Download as docx, pdf, or txt
You might also like
- LAIODocument2 pagesLAIOKenar PatelNo ratings yet
- Development of The Compound Die Forming Technology United Between Semi-Progressive and Transfer DieDocument9 pagesDevelopment of The Compound Die Forming Technology United Between Semi-Progressive and Transfer DieranggaganjarNo ratings yet
- Crash Analysis of Bumper Assembly With Solver To Improvise The Design For Impact Tests IJERTV2IS60577Document8 pagesCrash Analysis of Bumper Assembly With Solver To Improvise The Design For Impact Tests IJERTV2IS60577Suryadevara Mouneesh ChowdaryNo ratings yet
- Additive Designand Manufacturingof Jet Engine Parts Additive Designand Manufacturingof Jet Engine PartsDocument6 pagesAdditive Designand Manufacturingof Jet Engine Parts Additive Designand Manufacturingof Jet Engine Partsguilherme lacerdaNo ratings yet
- 149 Crash NCDocument5 pages149 Crash NCBrhane TeklayNo ratings yet
- Impact Analysis On Car BumperDocument5 pagesImpact Analysis On Car Bumperkailashparmar1No ratings yet
- Research ArticleDocument14 pagesResearch ArticlesithananthansithuNo ratings yet
- IJRASET1Document16 pagesIJRASET1krishnaNo ratings yet
- Procast 2009 Steel ExampleDocument11 pagesProcast 2009 Steel ExampleKimberly KingNo ratings yet
- Additive ManufacturingDocument25 pagesAdditive Manufacturingarjun.ahire187No ratings yet
- Metals 13 01762Document28 pagesMetals 13 01762rodolfolbatalhaNo ratings yet
- AMME - Volume 17 - Issue 17th International Conference On Applied Mechanics and Mechanical Engineering - Pages 1-14Document14 pagesAMME - Volume 17 - Issue 17th International Conference On Applied Mechanics and Mechanical Engineering - Pages 1-14Ahmed AlbrashiNo ratings yet
- 1 s2.0 S0167931722002295 MainDocument14 pages1 s2.0 S0167931722002295 Mainaaron wileyNo ratings yet
- Icndme 14273Document9 pagesIcndme 14273FS18ME046 MAYUR NikamNo ratings yet
- Impact of Fused Deposition Modeling (FDM) Process ParametersDocument13 pagesImpact of Fused Deposition Modeling (FDM) Process ParametersKenan MuhamedagićNo ratings yet
- 1 s2.0 S2214785320358922 MainDocument11 pages1 s2.0 S2214785320358922 MainGuilherme SampaioNo ratings yet
- Alpro AES1993Document10 pagesAlpro AES1993Camilo ReinaNo ratings yet
- Plastics in Automotive Engineering: Technical Solutions and TrendsDocument2 pagesPlastics in Automotive Engineering: Technical Solutions and TrendsMoHaN RaMaNaNo ratings yet
- 1 s2.0 S2212827119303142 MainDocument6 pages1 s2.0 S2212827119303142 Maindigvijaybhingare1243No ratings yet
- Automotiv Ody Panel Surface ClassificationDocument7 pagesAutomotiv Ody Panel Surface ClassificationAndy Z del PieroNo ratings yet
- Characterization and Optimization of Mechanical Properties of ABS Parts-2Document1 pageCharacterization and Optimization of Mechanical Properties of ABS Parts-2AadelNo ratings yet
- (PDF) Additive Manufacturing With WeldingDocument18 pages(PDF) Additive Manufacturing With WeldingGond AbhishekNo ratings yet
- Computer-Aided Casting Design and Simulation PDFDocument9 pagesComputer-Aided Casting Design and Simulation PDFmonish KrishnaNo ratings yet
- Proceedings FinalDocument31 pagesProceedings FinalPalaniVelRajanNo ratings yet
- 1 s2.0 S2212827122001159 MainDocument6 pages1 s2.0 S2212827122001159 MainSUBHASHISH SAHOONo ratings yet
- Mandarin 2 DialogDocument8 pagesMandarin 2 DialogZiyad RazaliNo ratings yet
- Schramm 2002Document7 pagesSchramm 2002Kubilay AçıkgözNo ratings yet
- AM in The Aerospace and Automotive Industries - Recent Trends and Role in Achieving Sustainable Development GoalsDocument18 pagesAM in The Aerospace and Automotive Industries - Recent Trends and Role in Achieving Sustainable Development GoalsGiank MarchNo ratings yet
- A Metal Powder Bed Fusion Process in Industry QualDocument21 pagesA Metal Powder Bed Fusion Process in Industry QualElsaid SalahNo ratings yet
- Analysis and Validation of Gravity Die Casting ProcessDocument7 pagesAnalysis and Validation of Gravity Die Casting Processhosseinidokht86100% (1)
- Journal of Automobile Engineering and Applications Study of Two-Distinct Automotive Bumper Beam Designs During Low Speed ImpactsDocument14 pagesJournal of Automobile Engineering and Applications Study of Two-Distinct Automotive Bumper Beam Designs During Low Speed ImpactssandeepNo ratings yet
- Bumper BeamDocument4 pagesBumper BeamJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Prediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisDocument12 pagesPrediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisBasavaraj G LNo ratings yet
- The Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentDocument12 pagesThe Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentIJRASETPublicationsNo ratings yet
- 1 s2.0 S2214785321032168 MainDocument7 pages1 s2.0 S2214785321032168 Mainsachinphalswal19No ratings yet
- A Generic Framework For Rapid Development of InjecDocument10 pagesA Generic Framework For Rapid Development of InjecabraNo ratings yet
- Design Consideration For Additive Manufacturing Fu PDFDocument28 pagesDesign Consideration For Additive Manufacturing Fu PDFChethan rajNo ratings yet
- 1 PBDocument11 pages1 PBSyed ShariqNo ratings yet
- Journal 7 PDFDocument10 pagesJournal 7 PDFSree KanthNo ratings yet
- Design, Analysis, Fabrication and Testing of A Formula Car ChassisDocument10 pagesDesign, Analysis, Fabrication and Testing of A Formula Car ChassisSavalia HardikNo ratings yet
- A Current State of Metal Additive Manufacturing Methods: A ReviewDocument8 pagesA Current State of Metal Additive Manufacturing Methods: A ReviewJoe JoeyNo ratings yet
- Support Structure Constrained Topology Optimization For Additive ManufacturingDocument38 pagesSupport Structure Constrained Topology Optimization For Additive ManufacturingJon SnowNo ratings yet
- Additive Manufacturing: A Way Forward Transition From Conventional To Advanced Manufacturing TechnologyDocument19 pagesAdditive Manufacturing: A Way Forward Transition From Conventional To Advanced Manufacturing TechnologyGet SazzidNo ratings yet
- Three Dimention Printing: What Is 3D Printing?Document6 pagesThree Dimention Printing: What Is 3D Printing?Aakarsh VermaNo ratings yet
- 919 2980 1 PB PDFDocument9 pages919 2980 1 PB PDFrosyiNo ratings yet
- Material-Specific Properties and Applications of Additive Manufacturing Techniques: A Comprehensive ReviewDocument19 pagesMaterial-Specific Properties and Applications of Additive Manufacturing Techniques: A Comprehensive ReviewRishi RishiNo ratings yet
- 1 s2.0 S2214785322018119 MainDocument5 pages1 s2.0 S2214785322018119 MainEstudiante2346No ratings yet
- Khedkar 2020 J. Phys. Conf. Ser. 1706 012169Document9 pagesKhedkar 2020 J. Phys. Conf. Ser. 1706 012169Brhane TeklayNo ratings yet
- Durão2019 Article OptimizingAdditiveManufacturinDocument23 pagesDurão2019 Article OptimizingAdditiveManufacturinAlamNo ratings yet
- GFRP NCODE Designlife DigimatDocument11 pagesGFRP NCODE Designlife DigimatKruthika K CNo ratings yet
- Lattice Structure Design For AmDocument9 pagesLattice Structure Design For AmNishar Alam Khan 19MCD0042No ratings yet
- Investigation of The Effect of Built Orientation On Mechanical Properties and Total Cost of FDM PartsDocument6 pagesInvestigation of The Effect of Built Orientation On Mechanical Properties and Total Cost of FDM PartsAnilNo ratings yet
- Ijapie 2017 02 220Document7 pagesIjapie 2017 02 220Rui MatiasNo ratings yet
- Design and Analysis of Pressure Die Casting For Automobile ComponentDocument10 pagesDesign and Analysis of Pressure Die Casting For Automobile Componentruben6286No ratings yet
- Materials 15 07954 v2Document19 pagesMaterials 15 07954 v2Mehmet Cemal ACARNo ratings yet
- Cost Estimation Model of Structural Steel For SuperDocument9 pagesCost Estimation Model of Structural Steel For Superthuan100% (1)
- 2017 Lattice Structure DesignDocument15 pages2017 Lattice Structure DesignYusuf YamanerNo ratings yet
- Design For Manufacturing and Assembly of A Connecting Rod 1362031980Document7 pagesDesign For Manufacturing and Assembly of A Connecting Rod 1362031980addayesudasNo ratings yet
- Design Analysis of Machine Tool Structure With ArtDocument14 pagesDesign Analysis of Machine Tool Structure With ArttarnoscribdNo ratings yet
- GIRIJOURNALDocument19 pagesGIRIJOURNALZied AbidiNo ratings yet
- Welding DefectsDocument77 pagesWelding DefectsBalakumar100% (1)
- Production and Operations Management MCQ With Answers1Document6 pagesProduction and Operations Management MCQ With Answers1Pranoy Sarkar0% (2)
- Tiger 3 Terms 376Document376 pagesTiger 3 Terms 376JASPHER DAVE PLANDEZNo ratings yet
- ENG Siliconizer RC200 TDSDocument2 pagesENG Siliconizer RC200 TDSPedro PaulinoNo ratings yet
- 2nd SCH A INCENTIVES Version IIIDocument322 pages2nd SCH A INCENTIVES Version IIImesfinNo ratings yet
- Bearing N PDFDocument160 pagesBearing N PDFAnonymous hxQ7PNOQNo ratings yet
- Active Shielding Gases - ESABDocument3 pagesActive Shielding Gases - ESABGabor VatoNo ratings yet
- Project Catalogue EISENKRAFTDocument14 pagesProject Catalogue EISENKRAFTJean CarlosNo ratings yet
- Overview+of+the+Steelmaking+Process PosterDocument1 pageOverview+of+the+Steelmaking+Process PostersmithNo ratings yet
- Spu26 2305 CDocument280 pagesSpu26 2305 CParveen YadavNo ratings yet
- P91 and Beyond Welding The New GeneratioDocument5 pagesP91 and Beyond Welding The New GeneratioBN JadhavNo ratings yet
- Chapter 7-The Conversion Cycle: True/FalseDocument22 pagesChapter 7-The Conversion Cycle: True/FalseJOSCEL SYJONGTIANNo ratings yet
- MTC Pipa Kotak 60x2, 50x2Document1 pageMTC Pipa Kotak 60x2, 50x2Pahala LumbantoruanNo ratings yet
- 01 - WPS - Welder Qualification and WPQR For MS 5.0 MM RAKESH Fillet T JointDocument5 pages01 - WPS - Welder Qualification and WPQR For MS 5.0 MM RAKESH Fillet T JointssqiindiapvtltdNo ratings yet
- Career Program in Seating System Design Using CATIA V5Document4 pagesCareer Program in Seating System Design Using CATIA V5ManjotNo ratings yet
- Leadwell TDC-510 00004Document4 pagesLeadwell TDC-510 00004Shaher YarNo ratings yet
- Concrete - Technology (CH 7)Document10 pagesConcrete - Technology (CH 7)Technical Tik-Tok VideoNo ratings yet
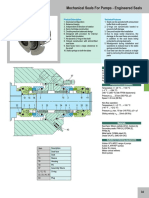
- PP-D Dual Seals: Mechanical Seals For Pumps - Engineered SealsDocument1 pagePP-D Dual Seals: Mechanical Seals For Pumps - Engineered SealsLuis BassoNo ratings yet
- Combination Tanning L.CDocument10 pagesCombination Tanning L.CSHAWN TAKAONANo ratings yet
- Kaizen FinalDocument28 pagesKaizen FinalHimanshu MishraNo ratings yet
- IESS IX - List of Overseas DelegatesDocument20 pagesIESS IX - List of Overseas DelegatesJayaprakash Subban100% (1)
- Proposal PresentationDocument22 pagesProposal Presentationtofik abaduraNo ratings yet
- 131.4.1-1 Temperaturas de PreaquecimentoDocument1 page131.4.1-1 Temperaturas de PreaquecimentoRodrigo CarneiroNo ratings yet
- BU610 - Unit 2 - Student WorkbookDocument9 pagesBU610 - Unit 2 - Student Workbookskilled writerNo ratings yet
- The Economic Benefits of Chlorine Chemistry in Titanium and Titanium Dioxide in The US and Canada PDFDocument15 pagesThe Economic Benefits of Chlorine Chemistry in Titanium and Titanium Dioxide in The US and Canada PDFAmer AlkalaifhNo ratings yet
- Lapox K-540: Technical Data Sheet - Polymers BusinessDocument2 pagesLapox K-540: Technical Data Sheet - Polymers BusinessAMIT HALDERNo ratings yet
- The Industrial Revolution: Blessing or Curse ?Document24 pagesThe Industrial Revolution: Blessing or Curse ?Kaylajane CalubidNo ratings yet
- Ioesolutions Esign Com NP Contents Sanitary Engineering Ce 656Document5 pagesIoesolutions Esign Com NP Contents Sanitary Engineering Ce 656Ranjit MahatoNo ratings yet
- ImpuDocument1 pageImpuvarun kumarNo ratings yet