Download as pdf or txt
You might also like
- Syllabus Cse 1-4 (Regulation 2001)Document50 pagesSyllabus Cse 1-4 (Regulation 2001)Jaganathan K93% (28)
- A Design Manual For Water WheelsDocument82 pagesA Design Manual For Water WheelsNicolas InfanteNo ratings yet
- Chapter 4-DDocument14 pagesChapter 4-DMahrouz MadoNo ratings yet
- TAMU - Pemex: Offshore DrillingDocument31 pagesTAMU - Pemex: Offshore DrillingkfranovskyNo ratings yet
- DST JobDocument40 pagesDST JobTARIQNo ratings yet
- Davis Lynch Cementing PDFDocument30 pagesDavis Lynch Cementing PDFWilliam0% (1)
- 1.8 Casing Design1.9 Burst, Collapse, TensionDocument19 pages1.8 Casing Design1.9 Burst, Collapse, TensionMobeen MurtazaNo ratings yet
- Managed Pressure Drilling & Underbalanced Operations: Platinum SponsorsDocument4 pagesManaged Pressure Drilling & Underbalanced Operations: Platinum SponsorsSyed IrtazaNo ratings yet
- Nº 2 Drilling Technology For The Man On The RigDocument26 pagesNº 2 Drilling Technology For The Man On The Rigalex marcelo segovia alvarez100% (1)
- H03280 04 Horizontal Systems PDFDocument20 pagesH03280 04 Horizontal Systems PDFKeshav PujeriNo ratings yet
- 13 - Underground BlowoutsDocument13 pages13 - Underground Blowoutsمنتصر الشويهديNo ratings yet
- A Solution Model For Stuck-Pipe & Fishing Challenges in Geothermal Drilling - A Case of The Olkaria Geothermal FieldDocument9 pagesA Solution Model For Stuck-Pipe & Fishing Challenges in Geothermal Drilling - A Case of The Olkaria Geothermal Fieldzeze_13No ratings yet
- 5.5 DPDocument20 pages5.5 DPGobinda SinhaNo ratings yet
- Max Pull On Drill StringDocument1 pageMax Pull On Drill StringMuhammad ShahrukhNo ratings yet
- 4.500 in 18.90 PPF 0.430 in SM2535-125 VAM HTF-NR Ref. 27-11-17Document1 page4.500 in 18.90 PPF 0.430 in SM2535-125 VAM HTF-NR Ref. 27-11-17Ahmed Elwany100% (1)
- Motors Brochure EHODocument5 pagesMotors Brochure EHOaivanho63No ratings yet
- Running Procedure 5Document2 pagesRunning Procedure 5Pesireron RoberthNo ratings yet
- Theory Slides 1Document82 pagesTheory Slides 1Eslam IsmaeelNo ratings yet
- FOCUSSTUCKPIPEDocument21 pagesFOCUSSTUCKPIPEVikas kumar singhNo ratings yet
- Group 4 - Expandable TubularDocument20 pagesGroup 4 - Expandable TubularAzka Roby AntariNo ratings yet
- Kill Sheet: Prerecorded Infromation Pump Strokes RequiredDocument16 pagesKill Sheet: Prerecorded Infromation Pump Strokes RequiredAbdul Hameed OmarNo ratings yet
- 1) Anusha A/P Nagaih 2) Melinda Mallini A/P Loudersamy 3) Sangeetha A/P Balaram 4) Vinohthinii A/P R Tamilselvan 5) Youssif SamiDocument17 pages1) Anusha A/P Nagaih 2) Melinda Mallini A/P Loudersamy 3) Sangeetha A/P Balaram 4) Vinohthinii A/P R Tamilselvan 5) Youssif Samitashh raoNo ratings yet
- Lower Completion 1Document10 pagesLower Completion 1Muhammad ImranNo ratings yet
- DRILPLEX - Casing MillingDocument5 pagesDRILPLEX - Casing MillingPablo Martínez BerenguerNo ratings yet
- Wireline Rig Up On Bails For Deepwater Rig Correlation PDFDocument1 pageWireline Rig Up On Bails For Deepwater Rig Correlation PDFgugal KumarNo ratings yet
- Well CementingDocument11 pagesWell CementingSuleiman BaruniNo ratings yet
- 00087167Document11 pages00087167JohnSmith100% (1)
- SPE-203603-MS Lessons Learned From Drilling A Long Open Hole Interval and Recovery From A Stuck Pipe IncidentDocument8 pagesSPE-203603-MS Lessons Learned From Drilling A Long Open Hole Interval and Recovery From A Stuck Pipe IncidentKd FaNo ratings yet
- Design of Carbon Capture and Sequestration CCS WellsDocument12 pagesDesign of Carbon Capture and Sequestration CCS Wellsartdanielz09No ratings yet
- Well Control Simulation PDFDocument8 pagesWell Control Simulation PDFSalem HalbaouiNo ratings yet
- CHK3 Choke Manifold Test Rev 2Document1 pageCHK3 Choke Manifold Test Rev 2ayhamNo ratings yet
- Sem-Logo QG-II MAIO 2014 PDFDocument2 pagesSem-Logo QG-II MAIO 2014 PDFPablo Rivas RNo ratings yet
- Kirksey - Squeeze CementingDocument37 pagesKirksey - Squeeze CementingAquiles CarreraNo ratings yet
- 03 HAL-2011 Steering Tools FDocument10 pages03 HAL-2011 Steering Tools FMiftahul Riski NasutionNo ratings yet
- IADC/SPE 59237 Milling Variable Window Openings For SidetrackingDocument7 pagesIADC/SPE 59237 Milling Variable Window Openings For SidetrackingRendy MahmudaNo ratings yet
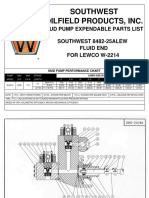
- Southwest Oilfield Products, Inc.: Mud Pump Expendable Parts List SOUTHWEST 8482-25ALEW Fluid End For Lewco W-2214Document7 pagesSouthwest Oilfield Products, Inc.: Mud Pump Expendable Parts List SOUTHWEST 8482-25ALEW Fluid End For Lewco W-2214Alejandro AlejandreNo ratings yet
- Acid TunnelingDocument3 pagesAcid TunnelingFisher YohannesNo ratings yet
- Well Service IWCF Test and AnswersDocument33 pagesWell Service IWCF Test and Answersseyyid ali lylNo ratings yet
- Basic Concepts of CementingDocument47 pagesBasic Concepts of CementingTariqNo ratings yet
- Day 1 Practical ExamplesDocument23 pagesDay 1 Practical ExamplesRadu ChibzuiNo ratings yet
- Stripping OperationsDocument4 pagesStripping Operationshosam aliNo ratings yet
- Offshore 2005 Jackuprig PSTRDocument1 pageOffshore 2005 Jackuprig PSTRGuido FloresNo ratings yet
- Squeeze CementDocument10 pagesSqueeze CementAbdelkader FattoucheNo ratings yet
- Drilling Application: Name of Company: Well Name & Number: DateDocument1 pageDrilling Application: Name of Company: Well Name & Number: Datelaxmikant1983No ratings yet
- Top Squeeze or Top FillDocument5 pagesTop Squeeze or Top Filldrilling moneytreeNo ratings yet
- 26 Mill-EZ Composite Bridge PlugDocument2 pages26 Mill-EZ Composite Bridge PlugzbhdzpNo ratings yet
- Reservoir FluidsDocument17 pagesReservoir FluidsMusab AlzwayiNo ratings yet
- 16 Dual Gradient DrillingDocument60 pages16 Dual Gradient DrillingHakan ÖzkaraNo ratings yet
- RTTS Circulating ValveDocument2 pagesRTTS Circulating ValveHamid Reza BabaeiNo ratings yet
- Mud/Gas Separator Sizing and Evaluation: G.R. MacdougallDocument6 pagesMud/Gas Separator Sizing and Evaluation: G.R. MacdougallDiego AraqueNo ratings yet
- g312 ManualDocument14 pagesg312 Manualflasher_for_nokiaNo ratings yet
- Back OffDocument3 pagesBack OffSasan AbbasiNo ratings yet
- Drilling 1 AutoRecoveredDocument52 pagesDrilling 1 AutoRecoveredKhaled AdelNo ratings yet
- Weather Ford Drillout ProcedureDocument1 pageWeather Ford Drillout Proceduretonze1No ratings yet
- 2-Important OperationsDocument17 pages2-Important OperationsLazharNo ratings yet
- IDM Basic Training - ModrillDocument30 pagesIDM Basic Training - ModrillThomas Du100% (1)
- Schlumberger CPS 636 PDFDocument2 pagesSchlumberger CPS 636 PDFИгорь ШиренинNo ratings yet
- PD Drilling Jar Manual - CompressedDocument13 pagesPD Drilling Jar Manual - Compressednjileo100% (1)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersFrom EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNo ratings yet
- Analyzing Your HR LandscapeDocument2 pagesAnalyzing Your HR LandscapeKashis Kumar100% (1)
- Statistics Is The Science of Using Information Discovered From Studying NumbersDocument3 pagesStatistics Is The Science of Using Information Discovered From Studying NumbersAMIN BUHARI ABDUL KHADERNo ratings yet
- LNG Expert Training - Korea OktoberDocument9 pagesLNG Expert Training - Korea OktoberMasri MulyadiNo ratings yet
- Geotextiles and Geomembranes 48 (2020) 110-119Document10 pagesGeotextiles and Geomembranes 48 (2020) 110-119Alexander RiosNo ratings yet
- Revised RFQ Kochi OceanariumDocument90 pagesRevised RFQ Kochi OceanariumEjas Halu Mohammed100% (1)
- Detallado Por Ejecutivo Clientes Medianamente SatisfechosDocument335 pagesDetallado Por Ejecutivo Clientes Medianamente SatisfechosLeonardo Toro CastroNo ratings yet
- Ticket MYNL QGQS IYOW OutDocument1 pageTicket MYNL QGQS IYOW OutHarsha RajendranNo ratings yet
- FEM Based Random VibrationDocument12 pagesFEM Based Random VibrationYoyok SetyoNo ratings yet
- CN - PP - AttendanceDocument10 pagesCN - PP - Attendanceagoyal5145No ratings yet
- 8-2-16 Tina LindaDocument8 pages8-2-16 Tina LindaERICK SIMANJUNTAKNo ratings yet
- Mri AssignmentDocument3 pagesMri AssignmentaparjotNo ratings yet
- Manpreet Et Al 2010Document12 pagesManpreet Et Al 2010manpreetNo ratings yet
- Mahle Air Filter (Primary) For CaterpillarDocument12 pagesMahle Air Filter (Primary) For Caterpillarsuraj pandeyNo ratings yet
- Writing Skills Mudassar Saeed KhanDocument39 pagesWriting Skills Mudassar Saeed KhanRajiv KumarNo ratings yet
- 50 Point PlanDocument54 pages50 Point PlanTime Warner Cable NewsNo ratings yet
- 10% Persuasive Speech Outline Template s12021Document8 pages10% Persuasive Speech Outline Template s12021Zulkhairi AlzuhdiNo ratings yet
- Youth Preacher's Training Course APRIL 2020 - Level 1 and 2Document2 pagesYouth Preacher's Training Course APRIL 2020 - Level 1 and 2sanatanNo ratings yet
- Computing Devices (Ii)Document8 pagesComputing Devices (Ii)Adaeze Victoria Pearl OnyekwereNo ratings yet
- Animation ProjectDocument10 pagesAnimation Projectapi-463943503No ratings yet
- Bridge Loading in Malaysia Past Present and The FuDocument12 pagesBridge Loading in Malaysia Past Present and The FuOscarKonzultNo ratings yet
- Grade 5 Chapter 1 The Fish TaleDocument15 pagesGrade 5 Chapter 1 The Fish TaleThulirgalNo ratings yet
- VARC QUESTIONS (3) (AutoRecovered)Document56 pagesVARC QUESTIONS (3) (AutoRecovered)GomishChawlaNo ratings yet
- Group 5 Research12 HumssDocument8 pagesGroup 5 Research12 HumssTrisha Mae LindayagNo ratings yet
- Sales Document StructureDocument5 pagesSales Document StructureShashi RayappagariNo ratings yet
- Long Division WorksheetDocument12 pagesLong Division WorksheetHoi Yuet ChauNo ratings yet
- Technical Data Sheet: NIR-OnlineDocument10 pagesTechnical Data Sheet: NIR-OnlineMiguelNo ratings yet
- Ara Samudra 25TDocument1 pageAra Samudra 25Tnikmatulloh rizaNo ratings yet
- Heavy Engineering Corporation Project ReportDocument28 pagesHeavy Engineering Corporation Project ReportAshish jhaNo ratings yet