNo ratings yet
- IJSRDV3I50488Document3 pagesIJSRDV3I50488Amit ChoudharyNo ratings yet
- SMW Lect 3Document24 pagesSMW Lect 3e22mecu0009No ratings yet
- MA2004 - Manufacturing Processes: Tutorial 3 - Sheet Metalworking (Semester 1 AY2015-2016)Document4 pagesMA2004 - Manufacturing Processes: Tutorial 3 - Sheet Metalworking (Semester 1 AY2015-2016)Kok Keat TanNo ratings yet
- DFM Application To Sheet-Metal WorkingDocument21 pagesDFM Application To Sheet-Metal Workingsmartcad60No ratings yet
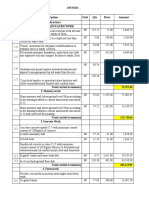
- Item Description Unit Qty Rate Amount A. Substructure: 1. Excavation and Eatrh WorkDocument9 pagesItem Description Unit Qty Rate Amount A. Substructure: 1. Excavation and Eatrh WorkSurafel WonduNo ratings yet
- Solution To Assignment-2-T2-2021Document8 pagesSolution To Assignment-2-T2-2021Adrian VuNo ratings yet
- IS 2553 - Part 1 Amd 1 - Fire Resistant GlassDocument7 pagesIS 2553 - Part 1 Amd 1 - Fire Resistant GlassNoel Federer SarkarNo ratings yet
- ISE386 Assignment 2 Solution - FinalDocument4 pagesISE386 Assignment 2 Solution - Final吳心100% (1)
- Aip Proceedings DyeDocument8 pagesAip Proceedings DyefacebookdeepuNo ratings yet
- CH2-MACHINING Mac 2021Document139 pagesCH2-MACHINING Mac 2021noraNo ratings yet
- Die Casting Mold Design of The Thin-Walled Aluminum Case by Computational Solidification SimulationDocument6 pagesDie Casting Mold Design of The Thin-Walled Aluminum Case by Computational Solidification SimulationmetmlzmuhNo ratings yet
- Me8793 Ppce Unit IVDocument54 pagesMe8793 Ppce Unit IVjeevan ram vNo ratings yet
- PatternDocument3 pagesPatternbereket tekleNo ratings yet
- Part A (Answer All Questions) Question 1 (20 Marks) : Material To Remove 30.0 70.0 40.0Document19 pagesPart A (Answer All Questions) Question 1 (20 Marks) : Material To Remove 30.0 70.0 40.0Shah MalikNo ratings yet
- Cutting Lab Rep3 HelicalDocument9 pagesCutting Lab Rep3 Helicalmow3434reNo ratings yet
- Mark Scored:: M M M M MDocument5 pagesMark Scored:: M M M M MRamesh ShresthaNo ratings yet
- Ch2 MachiningDocument134 pagesCh2 MachiningSaifAdamz'sNo ratings yet
- Tutorial SheetDocument21 pagesTutorial Sheetankita awasthiNo ratings yet
- Assignment-2 SolutionDocument27 pagesAssignment-2 SolutionTrọng KhảiNo ratings yet
- 2022-May ME-322 109Document2 pages2022-May ME-322 109Sidhant SadyalNo ratings yet
- Structural Design Fce 431-1Document34 pagesStructural Design Fce 431-1KEAGO LESLEY NYATICHINo ratings yet
- Chip Formation 2Document8 pagesChip Formation 2Ebrahim Abdullah HanashNo ratings yet
- Overview of Forming Process For Sheet Metal Bracket Tool Analysis Effect of Tool Wear Ijariie11667Document12 pagesOverview of Forming Process For Sheet Metal Bracket Tool Analysis Effect of Tool Wear Ijariie11667Azeb TeklemariamNo ratings yet
- Mechanics of The Cutting ProcessDocument19 pagesMechanics of The Cutting ProcessdawitNo ratings yet
- Presentation of Die DesignDocument33 pagesPresentation of Die DesignIsrar EqubalNo ratings yet
- RC 133Document34 pagesRC 133sora maytaNo ratings yet
- Masonry Works Presentation (Autosaved)Document15 pagesMasonry Works Presentation (Autosaved)Yhancie Mae TorresNo ratings yet
- Forming - Blanking, Fine Blanking and Stamping: Manufacturing Technology II Exercise 6Document10 pagesForming - Blanking, Fine Blanking and Stamping: Manufacturing Technology II Exercise 6HalilKrizevacNo ratings yet
- Plumbing Module 8 - EstimateDocument13 pagesPlumbing Module 8 - EstimateJoenard CastroNo ratings yet
- MP Mid TermDocument7 pagesMP Mid TermVikas KumarNo ratings yet
- Open Book, Open Notes, Computers With Internet Off Time: 80 MinutesDocument15 pagesOpen Book, Open Notes, Computers With Internet Off Time: 80 MinutesNatanaelNo ratings yet
- 21ARE113 CastingDocument72 pages21ARE113 CastingAnandNo ratings yet
- HailuDocument5 pagesHailuAmanuelNo ratings yet
- Compression Members Problems - PDFDocument15 pagesCompression Members Problems - PDFNIKHIL BANDWALNo ratings yet
- Principles of Drawing : Material For This Chapter Has Been Taken From BIS SP-46: 1988Document33 pagesPrinciples of Drawing : Material For This Chapter Has Been Taken From BIS SP-46: 1988Sai MNo ratings yet
- Unit 2Document25 pagesUnit 2ansarmulla711No ratings yet
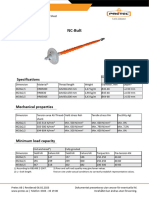
- Produktdatablad NC-BultDocument1 pageProduktdatablad NC-BultKristofferNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Ch21 Fundamentals of CuttingDocument56 pagesCh21 Fundamentals of CuttingImGlobalCitizenNo ratings yet
- Calculatingchipthicknessratio 230512110909 Ad0ca7d6Document10 pagesCalculatingchipthicknessratio 230512110909 Ad0ca7d6Haryad HewaNo ratings yet
- Chip FormationDocument17 pagesChip FormationsanthoshjoysNo ratings yet
- Final Exam Key AnswerDocument6 pagesFinal Exam Key Answergirma worku100% (1)
- Perencanaan Dan Pembuatan Mesin Potong Kayu: H. Midi, Rudi SiswantoDocument14 pagesPerencanaan Dan Pembuatan Mesin Potong Kayu: H. Midi, Rudi Siswantonimas ayuNo ratings yet
- Pattern Allowances and Its TypesDocument3 pagesPattern Allowances and Its Typessam456357No ratings yet
- Material Removal Process (Metal Machining Process) : Theory of Metal CuttingDocument129 pagesMaterial Removal Process (Metal Machining Process) : Theory of Metal CuttingIjanSahrudinNo ratings yet
- Compound Die PDFDocument4 pagesCompound Die PDFNhan Le100% (1)
- Answers MechanicalDocument3 pagesAnswers MechanicalLê Nguyễn Hoàng ThăngNo ratings yet
- CAD Modelling and Structural Anaysis of A DieDocument21 pagesCAD Modelling and Structural Anaysis of A DieWaseem ShameerNo ratings yet
- ChereDocument5 pagesChereAmanuelNo ratings yet
- Final Examination SEMESTER II, SESSION 2015/2016Document11 pagesFinal Examination SEMESTER II, SESSION 2015/2016Shah MalikNo ratings yet
- Aluminum Structures: A Guide to Their Specifications and DesignFrom EverandAluminum Structures: A Guide to Their Specifications and DesignRating: 5 out of 5 stars5/5 (2)
- Metal Buttons Making ProcessDocument2 pagesMetal Buttons Making ProcessZain Ali Kidwai100% (1)
- Mini Project JIgs&Fixtures Box JigDocument19 pagesMini Project JIgs&Fixtures Box JigNur Syamiza ZamriNo ratings yet
- tECHNICAL REPORT LTDocument5 pagestECHNICAL REPORT LTAqil HadifNo ratings yet
- Welding ElectrodeDocument6 pagesWelding ElectrodeKapil PudasainiNo ratings yet
- Passing A 3G ImportantDocument10 pagesPassing A 3G ImportantKentDemeterioNo ratings yet
- Metalwork ToolsDocument7 pagesMetalwork Toolsmahsa tNo ratings yet
- SEPTEMBER 2020 Surplus Record Machinery & Equipment DirectoryDocument715 pagesSEPTEMBER 2020 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- ManufProc 5 SheetMetalFormingDocument65 pagesManufProc 5 SheetMetalFormingHannan yusuf KhanNo ratings yet
- Mag General Business: Mill Test CertificateDocument1 pageMag General Business: Mill Test CertificateRaul SebastiamNo ratings yet
- Mechanical Seal UpdateDocument204 pagesMechanical Seal UpdateHendrianto50% (4)
- Exp. Joint Rev2Document1 pageExp. Joint Rev2Denny ArdiansyahNo ratings yet
- Filler Metals For The Nuclear Industry (EN)Document8 pagesFiller Metals For The Nuclear Industry (EN)Khaled FatnassiNo ratings yet
- WELDINGDocument7 pagesWELDINGJohn D SubosaNo ratings yet
- AAT27 MarchDocument2 pagesAAT27 MarchMir Hassan AliNo ratings yet
- PPL Bolt Installation TemplateDocument1 pagePPL Bolt Installation TemplateamirfazelNo ratings yet
- Cutting ToolsDocument39 pagesCutting ToolsTalakag TnhsNo ratings yet
- Bench FittingDocument3 pagesBench FittingTok AjiNo ratings yet
- Knee Type Milling MachinesDocument6 pagesKnee Type Milling MachinesArchit Jhunjhunwala100% (1)
- SEA1602 ASTM A513 Tubing SpecsDocument1 pageSEA1602 ASTM A513 Tubing SpecsShajit KumarNo ratings yet
- StarDocument10 pagesStarkumar gaurav luthraNo ratings yet
- General Machinist HandbookDocument320 pagesGeneral Machinist HandbookHakuna Matata100% (7)
- Deepak Fasteners Limited PresentationDocument61 pagesDeepak Fasteners Limited Presentationprakash 3100% (1)
- C45 Medium Carbon Steel - Hillfoot Multi MetalsDocument1 pageC45 Medium Carbon Steel - Hillfoot Multi MetalsEnter ExitNo ratings yet
- RIDGID WL1200 Wood Lathe ManualDocument52 pagesRIDGID WL1200 Wood Lathe ManualspaytNo ratings yet
- SK D 15-G (MF 3-GF-60-T) PDFDocument1 pageSK D 15-G (MF 3-GF-60-T) PDFborovniskiNo ratings yet
- 6 LargethruholeDocument2 pages6 LargethruholeAnkurNo ratings yet
- 2018 Capital Spending Machine Tools ReportDocument8 pages2018 Capital Spending Machine Tools ReportPonce MrlnNo ratings yet