Download as pdf or txt
You might also like
- Asme V Article 4Document91 pagesAsme V Article 4Cherise D Curtis100% (4)
- 2a-13-01 Nondestructive Inspection Methods and RequirementsDocument23 pages2a-13-01 Nondestructive Inspection Methods and RequirementsRonaldGuevara0% (1)
- Material Over Short and Damage ReportDocument1 pageMaterial Over Short and Damage ReportamirrulasyrafNo ratings yet
- ASME B31 3 Code Case 181Document8 pagesASME B31 3 Code Case 181AkbarNo ratings yet
- NDT Ut QDocument113 pagesNDT Ut QamirrulasyrafNo ratings yet
- UT Acceptance Criteria 10062019Document1 pageUT Acceptance Criteria 10062019Balkishan DyavanapellyNo ratings yet
- 7.5.5.2asme Sec Viii Div 2 2017Document3 pages7.5.5.2asme Sec Viii Div 2 2017James100% (2)
- Interpretasi Thorax FotoDocument38 pagesInterpretasi Thorax FotoSinta SintaaNo ratings yet
- SYLLABUS For Field Study 1 - The Learner's Development and Environment by Prof. Eric Datu AgustinDocument5 pagesSYLLABUS For Field Study 1 - The Learner's Development and Environment by Prof. Eric Datu AgustinRoxane Rivera83% (12)
- Asme B31.3-2016 CC 181Document3 pagesAsme B31.3-2016 CC 181MubeenNo ratings yet
- Codecase 181 2Document4 pagesCodecase 181 2enemesioNo ratings yet
- Code Case 181Document4 pagesCode Case 181Lanh HuyetNo ratings yet
- ASME Case B31 - Case 181Document8 pagesASME Case B31 - Case 181antonioNo ratings yet
- B31 Case 181Document8 pagesB31 Case 181새한검사부경출장소No ratings yet
- ASME Code Case 2235Document3 pagesASME Code Case 2235Kristijan JakimovskiNo ratings yet
- ASME - Code Case For W-36Document23 pagesASME - Code Case For W-36Simbu ArasanNo ratings yet
- Case 2235-13 Use of Ultrasonic Examination in Lieu of Radiography Section Section XIIDocument12 pagesCase 2235-13 Use of Ultrasonic Examination in Lieu of Radiography Section Section XII나무No ratings yet
- Excerpts Taken From Asme Boiler and Pressure Vessel CodeDocument3 pagesExcerpts Taken From Asme Boiler and Pressure Vessel Codeஅன்புடன் அஸ்வின்No ratings yet
- ASME Section V - NDE Requirements: API-653 Exam Prep Course BAY Technical Associates, Inc. (610) 594-9036Document25 pagesASME Section V - NDE Requirements: API-653 Exam Prep Course BAY Technical Associates, Inc. (610) 594-9036Anbarasan PerumalNo ratings yet
- CCSV 2309Document2 pagesCCSV 2309Alejandro Cruz De La CruzNo ratings yet
- Cases of Asme Boiler and Pressure Vessel CodeDocument10 pagesCases of Asme Boiler and Pressure Vessel CodeCyntia AltamiranoNo ratings yet
- PAUTDocument2 pagesPAUTAnonymous tBFZZ5UDNo ratings yet
- Asme CC 2541Document1 pageAsme CC 2541ndt_inspectorNo ratings yet
- Eddy Current 2018-27577Document5 pagesEddy Current 2018-27577SAPTONo ratings yet
- Acceptance Criteria Casting and Fabrication PTDocument5 pagesAcceptance Criteria Casting and Fabrication PTqcNo ratings yet
- Asme Section 8 Div 1 - RTDocument12 pagesAsme Section 8 Div 1 - RTGulfnde Industrial ServiceNo ratings yet
- Asme Sec Viii Div 1 Uw-51Document1 pageAsme Sec Viii Div 1 Uw-51ALEXIS MORALESNo ratings yet
- Pages From ASME B31.3 - 2016Document5 pagesPages From ASME B31.3 - 2016Gulzar AliNo ratings yet
- ASME Code Case 2600 PDFDocument2 pagesASME Code Case 2600 PDFrotero_pujolNo ratings yet
- - SRM - 01-May-2024 - TASK 53-41-11-205-136 - FR64 Thru FR70 - Inspection for Skin Dented Area - Blend-out ADL (Rework)Document8 pages- SRM - 01-May-2024 - TASK 53-41-11-205-136 - FR64 Thru FR70 - Inspection for Skin Dented Area - Blend-out ADL (Rework)ABDELBAST SADODHNo ratings yet
- Code Case - 2235-10Document10 pagesCode Case - 2235-10Nilesh Pathare0% (1)
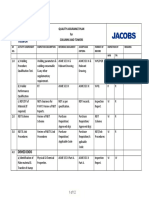
- 2.8.2. Indicative QAP - ColumnsDocument12 pages2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- B31.3 Code Case 178 PDFDocument16 pagesB31.3 Code Case 178 PDFmfathi1356No ratings yet
- B31Code Cases IterpretationDocument12 pagesB31Code Cases IterpretationayoungaNo ratings yet
- ASME I_NONMANDATORY APPENDIX EDocument18 pagesASME I_NONMANDATORY APPENDIX ELeduc HanhNo ratings yet
- ASME V QuestionsDocument5 pagesASME V QuestionsMohammed YoussefNo ratings yet
- AWS Procedure - Rev 2Document40 pagesAWS Procedure - Rev 2Mario Perez100% (1)
- ASME Code Case PautDocument10 pagesASME Code Case PautAnonymous kIrNuhNo ratings yet
- Api Ut 1Document6 pagesApi Ut 1Ricardo Andres Santamaria Torres100% (1)
- h99n 307 1Document2 pagesh99n 307 1serleb44No ratings yet
- B31.3 Case 178Document11 pagesB31.3 Case 178fileseekerNo ratings yet
- ZX470 5 - BH - Ko 599 (B) 01Document69 pagesZX470 5 - BH - Ko 599 (B) 01Erfan.TNo ratings yet
- Case 2557 Use of Manual Phased Array S-Scan Ultrasonic Examination Per Article 4 Section VDocument1 pageCase 2557 Use of Manual Phased Array S-Scan Ultrasonic Examination Per Article 4 Section VYESID MAURICIO SILVA GALINDONo ratings yet
- 340 INSPECTION (PG 112 - 121) : Para. 302.3.3Document3 pages340 INSPECTION (PG 112 - 121) : Para. 302.3.3r_ramiresNo ratings yet
- 6umdent: Insofsraa FMN Each WeldingDocument1 page6umdent: Insofsraa FMN Each WeldingTAHIR MAHMOODNo ratings yet
- Asme Code Cases 2816Document10 pagesAsme Code Cases 2816Leduc HanhNo ratings yet
- Asme B 31.1Document4 pagesAsme B 31.1Md Ashikur Rahman100% (1)
- Acceptance CriteriaDocument11 pagesAcceptance Criteriarajali798890% (10)
- UT Specific ExamDocument3 pagesUT Specific ExamAmr El RefayNo ratings yet
- PAUT Finding For Discussion With Level IIIDocument2 pagesPAUT Finding For Discussion With Level IIIhusseinNo ratings yet
- 021 Itp For Site Preparation and Earth Works PDFDocument2 pages021 Itp For Site Preparation and Earth Works PDFKhyle Laurenz DuroNo ratings yet
- Qa-R-01 List of Measuring Equipment and Calib. DueDocument2 pagesQa-R-01 List of Measuring Equipment and Calib. DuevinothNo ratings yet
- Boolean Circuit Rewiring: Bridging Logical and Physical DesignsFrom EverandBoolean Circuit Rewiring: Bridging Logical and Physical DesignsNo ratings yet
- Chipless Radio Frequency Identification Reader Signal ProcessingFrom EverandChipless Radio Frequency Identification Reader Signal ProcessingNo ratings yet
- Reverberation Chambers: Theory and Applications to EMC and Antenna MeasurementsFrom EverandReverberation Chambers: Theory and Applications to EMC and Antenna MeasurementsNo ratings yet
- Characteristic Modes: Theory and Applications in Antenna EngineeringFrom EverandCharacteristic Modes: Theory and Applications in Antenna EngineeringNo ratings yet
- Advanced Multicarrier Technologies for Future Radio Communication: 5G and BeyondFrom EverandAdvanced Multicarrier Technologies for Future Radio Communication: 5G and BeyondNo ratings yet
- Question and Answer For RTDocument70 pagesQuestion and Answer For RTamirrulasyrafNo ratings yet
- Question and Answer For RTDocument81 pagesQuestion and Answer For RTamirrulasyrafNo ratings yet
- DCQ Assessment Questionnaire Subjective Question Position: NDT InspectorDocument5 pagesDCQ Assessment Questionnaire Subjective Question Position: NDT InspectoramirrulasyrafNo ratings yet
- Eddy Current Testing Level I (20 Questions)Document13 pagesEddy Current Testing Level I (20 Questions)amirrulasyrafNo ratings yet
- DCQ Assessment Questionnaire Subjective Question Position: NDT InspectorDocument7 pagesDCQ Assessment Questionnaire Subjective Question Position: NDT InspectoramirrulasyrafNo ratings yet
- HRA 003 - Travel Authorisation Request Form OctDocument1 pageHRA 003 - Travel Authorisation Request Form OctamirrulasyrafNo ratings yet
- Pan Malaysia Transportation & Installation of Offshore FacilitiesDocument2 pagesPan Malaysia Transportation & Installation of Offshore FacilitiesamirrulasyrafNo ratings yet
- BSP Project Quality Awareness Trainings (New)Document22 pagesBSP Project Quality Awareness Trainings (New)amirrulasyrafNo ratings yet
- Employment Application FormDocument3 pagesEmployment Application FormamirrulasyrafNo ratings yet
- Curriculum Vitae: ULL AMEDocument13 pagesCurriculum Vitae: ULL AMEamirrulasyrafNo ratings yet
- Sop MDRDocument7 pagesSop MDRamirrulasyrafNo ratings yet
- MY1008 GS Pre-Fab AGENDA Drums and Flashtank Rev01Document2 pagesMY1008 GS Pre-Fab AGENDA Drums and Flashtank Rev01amirrulasyrafNo ratings yet
- HR - Medical Leave Form, DentalDocument1 pageHR - Medical Leave Form, DentalamirrulasyrafNo ratings yet
- Additional Risk On QAQCDocument4 pagesAdditional Risk On QAQCamirrulasyrafNo ratings yet
- Jadual Tazkirah Iftar: & Imam Terawih Ramadan 1435HDocument1 pageJadual Tazkirah Iftar: & Imam Terawih Ramadan 1435HamirrulasyrafNo ratings yet
- Code and Standards List - 2014Document42 pagesCode and Standards List - 2014amirrulasyraf100% (2)
- Code and Standards List - 2014Document42 pagesCode and Standards List - 2014amirrulasyraf100% (2)
- Design Engineer CV TemplateDocument2 pagesDesign Engineer CV TemplateyogolainNo ratings yet
- (GUIDE) (30!10!2013) New To Adb and Fastboot Guide - Xda-DevelopersDocument6 pages(GUIDE) (30!10!2013) New To Adb and Fastboot Guide - Xda-DevelopersJuan DiazNo ratings yet
- Ch. 9 - Basic Router TroubleshootingDocument15 pagesCh. 9 - Basic Router TroubleshootingArad RezaNo ratings yet
- Pharmaceutical Market Europe - June 2020Document50 pagesPharmaceutical Market Europe - June 2020Areg GhazaryanNo ratings yet
- Protocol Germ CellDocument82 pagesProtocol Germ CellTanh NguyenNo ratings yet
- AUE3701 PACK ASS 2 2022 8m92akDocument38 pagesAUE3701 PACK ASS 2 2022 8m92akMonica DeetlefsNo ratings yet
- Fascinating Facts Earth Science WorkbookDocument40 pagesFascinating Facts Earth Science Workbookbuzuleacnadya100% (3)
- What Are Dependency Properties?Document27 pagesWhat Are Dependency Properties?eniranjanreddyNo ratings yet
- GL Period CloseDocument12 pagesGL Period CloseMd MuzaffarNo ratings yet
- Agriculture AhmedabadDocument33 pagesAgriculture AhmedabadKrupam Thetenders.com100% (1)
- Obo Commissioning 9Document75 pagesObo Commissioning 998257002No ratings yet
- Resume of Bandita Adhikary 2Document4 pagesResume of Bandita Adhikary 2Kumar VarunNo ratings yet
- Holy Child College of DavaoDocument33 pagesHoly Child College of DavaoMara LabanderoNo ratings yet
- El Comercio Informal en La Region de HuanucoDocument5 pagesEl Comercio Informal en La Region de HuanucoJayro CMNo ratings yet
- SvlogDocument7 pagesSvlogmekhanaikopiNo ratings yet
- Present Simple: Affirmative, Negative, QuestionsDocument7 pagesPresent Simple: Affirmative, Negative, QuestionsBrahim BelaidNo ratings yet
- Mathematics 3Document2 pagesMathematics 3Tony StarkNo ratings yet
- The National Service Training Program Its Legal Basis, Objectives and SignificanceDocument13 pagesThe National Service Training Program Its Legal Basis, Objectives and SignificanceAngela Danielle TanNo ratings yet
- Kondensasi Aldol Silang PDFDocument7 pagesKondensasi Aldol Silang PDFRiska Elya VenilitaNo ratings yet
- IT GovernanceDocument16 pagesIT Governanceterdesak100% (2)
- List of Required Documents For The UNFCCC Observer StatusDocument1 pageList of Required Documents For The UNFCCC Observer StatussweetchildPNo ratings yet
- Marketing Plan Presentation RubricsDocument2 pagesMarketing Plan Presentation RubricsisabeloroseangelNo ratings yet
- Sulphate Attack in Concrete and Its PreventionDocument21 pagesSulphate Attack in Concrete and Its PreventionvempadareddyNo ratings yet
- 3D COLOR CS 3600 Intraoral Scanner CarestreamDocument3 pages3D COLOR CS 3600 Intraoral Scanner CarestreamasfasfNo ratings yet
- The Coat of ArmsDocument3 pagesThe Coat of Armsnaseeb100% (1)
- Call CardsDocument1 pageCall CardsFarmers CooperativeNo ratings yet