Download as pdf or txt
You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesFrom EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesRating: 4 out of 5 stars4/5 (1)
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Document3 pagesDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kNo ratings yet
- Welding Guidelines For 2RK65Document6 pagesWelding Guidelines For 2RK65qaNo ratings yet
- Welding Wire 25.10.4.LDocument2 pagesWelding Wire 25.10.4.LisupmanNo ratings yet
- S 23820 ENG Sanicro 60Document2 pagesS 23820 ENG Sanicro 60Koshy JohnNo ratings yet
- Welding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeDocument3 pagesWelding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeJOLLY JAYA SENTOSANo ratings yet
- Datasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1Document3 pagesDatasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1szystNo ratings yet
- Datasheet Sandvik 199l enDocument3 pagesDatasheet Sandvik 199l enpedro rojasNo ratings yet
- Datasheet Sandvik SX enDocument2 pagesDatasheet Sandvik SX enMau Atenas PerezNo ratings yet
- Fisa Tehnica ROBODURDocument1 pageFisa Tehnica ROBODURdneprmt1No ratings yet
- Sandvik WeldingDocument3 pagesSandvik WeldingRam KadamNo ratings yet
- Kennametal Stellite - Cored Weld Wire DatasheetDocument2 pagesKennametal Stellite - Cored Weld Wire DatasheetharikrishnanNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- S-23804-Eng - 22 12 HTDocument2 pagesS-23804-Eng - 22 12 HTbiliboi5No ratings yet
- KObelco Rods 202-209Document4 pagesKObelco Rods 202-209dedikartiwa_dkNo ratings yet
- IMOA Shop Sheet 104Document2 pagesIMOA Shop Sheet 104tomasinkaNo ratings yet
- Welding Weldox or RQT or (Generic) S690 Steels: Home MIG TIG Arc Paint ForumDocument2 pagesWelding Weldox or RQT or (Generic) S690 Steels: Home MIG TIG Arc Paint ForumFilipe CordeiroNo ratings yet
- Category GMAW-GTAW Solid Wires Type Applications Properties: Base Metal DIN EN AstmDocument1 pageCategory GMAW-GTAW Solid Wires Type Applications Properties: Base Metal DIN EN AstmAqil GhaffarNo ratings yet
- ASTM Welding Procedures A36 To A930 PDFDocument17 pagesASTM Welding Procedures A36 To A930 PDFMARIO HUAMANNo ratings yet
- MAG Wire: Welding Consumables SelectionDocument5 pagesMAG Wire: Welding Consumables SelectionhudysyafrullahNo ratings yet
- Corwire Katalog YiceDocument54 pagesCorwire Katalog YiceAlexandar Marinkovic100% (1)
- Ni Inco 4421 Weldingofflakeandspheroidalgraphiteni ResistcastingsDocument6 pagesNi Inco 4421 Weldingofflakeandspheroidalgraphiteni ResistcastingsLeandro Dilkin ConsulNo ratings yet
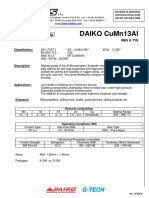
- 6030P Daiko CuMn13AlDocument1 page6030P Daiko CuMn13AlAris WicaksonoNo ratings yet
- Final Welding of Ti Alloys and MG AlloysDocument32 pagesFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiNo ratings yet
- Catalog ElectrDocument140 pagesCatalog ElectrMocanu Stefan ArtemonNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- Midalloy ER70S-2Document1 pageMidalloy ER70S-2nasirfahimNo ratings yet
- Duplex UNS 32205Document1 pageDuplex UNS 32205Ercan YilmazNo ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerNo ratings yet
- Welding in Power SectorDocument50 pagesWelding in Power SectoraadmaadmNo ratings yet
- WA Applications For HydropowerDocument6 pagesWA Applications For Hydropowersuharto ekoNo ratings yet
- Datasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1Document3 pagesDatasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1bhuvandesignNo ratings yet
- Hardface StaincarbwDocument1 pageHardface StaincarbwMarcos VieroNo ratings yet
- GFW 625Document1 pageGFW 625amit singhNo ratings yet
- Diamondspark 52 MC: Seamless Metal-Cored WireDocument2 pagesDiamondspark 52 MC: Seamless Metal-Cored WireDavid RodriguesNo ratings yet
- Types WeldingDocument66 pagesTypes WeldingRathnakraja50% (2)
- Svařovací Dráty A Tyčky Oddíl SDocument31 pagesSvařovací Dráty A Tyčky Oddíl SWael MansourNo ratings yet
- Welding Consumable Selection (MAG Welding)Document5 pagesWelding Consumable Selection (MAG Welding)tiepnh.ameccNo ratings yet
- Metal Inert Gas Welding (GMAW)Document13 pagesMetal Inert Gas Welding (GMAW)S GoudaNo ratings yet
- Sanweld Electrodes Catalog Vol 4Document24 pagesSanweld Electrodes Catalog Vol 4prashant mishra100% (4)
- Solid Wire On Cast Irons (MAG Welding) : Welding Consumables Sales Department Weldtech@hishiko - Co.jpDocument1 pageSolid Wire On Cast Irons (MAG Welding) : Welding Consumables Sales Department Weldtech@hishiko - Co.jpKamranEhsanNo ratings yet
- Vautid100 EnglDocument1 pageVautid100 EnglRamona CrangasNo ratings yet
- Hastelloy B2 Welding Rod, Hastelloy Alloy B2 UNS N10665 Welding Rod Manufacturer in IndiaDocument3 pagesHastelloy B2 Welding Rod, Hastelloy Alloy B2 UNS N10665 Welding Rod Manufacturer in IndiaOZAIRTRADELINKNo ratings yet
- Flux Cored Wire (FCW) : Typical Chemical Composition of All-Weld Metal (WT%) Product FeaturesDocument1 pageFlux Cored Wire (FCW) : Typical Chemical Composition of All-Weld Metal (WT%) Product FeaturesbudakgemukNo ratings yet
- Nickel-Iron For Cast Iron: Data SheetDocument3 pagesNickel-Iron For Cast Iron: Data SheetSandro ChiliquingaNo ratings yet
- Al Si 7 MG 03Document2 pagesAl Si 7 MG 03CSayanavaramNo ratings yet
- Welding OnSite Support Catalogue 2012v1Document22 pagesWelding OnSite Support Catalogue 2012v1hamoody_007No ratings yet
- Weld 2507Document8 pagesWeld 2507kyaw369No ratings yet
- Sandvik 22.15.3.L: (Welding Wire)Document2 pagesSandvik 22.15.3.L: (Welding Wire)marcos2509mpNo ratings yet
- TH 150Document12 pagesTH 150Minh Hong PhamNo ratings yet
- High Quality Products For Welding and CladdingDocument25 pagesHigh Quality Products For Welding and Claddingsanketpavi21100% (1)
- Low Alloy13Document5 pagesLow Alloy13Branko FerenčakNo ratings yet
- Synergy CatalogueDocument8 pagesSynergy CatalogueTino JuNo ratings yet
- Bollard Catalogue PDFDocument16 pagesBollard Catalogue PDFHaris PrasetiyoNo ratings yet
- IMOA Shop Sheet 1087 PDFDocument2 pagesIMOA Shop Sheet 1087 PDFSelvakpm06No ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- En515 2017Document11 pagesEn515 2017katemizNo ratings yet
- ChemicalDocument2 pagesChemicaldalton2004No ratings yet
- Preparation of SoapDocument9 pagesPreparation of SoapAkarshan KumarNo ratings yet
- Golden Apple Snail Background 1Document1 pageGolden Apple Snail Background 1yna calneaNo ratings yet
- G1-06 PSLP Mini Project ProposalDocument30 pagesG1-06 PSLP Mini Project ProposalhekiNo ratings yet
- 1969 Report by Geologist Charles JacobyDocument7 pages1969 Report by Geologist Charles JacobyWashington BureauNo ratings yet
- Molecular Sieve Type 3ADocument2 pagesMolecular Sieve Type 3Akanu PatelNo ratings yet
- Functional Polymers. Modern Synthetic Methods and Novel StructuresDocument348 pagesFunctional Polymers. Modern Synthetic Methods and Novel StructuresSuyog patil100% (1)
- StorageDocument2 pagesStorageShagorShagorNo ratings yet
- Kcse Form 1 Chemistry NotesDocument117 pagesKcse Form 1 Chemistry NotesCaroline MugureNo ratings yet
- Chemistry Project To Study Effect of Metal Coupling On CorrosionDocument3 pagesChemistry Project To Study Effect of Metal Coupling On CorrosionSreeja SatheeshNo ratings yet
- A479A479M-15 Standard Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocument8 pagesA479A479M-15 Standard Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure Vesselstjt4779No ratings yet
- 1-2 Hydrocarbons Ignition and FlammabilityDocument40 pages1-2 Hydrocarbons Ignition and Flammabilityronachaif3191No ratings yet
- High Performance Lubricants: Molykote HP-870 GreaseDocument2 pagesHigh Performance Lubricants: Molykote HP-870 GreaseBruno FranNo ratings yet
- Terp e NoidsDocument46 pagesTerp e NoidsSunitha Katta100% (1)
- Hydrostop 2py PDocument2 pagesHydrostop 2py PPrashantBaruaNo ratings yet
- 04 Chem Review 3Document36 pages04 Chem Review 3Khizra Abdul shakoorNo ratings yet
- DA - Anhydrous Milk Fat (AMF) and Butter Oil enDocument44 pagesDA - Anhydrous Milk Fat (AMF) and Butter Oil enRogerio ZontaNo ratings yet
- Alloy (UNS) Rwma Astm SAE AMS Federal (QQ) MIL JIS BS EN DIN Asme Alloy (UNS)Document3 pagesAlloy (UNS) Rwma Astm SAE AMS Federal (QQ) MIL JIS BS EN DIN Asme Alloy (UNS)Delfino NavejuNo ratings yet
- Dental CeramicsDocument434 pagesDental Ceramicskirtiabhi100% (2)
- Untitled DocumentDocument3 pagesUntitled Documentteam siikeNo ratings yet
- Additive Manufacturing and Sand Casting Foundries Practices in NigeriaDocument9 pagesAdditive Manufacturing and Sand Casting Foundries Practices in NigeriaNurudeen Adekunle RajiNo ratings yet
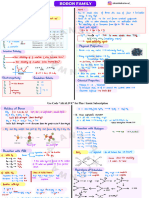
- Boron Family Super Notes by AKansha. KarnwalDocument4 pagesBoron Family Super Notes by AKansha. Karnwalbittu060606No ratings yet
- Notes - RP 04 Food Tests - AQA Biology GCSEDocument3 pagesNotes - RP 04 Food Tests - AQA Biology GCSEtobilobagee69No ratings yet
- Enzyme NomenclatureDocument3 pagesEnzyme NomenclaturerajeshbhramaNo ratings yet
- 4-5 Portable ExtinguishersDocument28 pages4-5 Portable ExtinguishersAchraf BoudayaNo ratings yet
- IS 10569 - 2005 - Reff2021Document7 pagesIS 10569 - 2005 - Reff2021k27571No ratings yet
- Ex 2 1Document8 pagesEx 2 1VIKRANTH KUMAR JAKKOJUNo ratings yet
- Plastic PipesDocument44 pagesPlastic PipeskejspmNo ratings yet
- 3 NomenclatureDocument45 pages3 Nomenclaturerusnah chungNo ratings yet