Download as pdf or txt
You might also like
- Valid For Chassis Numbers A591628-610058, B381169-411900, D126230-127623, E707830-716714, 849582Document202 pagesValid For Chassis Numbers A591628-610058, B381169-411900, D126230-127623, E707830-716714, 849582ANDREY100% (3)
- The GM Documents, Part 1Document184 pagesThe GM Documents, Part 1ballaban8685No ratings yet
- Project Plan Simple Electrical CircuitDocument3 pagesProject Plan Simple Electrical CircuitDesyrie Joy Soriano Diray100% (1)
- Cranshaft, Crosshead and BearingDocument47 pagesCranshaft, Crosshead and BearingMeghanath Adkonkar50% (2)
- Crankshaft Construction DesignDocument10 pagesCrankshaft Construction DesignChockalingam AthilingamNo ratings yet
- Type of CrankshaftsDocument3 pagesType of Crankshaftsmister_no34No ratings yet
- Airbus vs. Boeing NotesDocument4 pagesAirbus vs. Boeing NotesEsteban AguirreNo ratings yet
- Let's Calculate NA 2.0Document66 pagesLet's Calculate NA 2.0Eyenee AbdullahNo ratings yet
- Voltage Drop Calculation PDFDocument57 pagesVoltage Drop Calculation PDFKaushik100% (6)
- Mathematical Model of The CH-53 HelicopterDocument58 pagesMathematical Model of The CH-53 Helicoptersmith1011No ratings yet
- Electrostatic Discharge (ESD) Control: Jet Propulsion Laboratory California Institute of TechnologyDocument115 pagesElectrostatic Discharge (ESD) Control: Jet Propulsion Laboratory California Institute of Technologyrhap_0925060No ratings yet
- FMS-L7R Chassis Assembly GuideDocument5 pagesFMS-L7R Chassis Assembly GuideWalter R. FriggiNo ratings yet
- Manual Vindusviskere Ocean Operator's Manual Straight Line Wiper OceanDocument10 pagesManual Vindusviskere Ocean Operator's Manual Straight Line Wiper OceantylerdurdaneNo ratings yet
- Comber: Construction Design of A Nipper in Comber MachineDocument7 pagesComber: Construction Design of A Nipper in Comber Machinemahmuda chowdhuryNo ratings yet
- Minor ProjectDocument7 pagesMinor ProjectNeeraj Tiwari100% (1)
- The Ball Piston EngineDocument38 pagesThe Ball Piston EngineAbhishek Rai0% (1)
- Design of Connecting RodDocument26 pagesDesign of Connecting RodAbijit GudaNo ratings yet
- BCWP 1Document18 pagesBCWP 1d_tantubaiNo ratings yet
- Crankshaft TerminologyDocument16 pagesCrankshaft TerminologySathistrnpcNo ratings yet
- Rotary Positive Displacement PumpsDocument16 pagesRotary Positive Displacement Pumpsalexmuchmure2158No ratings yet
- Connecting RodDocument8 pagesConnecting RodSubham Badhyal50% (2)
- Two Screw Pumps: Reprint From Petromin October Issue 1994Document4 pagesTwo Screw Pumps: Reprint From Petromin October Issue 1994Luis ReyesNo ratings yet
- PumpsDocument22 pagesPumpsIhsan AhmedNo ratings yet
- Introduction To Automobile EngineeringDocument8 pagesIntroduction To Automobile EngineeringSaurabh AwacharNo ratings yet
- Piston - WikipediaDocument30 pagesPiston - WikipediaLAliNo ratings yet
- Connecting RodDocument6 pagesConnecting RodMukul YadavNo ratings yet
- Articulo Bom 3 TornilloDocument4 pagesArticulo Bom 3 TornilloJosé Olivier RománNo ratings yet
- Axial Piston Pump TheoryDocument8 pagesAxial Piston Pump TheoryJeyaseela100% (1)
- Module-5: Introduction To Hydrostatic Units (Pumps and Motors) Lecture - 18: Basic Features of SomeDocument10 pagesModule-5: Introduction To Hydrostatic Units (Pumps and Motors) Lecture - 18: Basic Features of Somenojiv54944No ratings yet
- Frame Saw Manual 1902Document111 pagesFrame Saw Manual 1902wolf143No ratings yet
- Downhole Motors PDFDocument15 pagesDownhole Motors PDFarasquare100% (1)
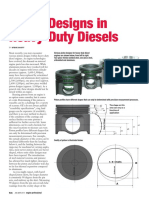
- Piston Designs in Heavy-Duty Diesels: by Steve ScottDocument3 pagesPiston Designs in Heavy-Duty Diesels: by Steve ScottSatyabrat GaanNo ratings yet
- Piston: Jump To Navigationjump To SearchDocument37 pagesPiston: Jump To Navigationjump To SearchBHAVESH JOSHINo ratings yet
- Connecting RodDocument36 pagesConnecting Rodpramo_dass0% (1)
- Piston-Cylinder AseemblyDocument13 pagesPiston-Cylinder AseemblySilviu GhioarcaNo ratings yet
- WWJArticle20 VTP Part1May03Document5 pagesWWJArticle20 VTP Part1May03Tarık DikbasanNo ratings yet
- Cone CrushersDocument18 pagesCone CrushersRodrigo GarcíaNo ratings yet
- Hydrostatic Journal BearingDocument14 pagesHydrostatic Journal Bearingapi-19775783100% (4)
- Design and Fabrication of Multirod Bending Machine: ISSN (PRINT) : 2393-8374, (ONLINE) : 2394-0697, VOLUME-5, ISSUE-1, 2018Document10 pagesDesign and Fabrication of Multirod Bending Machine: ISSN (PRINT) : 2393-8374, (ONLINE) : 2394-0697, VOLUME-5, ISSUE-1, 2018Harshal PatilNo ratings yet
- 6.3 Main Components and Their Functions: 6.3.1 RunnerDocument7 pages6.3 Main Components and Their Functions: 6.3.1 RunnerRupesh DangolNo ratings yet
- Hydrualic Turbine 6.3 Main Components and Their Functions: 6.3.1 RunnerDocument7 pagesHydrualic Turbine 6.3 Main Components and Their Functions: 6.3.1 RunnerRupesh DangolNo ratings yet
- What Is Crankshaf1Document9 pagesWhat Is Crankshaf1Dhananjay NagareNo ratings yet
- A Presentation On Connecting-Rod: University of Kirkuk College of Engineering Mech. Dept. - Third StageDocument19 pagesA Presentation On Connecting-Rod: University of Kirkuk College of Engineering Mech. Dept. - Third StageTara NafihNo ratings yet
- MEP 1 Shafting SystemDocument19 pagesMEP 1 Shafting SystemYohannes DennisNo ratings yet
- Connecting RodDocument10 pagesConnecting Rodsai venkata phanindra charyNo ratings yet
- Chapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsDocument8 pagesChapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsChandra SekaranNo ratings yet
- Pressure Dam Bearings USEFULDocument16 pagesPressure Dam Bearings USEFULAmna Chaudary100% (2)
- Design Consideration of Different Volute Casing at Best Efficiency Point PDFDocument5 pagesDesign Consideration of Different Volute Casing at Best Efficiency Point PDFSimon TudorNo ratings yet
- Fluid Systems LabDocument19 pagesFluid Systems LabHimanshuAgarwalNo ratings yet
- ShaftingDocument3 pagesShafting41vaibhavNo ratings yet
- Pros and Cons - Horizontal Split Case PumpsDocument5 pagesPros and Cons - Horizontal Split Case Pumpsjarryd100% (1)
- Pump Impeller Trimming AspectsDocument17 pagesPump Impeller Trimming AspectsUdhayakumar VenkataramanNo ratings yet
- 4 ReportDocument89 pages4 ReportRajesh KesapragadaNo ratings yet
- Gme Assignments Ekg Part-1Document22 pagesGme Assignments Ekg Part-1ArunNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Engine ConstructionDocument89 pagesEngine ConstructionVinod Cf Cruz100% (2)
- The Ball Piston EngineDocument13 pagesThe Ball Piston EnginedhairyashilNo ratings yet
- A New Class of Rotary Piston Machine Suitable For Compressors, Pumps and Internal Combustion EnginesDocument18 pagesA New Class of Rotary Piston Machine Suitable For Compressors, Pumps and Internal Combustion Enginesconlib100% (1)
- Rocker Arm-Final ReportDocument48 pagesRocker Arm-Final ReportKarthi Keyan0% (1)
- ClutchDocument5 pagesClutchyudhisthar0110% (1)
- Differences Between Crosshead and Trunk EnginesDocument12 pagesDifferences Between Crosshead and Trunk Engineshpss77No ratings yet
- Model Elbow EngineDocument5 pagesModel Elbow EngineJim100% (4)
- The Piston Cylinder Assembly in Piston MachinesDocument13 pagesThe Piston Cylinder Assembly in Piston Machinesbee140676No ratings yet
- PPD ReportingDocument46 pagesPPD ReportingFernando CruzNo ratings yet
- Progressing Cavity PumpDocument5 pagesProgressing Cavity PumpJayson Avila BuenaobraNo ratings yet
- Chapter 4Document21 pagesChapter 4ゞ『HaiDerツ98〆No ratings yet
- Study of Shaft Position in Gas Turbine Journal BearingDocument7 pagesStudy of Shaft Position in Gas Turbine Journal Bearingarindam misraNo ratings yet
- Contemporary Crankshaft DesignDocument14 pagesContemporary Crankshaft DesignAbdulrahman AlkhowaiterNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Elmr221 - 100 P 700054 e 00Document6 pagesElmr221 - 100 P 700054 e 00Ebrahim AhmariNo ratings yet
- Profile & Tube Bending MachineDocument16 pagesProfile & Tube Bending MachineEbrahim AhmariNo ratings yet
- STD en 0211Document8 pagesSTD en 0211Ebrahim AhmariNo ratings yet
- Pcim2001rd ObserverDocument6 pagesPcim2001rd ObserverEbrahim AhmariNo ratings yet
- Pa-44 46Document3 pagesPa-44 46Ebrahim AhmariNo ratings yet
- VE PowerUnit v.7.6Document2 pagesVE PowerUnit v.7.6Ebrahim AhmariNo ratings yet
- Moog Hydrolux Rse Si1 Series Position Monitored Active Cartridge ValvesDocument19 pagesMoog Hydrolux Rse Si1 Series Position Monitored Active Cartridge ValvesEbrahim AhmariNo ratings yet
- 90/e - 90/M Pump UnitDocument2 pages90/e - 90/M Pump UnitEbrahim AhmariNo ratings yet
- CT 156961Document4 pagesCT 156961Ebrahim AhmariNo ratings yet
- PacaeroDocument6 pagesPacaeroEbrahim AhmariNo ratings yet
- Assembly and Repair InstructionsDocument12 pagesAssembly and Repair InstructionsEbrahim AhmariNo ratings yet
- Final 208.1Document54 pagesFinal 208.1Ebrahim AhmariNo ratings yet
- Manual Release StationDocument1 pageManual Release StationJoseph R. F. DavidNo ratings yet
- AbstractDocument3 pagesAbstractAkash GargNo ratings yet
- DTN TutorialDocument11 pagesDTN Tutorialكمال ايت حموNo ratings yet
- Hydrulic JumpDocument8 pagesHydrulic Jumpالكشكولي رضوانNo ratings yet
- ME 208 Materials Science II - 1 - Strengthening MechanismsDocument13 pagesME 208 Materials Science II - 1 - Strengthening Mechanismsyasinakyldz2000No ratings yet
- 101 Traps Puzles ND Challenges For D&DDocument14 pages101 Traps Puzles ND Challenges For D&DMatt KaiserNo ratings yet
- Fs100l Maintenance ManualDocument453 pagesFs100l Maintenance ManualRafaelNo ratings yet
- RF Cavity Simulations For Superconducting Cyclotron c400Document8 pagesRF Cavity Simulations For Superconducting Cyclotron c400Hossein NazemiNo ratings yet
- Din en 10327 (2004)Document26 pagesDin en 10327 (2004)Guilherme MendesNo ratings yet
- Gas Cap Drive Reservoirs - PetrowikiDocument8 pagesGas Cap Drive Reservoirs - PetrowikiAdri Coca SuaznabarNo ratings yet
- Sunil Hitech Engineers Awarded Road EPC Project Worth Rs. 434 Crores in Arunachal Pradesh (Company Update)Document2 pagesSunil Hitech Engineers Awarded Road EPC Project Worth Rs. 434 Crores in Arunachal Pradesh (Company Update)Shyam SunderNo ratings yet
- Introduction To Aircraft DesignDocument2 pagesIntroduction To Aircraft DesignVikram Athreya VNo ratings yet
- Civil Engineering: Musashi Institute of Technology, Tokyo, University of Tokyo, and Saitama University, JapanDocument4 pagesCivil Engineering: Musashi Institute of Technology, Tokyo, University of Tokyo, and Saitama University, JapanLayla BeserialNo ratings yet
- Introduction To Dosage Forms - Anshul The PharmacistDocument5 pagesIntroduction To Dosage Forms - Anshul The PharmacistSachin KushareNo ratings yet
- Sustainable Architecture and Building Design (SABD) PDFDocument19 pagesSustainable Architecture and Building Design (SABD) PDFShivachandran Sivanesan67% (3)
- Planmed Sophie - SchematicsDocument2 pagesPlanmed Sophie - SchematicsLuis Fernando Garcia S100% (1)
- ScheduleDocument27 pagesScheduleHarsh BhorNo ratings yet
- Autoclave ValidationDocument7 pagesAutoclave ValidationMohanad Alashkar100% (1)
- Saw Tooth and Disc Pocket GuideDocument2 pagesSaw Tooth and Disc Pocket GuideTHEPEAR46No ratings yet
- Law of Friction: Surface Between Two Bodies Oppose Relative MotionDocument11 pagesLaw of Friction: Surface Between Two Bodies Oppose Relative Motionpradeep kumarNo ratings yet