
Adjustable Stock Assembly Instructionslowres
Adjustable Stock Assembly Instructionslowres
You might also like
- PPs Semi-Auto FCGDocument5 pagesPPs Semi-Auto FCGangelines12375% (8)
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Document37 pagesThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)xan94% (18)
- How To Build A Neck Jig Matt VinsonDocument23 pagesHow To Build A Neck Jig Matt Vinsoncaesparza100% (1)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Document24 pages9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)gunpdfs95% (212)
- 9mm PistolDocument24 pages9mm PistolJall Desenvolvedor Web50% (4)
- Pulse RifleDocument2 pagesPulse RifleElliot HamptonNo ratings yet
- Veritas Large Spokeshave KitDocument20 pagesVeritas Large Spokeshave Kitstuckinthestudio100% (2)
- Jaco Mini PistolDocument4 pagesJaco Mini Pistolmistermo100% (2)
- Make A Rocking Muskoka Chair Out of Composite Wood 2 PDFDocument8 pagesMake A Rocking Muskoka Chair Out of Composite Wood 2 PDFCocis CosminNo ratings yet
- HPLC Solutions For EnvironmentalDocument28 pagesHPLC Solutions For EnvironmentalsimyacitalNo ratings yet
- How To Make Your Own Six Yard Bell Target Mechanism: Glossary of TermsDocument24 pagesHow To Make Your Own Six Yard Bell Target Mechanism: Glossary of TermsJose German Ojeda CruzNo ratings yet
- DIY Metal Bending ToolDocument30 pagesDIY Metal Bending Toolafrica school100% (1)
- MOD9V2 Parts List & Assembly GuideDocument16 pagesMOD9V2 Parts List & Assembly GuideColin DNo ratings yet
- Circle CutterDocument4 pagesCircle CutterJair Marques PereiraNo ratings yet
- Coil Winder Instructions.: Parts ListDocument10 pagesCoil Winder Instructions.: Parts Listsmi249No ratings yet
- Tutorial Magnum Spy PistolDocument6 pagesTutorial Magnum Spy PistolchopenNo ratings yet
- Tools You'Ll Want To Use: Kids Swing: PR Oject LevelDocument3 pagesTools You'Ll Want To Use: Kids Swing: PR Oject LevelEZIOMKNo ratings yet
- Hack SawingDocument15 pagesHack SawingVergara KoyNo ratings yet
- Instruction Example 01.3. Nailing of A Tool Kit: MaterialDocument21 pagesInstruction Example 01.3. Nailing of A Tool Kit: MaterialHassan AzmiNo ratings yet
- Cutter Making David CreedDocument19 pagesCutter Making David CreedBruno Delsupexhe100% (1)
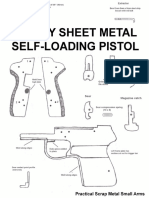
- Professor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumDocument15 pagesProfessor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumKobi Zada100% (1)
- Wooden Puzzle Vault GIZSIP 327278258Document3 pagesWooden Puzzle Vault GIZSIP 327278258magoleija2010100% (1)
- Airguns and Airgun DIYDocument6 pagesAirguns and Airgun DIYgorlanNo ratings yet
- Weedeater Trolling MotorDocument16 pagesWeedeater Trolling MotorJames McEwenNo ratings yet
- Crossbow 20 PDFDocument8 pagesCrossbow 20 PDFGeoffrey Hamilton-adamsNo ratings yet
- 2009-10!09!190530 Jaco Western Style PistolDocument5 pages2009-10!09!190530 Jaco Western Style PistolHeikG002100% (2)
- PM 01 CarbineDocument9 pagesPM 01 CarbineK Scott Wyatt100% (2)
- So You Want To Make A Shave Horse - PrintableDocument11 pagesSo You Want To Make A Shave Horse - PrintableTom Sturner100% (1)
- Wooden SouthDocument27 pagesWooden Southİbrahim Anıl Balkan100% (1)
- Design and Fabrication of A Screw PressDocument8 pagesDesign and Fabrication of A Screw PressKarthikeyan Lakshmi NarasimhanNo ratings yet
- G17!19!45 InstructionsDocument5 pagesG17!19!45 InstructionsKevin Chucky BournNo ratings yet
- Module 6 DrillingDocument18 pagesModule 6 DrillingdejanflojdNo ratings yet
- G17 Gen 5 InstructionsDocument9 pagesG17 Gen 5 InstructionsFrancisco GarciaNo ratings yet
- Cutting Keyway With A ShaperDocument26 pagesCutting Keyway With A ShaperAhmad Abdullahi TijjaniNo ratings yet
- Jaco DerringerDocument4 pagesJaco DerringerFunkpirat100% (1)
- Expedient .22 W. SilencerDocument18 pagesExpedient .22 W. Silencerjohn doe67% (3)
- Table Saw Sled - Taper Jig Accessory: Cut One or Many Tapers With Ease!Document8 pagesTable Saw Sled - Taper Jig Accessory: Cut One or Many Tapers With Ease!LinNo ratings yet
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumDocument23 pagesProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (3)
- General - CH09 - Hand ToolsDocument286 pagesGeneral - CH09 - Hand Toolsali amrNo ratings yet
- Parts List (One Target)Document7 pagesParts List (One Target)nan214No ratings yet
- Heavy-Duty_Gasket_CutterDocument4 pagesHeavy-Duty_Gasket_Cutter2014200481No ratings yet
- Router Table Fence PlansDocument9 pagesRouter Table Fence PlansAfonso PraganaNo ratings yet
- Ez Engine Build InstructionsDocument24 pagesEz Engine Build InstructionsAnonymous T7zEN6iLHNo ratings yet
- G Frame InstructionsDocument7 pagesG Frame Instructionsadasd asdaNo ratings yet
- Family Handyman Ultimate 1 Day ProjectsFrom EverandFamily Handyman Ultimate 1 Day ProjectsRating: 5 out of 5 stars5/5 (1)
- How to Make Picture Frames (Best of AW): 12 Simple to Stylish Projects from the Experts at American Woodworker (American Woodworker)From EverandHow to Make Picture Frames (Best of AW): 12 Simple to Stylish Projects from the Experts at American Woodworker (American Woodworker)Rating: 5 out of 5 stars5/5 (1)
- Chainmail Made Easy: Learn to Chainmail in 24 Hours or Less!: Chainmail Made EasyFrom EverandChainmail Made Easy: Learn to Chainmail in 24 Hours or Less!: Chainmail Made EasyRating: 5 out of 5 stars5/5 (4)
- Build Your Own Six-Seater Picnic Table: Using 2 x 4 (50 x 100 mm) Lumber, #1From EverandBuild Your Own Six-Seater Picnic Table: Using 2 x 4 (50 x 100 mm) Lumber, #1No ratings yet
- Woodcarving a Halloween Chess Set: Patterns and Instructions for Caricature CarvingFrom EverandWoodcarving a Halloween Chess Set: Patterns and Instructions for Caricature CarvingNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- CGP9023M Virtual and Augmented Reality For Games A01 Brief 2324Document5 pagesCGP9023M Virtual and Augmented Reality For Games A01 Brief 2324waleedkabbaderNo ratings yet
- Sill Icon OxidationDocument21 pagesSill Icon Oxidationave416No ratings yet
- Motion To Reduce BailDocument3 pagesMotion To Reduce BailPatrice Noelle RamirezNo ratings yet
- Office Order 07 of 2024 - 240101 - 200240Document32 pagesOffice Order 07 of 2024 - 240101 - 200240Hemant SinhmarNo ratings yet
- Stuart Goldsmith - Do You Have Enough AlreadyDocument8 pagesStuart Goldsmith - Do You Have Enough AlreadyJesuisquelquundebienNo ratings yet
- Structured Packing Manual PDFDocument20 pagesStructured Packing Manual PDFnedian_2006No ratings yet
- Rubi Vs Provincial BoardDocument2 pagesRubi Vs Provincial BoardJc AraojoNo ratings yet
- Defining SponsorshipDocument102 pagesDefining SponsorshipShaun Whatling100% (1)
- Thesis Final QuestionnaireDocument2 pagesThesis Final QuestionnaireJarby Vann CapitoNo ratings yet
- Diploma in Cybersecurity Specialist Co-OpDocument2 pagesDiploma in Cybersecurity Specialist Co-OpFaraz FaiziNo ratings yet
- SyllabusDocument18 pagesSyllabusBhavesh Kumar 1019No ratings yet
- Chapter 1, Unit 1, Pharmacy Practice, B Pharmacy 7th Sem, Carewell PharmaDocument8 pagesChapter 1, Unit 1, Pharmacy Practice, B Pharmacy 7th Sem, Carewell PharmaPranav SinghNo ratings yet
- ElastomerDocument3 pagesElastomersiswoutNo ratings yet
- MLA Formatting Practice: Lorem Ipsum Fake EssayDocument2 pagesMLA Formatting Practice: Lorem Ipsum Fake EssayIrisFordNo ratings yet
- Kehidupan Masyarakat Kelurahan Sekaran TAHUN 1990-2002Document7 pagesKehidupan Masyarakat Kelurahan Sekaran TAHUN 1990-2002Viona WidyaNo ratings yet
- 190 Service Manual - Aspire 1450Document107 pages190 Service Manual - Aspire 1450Soporte Tecnico Buenos AiresNo ratings yet
- Increment - Information DocumentDocument5 pagesIncrement - Information DocumentRavi Rai MarwahNo ratings yet
- Tropical Homes, Inc. vs. National Housing Authority - 1Document4 pagesTropical Homes, Inc. vs. National Housing Authority - 1PNP MayoyaoNo ratings yet
- S4. Accounting AnalysisDocument22 pagesS4. Accounting AnalysisJoão Maria VigárioNo ratings yet
- Lab 5-Nguyen The Huu-SE1841Document4 pagesLab 5-Nguyen The Huu-SE1841nguyenthehuu2003No ratings yet
- Fortuner 15ym Spec Sheets - FinalDocument7 pagesFortuner 15ym Spec Sheets - Finalapi-3748395No ratings yet
- Lesson01 PDFDocument9 pagesLesson01 PDFJuan Tercero TabladaNo ratings yet
- DF5.8.1 Formability Training ManualDocument107 pagesDF5.8.1 Formability Training ManualkillimakilliNo ratings yet
- SCIA Open BIM Exchange ExerciseDocument59 pagesSCIA Open BIM Exchange ExerciseherrnikolicNo ratings yet
- SQL FiddleDocument3 pagesSQL FiddleThazhuva kNo ratings yet
- Form 3Document1 pageForm 3rjvydv0No ratings yet
- Chapter 07Document47 pagesChapter 07Muhammad AzharNo ratings yet
- 1204 - Ratio Analysis Thesis (FINAL)Document53 pages1204 - Ratio Analysis Thesis (FINAL)zafrulhasan01No ratings yet
- Carnaval Owners ManualDocument17 pagesCarnaval Owners Manualmike_net8903No ratings yet























































































Download as pdf or txt
You might also like
- PPs Semi-Auto FCGDocument5 pagesPPs Semi-Auto FCGangelines12375% (8)
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Document37 pagesThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)xan94% (18)
- How To Build A Neck Jig Matt VinsonDocument23 pagesHow To Build A Neck Jig Matt Vinsoncaesparza100% (1)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Document24 pages9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)gunpdfs95% (212)
- 9mm PistolDocument24 pages9mm PistolJall Desenvolvedor Web50% (4)
- Pulse RifleDocument2 pagesPulse RifleElliot HamptonNo ratings yet
- Veritas Large Spokeshave KitDocument20 pagesVeritas Large Spokeshave Kitstuckinthestudio100% (2)
- Jaco Mini PistolDocument4 pagesJaco Mini Pistolmistermo100% (2)
- Make A Rocking Muskoka Chair Out of Composite Wood 2 PDFDocument8 pagesMake A Rocking Muskoka Chair Out of Composite Wood 2 PDFCocis CosminNo ratings yet
- HPLC Solutions For EnvironmentalDocument28 pagesHPLC Solutions For EnvironmentalsimyacitalNo ratings yet
- How To Make Your Own Six Yard Bell Target Mechanism: Glossary of TermsDocument24 pagesHow To Make Your Own Six Yard Bell Target Mechanism: Glossary of TermsJose German Ojeda CruzNo ratings yet
- DIY Metal Bending ToolDocument30 pagesDIY Metal Bending Toolafrica school100% (1)
- MOD9V2 Parts List & Assembly GuideDocument16 pagesMOD9V2 Parts List & Assembly GuideColin DNo ratings yet
- Circle CutterDocument4 pagesCircle CutterJair Marques PereiraNo ratings yet
- Coil Winder Instructions.: Parts ListDocument10 pagesCoil Winder Instructions.: Parts Listsmi249No ratings yet
- Tutorial Magnum Spy PistolDocument6 pagesTutorial Magnum Spy PistolchopenNo ratings yet
- Tools You'Ll Want To Use: Kids Swing: PR Oject LevelDocument3 pagesTools You'Ll Want To Use: Kids Swing: PR Oject LevelEZIOMKNo ratings yet
- Hack SawingDocument15 pagesHack SawingVergara KoyNo ratings yet
- Instruction Example 01.3. Nailing of A Tool Kit: MaterialDocument21 pagesInstruction Example 01.3. Nailing of A Tool Kit: MaterialHassan AzmiNo ratings yet
- Cutter Making David CreedDocument19 pagesCutter Making David CreedBruno Delsupexhe100% (1)
- Professor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumDocument15 pagesProfessor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumKobi Zada100% (1)
- Wooden Puzzle Vault GIZSIP 327278258Document3 pagesWooden Puzzle Vault GIZSIP 327278258magoleija2010100% (1)
- Airguns and Airgun DIYDocument6 pagesAirguns and Airgun DIYgorlanNo ratings yet
- Weedeater Trolling MotorDocument16 pagesWeedeater Trolling MotorJames McEwenNo ratings yet
- Crossbow 20 PDFDocument8 pagesCrossbow 20 PDFGeoffrey Hamilton-adamsNo ratings yet
- 2009-10!09!190530 Jaco Western Style PistolDocument5 pages2009-10!09!190530 Jaco Western Style PistolHeikG002100% (2)
- PM 01 CarbineDocument9 pagesPM 01 CarbineK Scott Wyatt100% (2)
- So You Want To Make A Shave Horse - PrintableDocument11 pagesSo You Want To Make A Shave Horse - PrintableTom Sturner100% (1)
- Wooden SouthDocument27 pagesWooden Southİbrahim Anıl Balkan100% (1)
- Design and Fabrication of A Screw PressDocument8 pagesDesign and Fabrication of A Screw PressKarthikeyan Lakshmi NarasimhanNo ratings yet
- G17!19!45 InstructionsDocument5 pagesG17!19!45 InstructionsKevin Chucky BournNo ratings yet
- Module 6 DrillingDocument18 pagesModule 6 DrillingdejanflojdNo ratings yet
- G17 Gen 5 InstructionsDocument9 pagesG17 Gen 5 InstructionsFrancisco GarciaNo ratings yet
- Cutting Keyway With A ShaperDocument26 pagesCutting Keyway With A ShaperAhmad Abdullahi TijjaniNo ratings yet
- Jaco DerringerDocument4 pagesJaco DerringerFunkpirat100% (1)
- Expedient .22 W. SilencerDocument18 pagesExpedient .22 W. Silencerjohn doe67% (3)
- Table Saw Sled - Taper Jig Accessory: Cut One or Many Tapers With Ease!Document8 pagesTable Saw Sled - Taper Jig Accessory: Cut One or Many Tapers With Ease!LinNo ratings yet
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumDocument23 pagesProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (3)
- General - CH09 - Hand ToolsDocument286 pagesGeneral - CH09 - Hand Toolsali amrNo ratings yet
- Parts List (One Target)Document7 pagesParts List (One Target)nan214No ratings yet
- Heavy-Duty_Gasket_CutterDocument4 pagesHeavy-Duty_Gasket_Cutter2014200481No ratings yet
- Router Table Fence PlansDocument9 pagesRouter Table Fence PlansAfonso PraganaNo ratings yet
- Ez Engine Build InstructionsDocument24 pagesEz Engine Build InstructionsAnonymous T7zEN6iLHNo ratings yet
- G Frame InstructionsDocument7 pagesG Frame Instructionsadasd asdaNo ratings yet
- Family Handyman Ultimate 1 Day ProjectsFrom EverandFamily Handyman Ultimate 1 Day ProjectsRating: 5 out of 5 stars5/5 (1)
- How to Make Picture Frames (Best of AW): 12 Simple to Stylish Projects from the Experts at American Woodworker (American Woodworker)From EverandHow to Make Picture Frames (Best of AW): 12 Simple to Stylish Projects from the Experts at American Woodworker (American Woodworker)Rating: 5 out of 5 stars5/5 (1)
- Chainmail Made Easy: Learn to Chainmail in 24 Hours or Less!: Chainmail Made EasyFrom EverandChainmail Made Easy: Learn to Chainmail in 24 Hours or Less!: Chainmail Made EasyRating: 5 out of 5 stars5/5 (4)
- Build Your Own Six-Seater Picnic Table: Using 2 x 4 (50 x 100 mm) Lumber, #1From EverandBuild Your Own Six-Seater Picnic Table: Using 2 x 4 (50 x 100 mm) Lumber, #1No ratings yet
- Woodcarving a Halloween Chess Set: Patterns and Instructions for Caricature CarvingFrom EverandWoodcarving a Halloween Chess Set: Patterns and Instructions for Caricature CarvingNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- CGP9023M Virtual and Augmented Reality For Games A01 Brief 2324Document5 pagesCGP9023M Virtual and Augmented Reality For Games A01 Brief 2324waleedkabbaderNo ratings yet
- Sill Icon OxidationDocument21 pagesSill Icon Oxidationave416No ratings yet
- Motion To Reduce BailDocument3 pagesMotion To Reduce BailPatrice Noelle RamirezNo ratings yet
- Office Order 07 of 2024 - 240101 - 200240Document32 pagesOffice Order 07 of 2024 - 240101 - 200240Hemant SinhmarNo ratings yet
- Stuart Goldsmith - Do You Have Enough AlreadyDocument8 pagesStuart Goldsmith - Do You Have Enough AlreadyJesuisquelquundebienNo ratings yet
- Structured Packing Manual PDFDocument20 pagesStructured Packing Manual PDFnedian_2006No ratings yet
- Rubi Vs Provincial BoardDocument2 pagesRubi Vs Provincial BoardJc AraojoNo ratings yet
- Defining SponsorshipDocument102 pagesDefining SponsorshipShaun Whatling100% (1)
- Thesis Final QuestionnaireDocument2 pagesThesis Final QuestionnaireJarby Vann CapitoNo ratings yet
- Diploma in Cybersecurity Specialist Co-OpDocument2 pagesDiploma in Cybersecurity Specialist Co-OpFaraz FaiziNo ratings yet
- SyllabusDocument18 pagesSyllabusBhavesh Kumar 1019No ratings yet
- Chapter 1, Unit 1, Pharmacy Practice, B Pharmacy 7th Sem, Carewell PharmaDocument8 pagesChapter 1, Unit 1, Pharmacy Practice, B Pharmacy 7th Sem, Carewell PharmaPranav SinghNo ratings yet
- ElastomerDocument3 pagesElastomersiswoutNo ratings yet
- MLA Formatting Practice: Lorem Ipsum Fake EssayDocument2 pagesMLA Formatting Practice: Lorem Ipsum Fake EssayIrisFordNo ratings yet
- Kehidupan Masyarakat Kelurahan Sekaran TAHUN 1990-2002Document7 pagesKehidupan Masyarakat Kelurahan Sekaran TAHUN 1990-2002Viona WidyaNo ratings yet
- 190 Service Manual - Aspire 1450Document107 pages190 Service Manual - Aspire 1450Soporte Tecnico Buenos AiresNo ratings yet
- Increment - Information DocumentDocument5 pagesIncrement - Information DocumentRavi Rai MarwahNo ratings yet
- Tropical Homes, Inc. vs. National Housing Authority - 1Document4 pagesTropical Homes, Inc. vs. National Housing Authority - 1PNP MayoyaoNo ratings yet
- S4. Accounting AnalysisDocument22 pagesS4. Accounting AnalysisJoão Maria VigárioNo ratings yet
- Lab 5-Nguyen The Huu-SE1841Document4 pagesLab 5-Nguyen The Huu-SE1841nguyenthehuu2003No ratings yet
- Fortuner 15ym Spec Sheets - FinalDocument7 pagesFortuner 15ym Spec Sheets - Finalapi-3748395No ratings yet
- Lesson01 PDFDocument9 pagesLesson01 PDFJuan Tercero TabladaNo ratings yet
- DF5.8.1 Formability Training ManualDocument107 pagesDF5.8.1 Formability Training ManualkillimakilliNo ratings yet
- SCIA Open BIM Exchange ExerciseDocument59 pagesSCIA Open BIM Exchange ExerciseherrnikolicNo ratings yet
- SQL FiddleDocument3 pagesSQL FiddleThazhuva kNo ratings yet
- Form 3Document1 pageForm 3rjvydv0No ratings yet
- Chapter 07Document47 pagesChapter 07Muhammad AzharNo ratings yet
- 1204 - Ratio Analysis Thesis (FINAL)Document53 pages1204 - Ratio Analysis Thesis (FINAL)zafrulhasan01No ratings yet
- Carnaval Owners ManualDocument17 pagesCarnaval Owners Manualmike_net8903No ratings yet