Download as pdf or txt
You might also like
- Airbrush The Complete Studio HandbookDocument191 pagesAirbrush The Complete Studio HandbookRicky86% (22)
- Sport Centre Management SystemDocument19 pagesSport Centre Management System5lady100% (1)
- Bolting Technology Catalogue Echnology CatalogueDocument56 pagesBolting Technology Catalogue Echnology CatalogueHarold AnilloNo ratings yet
- 1911 ChecklistDocument2 pages1911 ChecklistGoNullYourself50% (2)
- US5518537Document5 pagesUS5518537Marm246247 AlloyNo ratings yet
- Us5072770 PDFDocument7 pagesUs5072770 PDFJiří HorenskýNo ratings yet
- United States Patent (19) : Cruff Et AlDocument4 pagesUnited States Patent (19) : Cruff Et AlVy PhanNo ratings yet
- United States Patent (19) : VezirianDocument5 pagesUnited States Patent (19) : VezirianJiří HorenskýNo ratings yet
- Lead Free Glass Frit CompositionsDocument3 pagesLead Free Glass Frit CompositionsbahramrezaeiNo ratings yet
- US6235961Document11 pagesUS6235961Sidharth SinghNo ratings yet
- GlueDocument7 pagesGlueuripssNo ratings yet
- Yarn Finish FormulationsDocument6 pagesYarn Finish Formulationsali rezaeiNo ratings yet
- Spotting FluidsDocument16 pagesSpotting FluidsEduardo PeraltaNo ratings yet
- Patent of Quench TankDocument9 pagesPatent of Quench TankAbdulrahman ezzaldeenNo ratings yet
- Leveling Agent For Powder CoatingDocument5 pagesLeveling Agent For Powder Coatingsahajahan shaikhNo ratings yet
- United States PatentDocument7 pagesUnited States PatentThanh Linh NguyenNo ratings yet
- Block Copolymer Latex Composition - Asahi Kasei PatentDocument13 pagesBlock Copolymer Latex Composition - Asahi Kasei PatentPothiraj KrishnanNo ratings yet
- United States Patent (19) : Keough (45) Date of Patent: Mar. 10, 1987Document11 pagesUnited States Patent (19) : Keough (45) Date of Patent: Mar. 10, 1987113314No ratings yet
- United States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Document10 pagesUnited States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Vy PhanNo ratings yet
- US5034207Document9 pagesUS5034207danuwillianNo ratings yet
- United States Patent (19) (11) 4,428,775: Johnson Et Al. 45 Jan. 31, 1984Document12 pagesUnited States Patent (19) (11) 4,428,775: Johnson Et Al. 45 Jan. 31, 1984GuillermoNo ratings yet
- Slag Forming AgentDocument4 pagesSlag Forming AgentRaju KumarNo ratings yet
- Iiihihiiihiiii: United States PatentDocument8 pagesIiihihiiihiiii: United States PatentGuillermoNo ratings yet
- US6485553Document5 pagesUS6485553Marm246247 AlloyNo ratings yet
- Three-Dimensional Printing TechniquesDocument14 pagesThree-Dimensional Printing TechniquesDanielPallaresNo ratings yet
- Stereolithography 1993: QuickcastDocument10 pagesStereolithography 1993: Quickcastinfo_azeetNo ratings yet
- United States Patent (19) : BlouinDocument10 pagesUnited States Patent (19) : BlouinSandra Magally Sanchez TrujilloNo ratings yet
- Acid Based Micro-EmulsionsDocument8 pagesAcid Based Micro-Emulsionsazzrizalz1470No ratings yet
- US6512043Document11 pagesUS6512043Alexander Franco CastrillonNo ratings yet
- Salt Bath For The Currentless Production of Wear Resistant Boride Layers (US4536224)Document4 pagesSalt Bath For The Currentless Production of Wear Resistant Boride Layers (US4536224)Pieter VeendersNo ratings yet
- Patent Separation of Oil From Mill ScaleDocument4 pagesPatent Separation of Oil From Mill Scalesdtd.ranchiNo ratings yet
- United States Patent: de La GuardiaDocument4 pagesUnited States Patent: de La GuardiaSEBASTIAN CESAR ARMANDO ROLDAN ZAVALETANo ratings yet
- SS03 Panel4 Paper 23Document12 pagesSS03 Panel4 Paper 23ehsanNo ratings yet
- United States Patent (191: Sandell Et AlDocument6 pagesUnited States Patent (191: Sandell Et AlwjzabalaNo ratings yet
- US5615831Document11 pagesUS5615831arun manchekarNo ratings yet
- US6635207Document5 pagesUS6635207anthonyNo ratings yet
- Stone Polishing CompositionDocument5 pagesStone Polishing Compositionduyen nguyen chi luongNo ratings yet
- Understading About Liquid Polishing CompoundDocument3 pagesUnderstading About Liquid Polishing CompoundcuibaprauNo ratings yet
- United States Patent (19) : Miller, Jr. Et AlDocument6 pagesUnited States Patent (19) : Miller, Jr. Et AlWidya Nur RamadhaniNo ratings yet
- Us 6536893Document11 pagesUs 6536893mksNo ratings yet
- MicrowaveDocument6 pagesMicrowavefirerealm8466No ratings yet
- Automotive Glass Thick Film Conductor PasteDocument5 pagesAutomotive Glass Thick Film Conductor PastebahramrezaeiNo ratings yet
- US6127298Document6 pagesUS6127298Socrates GebremedhinNo ratings yet
- High Cohesion Fiber FinishesDocument9 pagesHigh Cohesion Fiber Finishesali rezaeiNo ratings yet
- US5607993Document12 pagesUS5607993nazarienNo ratings yet
- US5102977 - Internally Catalyzed Sulfonate Bearing Hydroxyl Terminated Powder Coating Polyesters - Ruco Polymer Corp.Document13 pagesUS5102977 - Internally Catalyzed Sulfonate Bearing Hydroxyl Terminated Powder Coating Polyesters - Ruco Polymer Corp.SUBRAMANIAN SNo ratings yet
- US4782109Document7 pagesUS4782109ALEXANDER FRANCO CASTRILLONNo ratings yet
- 1015/2731 106/243 101% Anhydrides.:l Htel Modifliedl 1gollyamidesare Obtailrlledlb2yDocument10 pages1015/2731 106/243 101% Anhydrides.:l Htel Modifliedl 1gollyamidesare Obtailrlledlb2yalfredo torresNo ratings yet
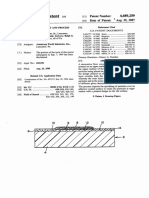
- United States Patent (19) : 11 Patent Number: 4,461,660 45) Date of Patent: Jul. 24, 1984Document5 pagesUnited States Patent (19) : 11 Patent Number: 4,461,660 45) Date of Patent: Jul. 24, 1984Ben Duncan Málaga EspichánNo ratings yet
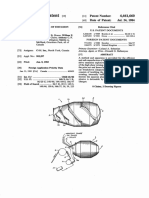
- Us 4058649Document6 pagesUs 4058649yigitilgazNo ratings yet
- US7255776使用熔融蜡悬浮液的纸制品及其方法Document6 pagesUS7255776使用熔融蜡悬浮液的纸制品及其方法ivyhomeNo ratings yet
- US5820225Document10 pagesUS5820225aungkyawzoreNo ratings yet
- DetackDocument11 pagesDetackAlbert FerdinandNo ratings yet
- Sweetening With Amonia Crystal2Document4 pagesSweetening With Amonia Crystal2MohammadNo ratings yet
- Us 4560489Document14 pagesUs 4560489ravi kelkarNo ratings yet
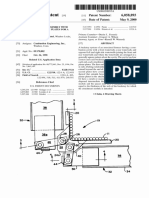
- United States Patent (19) 11 Patent Number: 6,058,893: Pate (45) Date of Patent: May 9, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,058,893: Pate (45) Date of Patent: May 9, 2000qamarVEXNo ratings yet
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Document6 pagesAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanNo ratings yet
- 2005 PDFDocument14 pages2005 PDFBattuka BatjargalNo ratings yet
- US3765943Document7 pagesUS3765943Yanpiero BalladoresNo ratings yet
- Brass PolishDocument11 pagesBrass PolishfsarfrazNo ratings yet
- Low Temp CuringDocument8 pagesLow Temp CuringsuksesNo ratings yet
- Acta Technica Napocensis: Wax Pattern DefectsDocument4 pagesActa Technica Napocensis: Wax Pattern DefectsDragana RajicNo ratings yet
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIFrom EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiNo ratings yet
- Ceramic Materials for Energy Applications VIFrom EverandCeramic Materials for Energy Applications VIHua-Tay LinNo ratings yet
- 11th Biology 2 Marks Study Materials TMDocument10 pages11th Biology 2 Marks Study Materials TMAjeeth KumarNo ratings yet
- Enhancing The Permeability and PropertieDocument9 pagesEnhancing The Permeability and PropertieAjeeth KumarNo ratings yet
- Unit - 1 Important 2,3, and 5 Marks (Reduced Syllabus)Document5 pagesUnit - 1 Important 2,3, and 5 Marks (Reduced Syllabus)Ajeeth KumarNo ratings yet
- Quenching Oil BrochureDocument6 pagesQuenching Oil BrochureAjeeth KumarNo ratings yet
- Unit - 2 Important 2,3, and 5 Marks (Reduced Syllabus)Document4 pagesUnit - 2 Important 2,3, and 5 Marks (Reduced Syllabus)Ajeeth KumarNo ratings yet
- Refund Cancellation RulesDocument11 pagesRefund Cancellation RulesSumit RazNo ratings yet
- CCTTC - SUP9 Datasheet, Chemical Composition: Item Standard Number DescriptionsDocument3 pagesCCTTC - SUP9 Datasheet, Chemical Composition: Item Standard Number DescriptionsAjeeth KumarNo ratings yet
- Break-Even Analysis Unit IiDocument24 pagesBreak-Even Analysis Unit IiAjeeth KumarNo ratings yet
- BK Sales Marketing Global Record Flyer MMP Eclipse Cast Lip EnglishDocument1 pageBK Sales Marketing Global Record Flyer MMP Eclipse Cast Lip EnglishAjeeth KumarNo ratings yet
- Problems and Solutions in Human Resources ManagemeDocument28 pagesProblems and Solutions in Human Resources ManagemeAjeeth KumarNo ratings yet
- Bharathidasan University, P.G. Extension Centre ProspectusDocument3 pagesBharathidasan University, P.G. Extension Centre ProspectusAjeeth KumarNo ratings yet
- 11th Chemistry Blue Print Based On Half Yearly Exam and First Revision Test QuestionsDocument2 pages11th Chemistry Blue Print Based On Half Yearly Exam and First Revision Test QuestionsAjeeth KumarNo ratings yet
- GATE 2022 MT Memory-Based QuestionsDocument2 pagesGATE 2022 MT Memory-Based QuestionsAjeeth KumarNo ratings yet
- Venue - Brochure-16PP - For WebDocument10 pagesVenue - Brochure-16PP - For WebAjeeth KumarNo ratings yet
- Evaluation of Primary Slurry Used in Ceramic Shell Investment Casting ProcessDocument5 pagesEvaluation of Primary Slurry Used in Ceramic Shell Investment Casting ProcessAjeeth KumarNo ratings yet
- Effects of Thermal Treatment On Mechanical Properties and Grain Size of En8 SteelDocument5 pagesEffects of Thermal Treatment On Mechanical Properties and Grain Size of En8 SteelAjeeth KumarNo ratings yet
- v5.i6.1.STUDY OF THE EFFECT OF HEAT TREATING TEMPERATURES ON THE CALCULATED FATIGUE LIMIT AND BRINELL HARDNESS NUMBER OF THE STEEL ALLOY AISI 4140Document5 pagesv5.i6.1.STUDY OF THE EFFECT OF HEAT TREATING TEMPERATURES ON THE CALCULATED FATIGUE LIMIT AND BRINELL HARDNESS NUMBER OF THE STEEL ALLOY AISI 4140Ajeeth KumarNo ratings yet
- Industrial Anodizing Co Inc B912Document4 pagesIndustrial Anodizing Co Inc B912Ajeeth Kumar100% (1)
- Fasteners - Electroplated Coating Systems (ISO 4042:2018)Document18 pagesFasteners - Electroplated Coating Systems (ISO 4042:2018)Ajeeth KumarNo ratings yet
- Ikke-Destruktiv Prøving Ultralydprøving Terminologi (ISO 5577:2017)Document7 pagesIkke-Destruktiv Prøving Ultralydprøving Terminologi (ISO 5577:2017)Ajeeth KumarNo ratings yet
- Scanning Electron Microscopy (SEM) With Energy Dispersive Spectroscopy (EDS) AnalysisDocument5 pagesScanning Electron Microscopy (SEM) With Energy Dispersive Spectroscopy (EDS) AnalysisAjeeth KumarNo ratings yet
- Effect of Process Parameters On Roughness and Hardness of Surface Anddimensional Accuracy of Lost Wax Process Casting 2169 0022 1000175Document4 pagesEffect of Process Parameters On Roughness and Hardness of Surface Anddimensional Accuracy of Lost Wax Process Casting 2169 0022 1000175Ajeeth KumarNo ratings yet
- Certificate of Analysis: Brammer Standard Company, IncDocument4 pagesCertificate of Analysis: Brammer Standard Company, IncAjeeth KumarNo ratings yet
- PDSDetail PageDocument2 pagesPDSDetail PageAjeeth KumarNo ratings yet
- Heat Treatment SolutionsDocument16 pagesHeat Treatment SolutionsAjeeth KumarNo ratings yet
- Study of Mechanical Properties and Change in Microstructure of Alloy Steel EN24 Under Various Heat Treatment ProcessDocument7 pagesStudy of Mechanical Properties and Change in Microstructure of Alloy Steel EN24 Under Various Heat Treatment ProcessAjeeth KumarNo ratings yet
- The Effects of Heat Treatment On The Microstructure and Mechanical Properties of EN19 Steel AlloyDocument11 pagesThe Effects of Heat Treatment On The Microstructure and Mechanical Properties of EN19 Steel AlloyAjeeth KumarNo ratings yet
- GC Tips Tricks-Agilent (Compatibility Mode)Document43 pagesGC Tips Tricks-Agilent (Compatibility Mode)Sneha PatelNo ratings yet
- Case Study Chap 5Document3 pagesCase Study Chap 5Rob HolzheimerNo ratings yet
- Cooling System Cat C-15 & C-18Document5 pagesCooling System Cat C-15 & C-18Harzanyi MaldonadoNo ratings yet
- Linker and LoadersDocument41 pagesLinker and LoadersVishal Kumkar50% (2)
- Refrigerator HaierDocument65 pagesRefrigerator HaierSonu VishwakarmaNo ratings yet
- PD 142 VM 01 060: OC No. Document No. Total Sheets 3Document4 pagesPD 142 VM 01 060: OC No. Document No. Total Sheets 3GAGANNo ratings yet
- An Application of Six Sigma in Service Sector-A Case StudyDocument9 pagesAn Application of Six Sigma in Service Sector-A Case StudyblitzkrigNo ratings yet
- CSC248 Julai 22 QuizDocument9 pagesCSC248 Julai 22 QuizAdib AfhamNo ratings yet
- 12.5 Oh GR CN ZDL SP Hdil CalDocument22 pages12.5 Oh GR CN ZDL SP Hdil CalStephanyNo ratings yet
- Mod. ULL/EV Mod. ULL-1/EV: Extraction Pilot PlantDocument1 pageMod. ULL/EV Mod. ULL-1/EV: Extraction Pilot PlantRiccardo VianelloNo ratings yet
- Crf250l Parts CatalogueDocument110 pagesCrf250l Parts Cataloguezack BlackbirdNo ratings yet
- Psy5 Psy5 Synchronizing System Version 1.1 Synchronizing System Version 1.1Document52 pagesPsy5 Psy5 Synchronizing System Version 1.1 Synchronizing System Version 1.1Orietta BarberiNo ratings yet
- File 20210119 102344 Ketcau Han 3.06Document66 pagesFile 20210119 102344 Ketcau Han 3.06Nguyễn Văn NguyệnNo ratings yet
- Arc Welding FaultsDocument7 pagesArc Welding FaultsleijuliaNo ratings yet
- Common Problems Faced in Geothermal Generation and How To Deal With ThemDocument12 pagesCommon Problems Faced in Geothermal Generation and How To Deal With ThemEM Rifqi Wilda PradanaNo ratings yet
- Lect 7 Security Handshake and PitfallsDocument33 pagesLect 7 Security Handshake and Pitfallsapi-263559350% (1)
- HLP IntroductionDocument14 pagesHLP IntroductionJorge RuizNo ratings yet
- Water Specialist WS2H and WS3 Control Valve Drawings and Service ManualDocument44 pagesWater Specialist WS2H and WS3 Control Valve Drawings and Service Manualanon_771758198No ratings yet
- Bondstrand Product Dimension For Serires 2000M Sockect 90° ELBOW Pipe Depth 90º ELBOW S/R Ansi QLMDocument33 pagesBondstrand Product Dimension For Serires 2000M Sockect 90° ELBOW Pipe Depth 90º ELBOW S/R Ansi QLMDewandanuNo ratings yet
- 3rv2021 Catalog STARTER SIEMENSDocument1 page3rv2021 Catalog STARTER SIEMENSNoeNo ratings yet
- Frederick Taylor and Scientific ManagementDocument3 pagesFrederick Taylor and Scientific Managementirfanabid828No ratings yet
- AE 1350 Lecture Notes #7Document30 pagesAE 1350 Lecture Notes #7Mahesh IndeNo ratings yet
- 1 ElectostaticsDocument41 pages1 Electostaticsthinkiit100% (2)
- Assignment #1: Solution Due Date: 27 June 2019Document3 pagesAssignment #1: Solution Due Date: 27 June 2019Yadhuvanth kumarNo ratings yet
- Technology Company Creates Showcase Intelligent BuildingDocument6 pagesTechnology Company Creates Showcase Intelligent BuildingXiao QiNo ratings yet
- Candela Brochure 2011Document24 pagesCandela Brochure 2011Zain AliNo ratings yet