
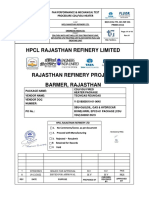
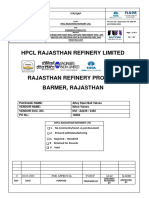
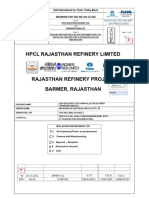
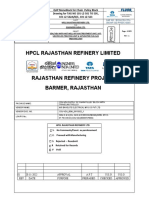
TPL 20537 D141 00002 - Gad - 1835 V 011 - R0
TPL 20537 D141 00002 - Gad - 1835 V 011 - R0
You might also like
- Diagram Cat Jake BrakeDocument7 pagesDiagram Cat Jake BrakeMarc Maxime100% (1)
- ITP Format - Excel GEP 1120Document22 pagesITP Format - Excel GEP 1120raghuvarma100% (1)
- Uop 269Document6 pagesUop 269Edwin V100% (3)
- Panel Drawing PDFDocument40 pagesPanel Drawing PDFashutosh200967% (3)
- Experiment Iii AlkalinityDocument13 pagesExperiment Iii Alkalinitycutetamtam101No ratings yet
- Catalogo PennzoilDocument81 pagesCatalogo PennzoilAngel Flores67% (3)
- Code-1 Is Subjected To Approval of Ibr, Any Change Due To Ibr Vendor To Resubmit Document For ApprovalDocument7 pagesCode-1 Is Subjected To Approval of Ibr, Any Change Due To Ibr Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- Code-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalDocument4 pagesCode-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- Technip Energies Review StampDocument7 pagesTechnip Energies Review StampPRASHANTNo ratings yet
- V 1004024120 0128Document12 pagesV 1004024120 0128Anonymous wc17p7VDFNo ratings yet
- Code-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalDocument4 pagesCode-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- TPL 20537 D140 00002 ND 1835 V 011 Rev 2Document3 pagesTPL 20537 D140 00002 ND 1835 V 011 Rev 2PRASHANTNo ratings yet
- BEAM DETAILING For G+2 Comercial BuildingDocument1 pageBEAM DETAILING For G+2 Comercial BuildingAkib KhanNo ratings yet
- Base Tin Shed: SCALE 0.040 Isometric ViewDocument1 pageBase Tin Shed: SCALE 0.040 Isometric ViewSujeet KumarNo ratings yet
- Girder Layout & LengthDocument1 pageGirder Layout & LengthMrinal KayalNo ratings yet
- Outlet DN600 PN10 F Inlet DN600 PN10: Name PlateDocument1 pageOutlet DN600 PN10 F Inlet DN600 PN10: Name PlatePocola AdrianNo ratings yet
- A B C D E F G H J K Date BY Alteration Detail Location SymbolDocument1 pageA B C D E F G H J K Date BY Alteration Detail Location SymbolDhenil ManubatNo ratings yet
- 0080 D141 00001 - Rev.3 - C1Document2 pages0080 D141 00001 - Rev.3 - C1nuntaricherdchaiNo ratings yet
- HFY-3800-0000-VED-197-STR-DWG-0021 - B - Ere GA Dra of Mis Ste STR SRU Code ADocument19 pagesHFY-3800-0000-VED-197-STR-DWG-0021 - B - Ere GA Dra of Mis Ste STR SRU Code Ajuuzousama1No ratings yet
- 33 11 00-3 Fire Kennedy Hydrant K81D SubmittalDocument12 pages33 11 00-3 Fire Kennedy Hydrant K81D SubmittalDusngi MoNo ratings yet
- Technip Energies Review StampDocument3 pagesTechnip Energies Review StampPRASHANTNo ratings yet
- IndraDocument2 pagesIndravsv mnaNo ratings yet
- Trasmittal Nr. HFY-3800-CPECC-PEGVR-T-0205 - HFY-3800-1501-VED-182-MEC-DWG-0001 - 0 - GA DWG For Lean Ami Air Cooler - Code-ADocument4 pagesTrasmittal Nr. HFY-3800-CPECC-PEGVR-T-0205 - HFY-3800-1501-VED-182-MEC-DWG-0001 - 0 - GA DWG For Lean Ami Air Cooler - Code-Ajuuzousama1No ratings yet
- SC7062 11321 11321M Sc7062-Eh0d-Iso-10-11321m-016 00 SP-004Document1 pageSC7062 11321 11321M Sc7062-Eh0d-Iso-10-11321m-016 00 SP-004Hung NguyenNo ratings yet
- Table 1: Wire Gauge: CoversheetDocument4 pagesTable 1: Wire Gauge: Coversheetasnopolar12No ratings yet
- PW Fly Calibration enDocument2 pagesPW Fly Calibration enEver Antonio Dagovett CalaNo ratings yet
- R10 H11C23 Abt MH GF SDW ST 31001Document2 pagesR10 H11C23 Abt MH GF SDW ST 31001Adel MagdyNo ratings yet
- S1 Pro Main PCB SCH Rev 3.1.1Document6 pagesS1 Pro Main PCB SCH Rev 3.1.1alexis oteroNo ratings yet
- Comment Resolution Sheet (CRS) : SN. Reference OQ Comment Contractor Response Status Open/Closed RemarksDocument2 pagesComment Resolution Sheet (CRS) : SN. Reference OQ Comment Contractor Response Status Open/Closed RemarksMDhana SekarNo ratings yet
- Gom STP Ins Pid 01017 S3 DDocument3 pagesGom STP Ins Pid 01017 S3 DNikhil PatilNo ratings yet
- PP Aaa PP1 108Document18 pagesPP Aaa PP1 108Rabah AmidiNo ratings yet
- 4020-001A-VE-002 Rev 0 GENERAL ARRANGEMENT AMX9000 MIXER - Rev.0 Code2Document1 page4020-001A-VE-002 Rev 0 GENERAL ARRANGEMENT AMX9000 MIXER - Rev.0 Code2thoriq ikhwanNo ratings yet
- Butterfly Valves: B. D. K. Engineering Industries LimitedDocument6 pagesButterfly Valves: B. D. K. Engineering Industries LimitedRajesh KanalaNo ratings yet
- Ypfb Transporte S.A.: Plano de Caja de EngranajesDocument4 pagesYpfb Transporte S.A.: Plano de Caja de EngranajesAdhemar Escobar VelasquezNo ratings yet
- 0363 Marked P&IDs - Rev0Document26 pages0363 Marked P&IDs - Rev0Paul Cecilio Gonzalez RinconNo ratings yet
- IndraDocument2 pagesIndravsv mnaNo ratings yet
- Ca250 Electrical Circuit DiagramDocument14 pagesCa250 Electrical Circuit Diagramderekpalang1003No ratings yet
- MP0150-CSCEC-QF-006 Master Document RegisterDocument4 pagesMP0150-CSCEC-QF-006 Master Document Registerigul2572No ratings yet
- 0P16 I PR Pid 01 002 Rev2Document9 pages0P16 I PR Pid 01 002 Rev2fathan fathullahNo ratings yet
- 2924-B120-13C67-DWG-0004 - R1.0 Electrical Cable Routing and Cable Tray RoutingDocument4 pages2924-B120-13C67-DWG-0004 - R1.0 Electrical Cable Routing and Cable Tray RoutingRonti ChanyangNo ratings yet
- 2 PDFsam SBsimplexlargeDocument1 page2 PDFsam SBsimplexlargeCrisnuel RamirezNo ratings yet
- Ga 157394Document2 pagesGa 157394bao nguyen phanNo ratings yet
- Remote Reading1Document2 pagesRemote Reading1joseph chungNo ratings yet
- Kenworth Pin LayoutDocument5 pagesKenworth Pin Layoutcristian picado100% (1)
- Tabg Jec 0 000 Pro Pid 0012 - GDocument1 pageTabg Jec 0 000 Pro Pid 0012 - GAfif FadhliNo ratings yet
- 28 A. Station Auxiliary Board - Rev-01Document131 pages28 A. Station Auxiliary Board - Rev-01kha nguyenNo ratings yet
- Kenworth Dash Layout: CoversheetDocument6 pagesKenworth Dash Layout: CoversheetHORACIONo ratings yet
- GAD IT3 - Rev3Document2 pagesGAD IT3 - Rev3Wajid AhmedNo ratings yet
- Chieftain 2100X Hyd Circuit (English)Document2 pagesChieftain 2100X Hyd Circuit (English)rajanms1No ratings yet
- B24-Fabircaition and Erection of PipingDocument12 pagesB24-Fabircaition and Erection of PipingRajNo ratings yet
- K Overall Electrical Wiring DiagramDocument24 pagesK Overall Electrical Wiring DiagramLuis Echevarria QuispeNo ratings yet
- Buje Bronce - 4256364-02-DDocument1 pageBuje Bronce - 4256364-02-Dcesar guerreroNo ratings yet
- Training-1: 01 Issued For Training RK RK RKDocument4 pagesTraining-1: 01 Issued For Training RK RK RKJuan Luis FerretNo ratings yet
- en Ie Da PDFDocument2 pagesen Ie Da PDFM HasanovicNo ratings yet
- Unpaid and Unclaimed Dividend Details As On 31.03.2017...Document5 pagesUnpaid and Unclaimed Dividend Details As On 31.03.2017...raghavNo ratings yet
- Op. Consoles, Cabinets, Panels, Arrangement Drawings - LCP: Vendor Document ReviewDocument13 pagesOp. Consoles, Cabinets, Panels, Arrangement Drawings - LCP: Vendor Document ReviewMohamed SamirNo ratings yet
- BK 3600/3800ampDocument1 pageBK 3600/3800ampAveriguaçoes Perigosas (Detetive)No ratings yet
- LineClassTableF8 With Vender Piping - 20170826Document21 pagesLineClassTableF8 With Vender Piping - 20170826miteshNo ratings yet
- Electrical Dwg.Document14 pagesElectrical Dwg.nurul momenNo ratings yet
- 500054-TPL-19274-D141-00006 - Gad - 1833-V-006 Ab - R3Document5 pages500054-TPL-19274-D141-00006 - Gad - 1833-V-006 Ab - R3PRASHANTNo ratings yet
- Crate V33-212Document7 pagesCrate V33-212Danielo ErréNo ratings yet
- TS - S-000-1360-0002V - F9 - 0020 (Piping Line Class)Document23 pagesTS - S-000-1360-0002V - F9 - 0020 (Piping Line Class)miteshNo ratings yet
- Code-1 Is Subjected To Approval of Ibr, Any Change Due To Ibr Vendor To Resubmit Document For ApprovalDocument7 pagesCode-1 Is Subjected To Approval of Ibr, Any Change Due To Ibr Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- 077154C 27794927 0000 ZWM00 QCA B1002 001 - 6 C - UnlockedDocument6 pages077154C 27794927 0000 ZWM00 QCA B1002 001 - 6 C - UnlockedPRASHANTNo ratings yet
- Agitator Vendor QAP Revised Code-1Document1 pageAgitator Vendor QAP Revised Code-1PRASHANTNo ratings yet
- MD (Ha) 2021china001 Date 21 June 2024Document10 pagesMD (Ha) 2021china001 Date 21 June 2024PRASHANTNo ratings yet
- Code-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalDocument4 pagesCode-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- B224 CDU TPL 000 PP QD PR0059 0010 - CompressedDocument46 pagesB224 CDU TPL 000 PP QD PR0059 0010 - CompressedPRASHANTNo ratings yet
- Repeated CommentDocument7 pagesRepeated CommentPRASHANTNo ratings yet
- Cloathing 2 - OptDocument1 pageCloathing 2 - OptPRASHANTNo ratings yet
- CRS For MRB BM2265016Document1 pageCRS For MRB BM2265016PRASHANTNo ratings yet
- RT ProcedureDocument12 pagesRT ProcedurePRASHANTNo ratings yet
- TPL 19249 G159 00019Document55 pagesTPL 19249 G159 00019PRASHANTNo ratings yet
- B224 CDU TPL 101 MP OD PR0001 0152 - OptDocument18 pagesB224 CDU TPL 101 MP OD PR0001 0152 - OptPRASHANTNo ratings yet
- NITON - HYDRO TEST PROCEDURE - Rev.0Document6 pagesNITON - HYDRO TEST PROCEDURE - Rev.0PRASHANT100% (2)
- Ut & Mpi ProcedureDocument23 pagesUt & Mpi ProcedurePRASHANT100% (2)
- Pmi Procedure Rev.0Document5 pagesPmi Procedure Rev.0PRASHANTNo ratings yet
- Tata A2239 Qap Rev.00Document4 pagesTata A2239 Qap Rev.00PRASHANTNo ratings yet
- Clothing 5Document1 pageClothing 5PRASHANTNo ratings yet
- Cloathing 4 - OptDocument1 pageCloathing 4 - OptPRASHANTNo ratings yet
- B224 Cdu TPL 000 MP Ga PR0013 0001 0 - 2Document4 pagesB224 Cdu TPL 000 MP Ga PR0013 0001 0 - 2PRASHANTNo ratings yet
- Unit Conversion Sheet Beta 1Document1 pageUnit Conversion Sheet Beta 1PRASHANTNo ratings yet
- TPL Call No:-HRRL/CDU-VDU/TR-JOHN ZINK/2959 Dated 18.11.2022Document1 pageTPL Call No:-HRRL/CDU-VDU/TR-JOHN ZINK/2959 Dated 18.11.2022PRASHANTNo ratings yet
- B224 Cdu TPL 000 MP Ga PR0013 0002 0 - 2Document4 pagesB224 Cdu TPL 000 MP Ga PR0013 0002 0 - 2PRASHANTNo ratings yet
- QAP With Covering Letter - 29112022Document4 pagesQAP With Covering Letter - 29112022PRASHANTNo ratings yet
- Spiral Weld PipeDocument52 pagesSpiral Weld PipePRASHANTNo ratings yet
- Attachmnet-7 Vendor-Coversheet QAPDocument2 pagesAttachmnet-7 Vendor-Coversheet QAPPRASHANTNo ratings yet
- I. Experiment II. Starting of Experiment Iii. Finishing of Experiment IV. Purpose To Observe The Changing of Chlor Unsure inDocument8 pagesI. Experiment II. Starting of Experiment Iii. Finishing of Experiment IV. Purpose To Observe The Changing of Chlor Unsure inAinur RokhNo ratings yet
- Defectos en La FundicionesDocument4 pagesDefectos en La FundicionesJulio Cesar AyalaNo ratings yet
- 2018.11.25 Grease Book FuchsDocument18 pages2018.11.25 Grease Book FuchsnghiaNo ratings yet
- ASTM d388 1998Document8 pagesASTM d388 1998Javier Villanueva100% (1)
- Astm A182 A182m f904lDocument1 pageAstm A182 A182m f904lestimationNo ratings yet
- Crystal Field Theory of Coordination ComplexesDocument2 pagesCrystal Field Theory of Coordination ComplexesMohammed ZiyadNo ratings yet
- Esomeprazole Mag. Trihydrate Pellets 22.5%Document5 pagesEsomeprazole Mag. Trihydrate Pellets 22.5%Life Pearl100% (1)
- Produktblatt Auruna 215 en Screen 20190416Document2 pagesProduktblatt Auruna 215 en Screen 20190416Abdulrahman JradiNo ratings yet
- CIE As and A-Level Chemistry Coursebook 2nd-Edition (1) 82-98Document17 pagesCIE As and A-Level Chemistry Coursebook 2nd-Edition (1) 82-98Trương Nguyễn Hoàng AnNo ratings yet
- Electronegativity and The Bond TriangleDocument9 pagesElectronegativity and The Bond TriangleKSmklNo ratings yet
- 6063 Aluminium Alloy - WikipediaDocument3 pages6063 Aluminium Alloy - WikipediaNinad PawarNo ratings yet
- Seed Deterioration 2013 PDFDocument5 pagesSeed Deterioration 2013 PDFarghaNo ratings yet
- TDS Enus 0Document2 pagesTDS Enus 0Diego TellezNo ratings yet
- Kvs Sample Paper Chemistry Page 2 - 6Document5 pagesKvs Sample Paper Chemistry Page 2 - 6Rohan BaghelNo ratings yet
- ESAPA Soda Ash Process BREF3 PDFDocument76 pagesESAPA Soda Ash Process BREF3 PDFSalman Khan100% (3)
- Target Iit-Jee: DATE: 12-12-2014Document8 pagesTarget Iit-Jee: DATE: 12-12-2014asuhassNo ratings yet
- 1986 Bookmatter HeatTransferDocument69 pages1986 Bookmatter HeatTransferYng Dmb Broke GuyNo ratings yet
- P.K.Ranganathan: & Cathodic ProtectionDocument40 pagesP.K.Ranganathan: & Cathodic ProtectionRANGAPKNo ratings yet
- Diaper Polymers PDFDocument11 pagesDiaper Polymers PDFMinh Quý LêNo ratings yet
- Concrete Technology VCB 2023 AdmixtureDocument16 pagesConcrete Technology VCB 2023 AdmixtureYazuraPoyoNo ratings yet
- Segun Final Project WorkDocument60 pagesSegun Final Project WorkSegun OlatujaNo ratings yet
- Metric Bolt GradeDocument11 pagesMetric Bolt Gradezulkhairi lopNo ratings yet
- Chem Practice IADocument8 pagesChem Practice IACherylNo ratings yet
- Experiment 1 (Latest)Document16 pagesExperiment 1 (Latest)FadzMieraNo ratings yet
- Dual Water ModelDocument22 pagesDual Water ModelpahlawankemalemanNo ratings yet
- Lab 7 - Analysis of Hard Water - F2010 PDFDocument7 pagesLab 7 - Analysis of Hard Water - F2010 PDFEsha AgarwalNo ratings yet
- Finite Element Analysis of Metal Matrix Composite MaterialsDocument10 pagesFinite Element Analysis of Metal Matrix Composite MaterialssnvijayanNo ratings yet









































































































Download as pdf or txt
You might also like
- Diagram Cat Jake BrakeDocument7 pagesDiagram Cat Jake BrakeMarc Maxime100% (1)
- ITP Format - Excel GEP 1120Document22 pagesITP Format - Excel GEP 1120raghuvarma100% (1)
- Uop 269Document6 pagesUop 269Edwin V100% (3)
- Panel Drawing PDFDocument40 pagesPanel Drawing PDFashutosh200967% (3)
- Experiment Iii AlkalinityDocument13 pagesExperiment Iii Alkalinitycutetamtam101No ratings yet
- Catalogo PennzoilDocument81 pagesCatalogo PennzoilAngel Flores67% (3)
- Code-1 Is Subjected To Approval of Ibr, Any Change Due To Ibr Vendor To Resubmit Document For ApprovalDocument7 pagesCode-1 Is Subjected To Approval of Ibr, Any Change Due To Ibr Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- Code-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalDocument4 pagesCode-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- Technip Energies Review StampDocument7 pagesTechnip Energies Review StampPRASHANTNo ratings yet
- V 1004024120 0128Document12 pagesV 1004024120 0128Anonymous wc17p7VDFNo ratings yet
- Code-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalDocument4 pagesCode-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- TPL 20537 D140 00002 ND 1835 V 011 Rev 2Document3 pagesTPL 20537 D140 00002 ND 1835 V 011 Rev 2PRASHANTNo ratings yet
- BEAM DETAILING For G+2 Comercial BuildingDocument1 pageBEAM DETAILING For G+2 Comercial BuildingAkib KhanNo ratings yet
- Base Tin Shed: SCALE 0.040 Isometric ViewDocument1 pageBase Tin Shed: SCALE 0.040 Isometric ViewSujeet KumarNo ratings yet
- Girder Layout & LengthDocument1 pageGirder Layout & LengthMrinal KayalNo ratings yet
- Outlet DN600 PN10 F Inlet DN600 PN10: Name PlateDocument1 pageOutlet DN600 PN10 F Inlet DN600 PN10: Name PlatePocola AdrianNo ratings yet
- A B C D E F G H J K Date BY Alteration Detail Location SymbolDocument1 pageA B C D E F G H J K Date BY Alteration Detail Location SymbolDhenil ManubatNo ratings yet
- 0080 D141 00001 - Rev.3 - C1Document2 pages0080 D141 00001 - Rev.3 - C1nuntaricherdchaiNo ratings yet
- HFY-3800-0000-VED-197-STR-DWG-0021 - B - Ere GA Dra of Mis Ste STR SRU Code ADocument19 pagesHFY-3800-0000-VED-197-STR-DWG-0021 - B - Ere GA Dra of Mis Ste STR SRU Code Ajuuzousama1No ratings yet
- 33 11 00-3 Fire Kennedy Hydrant K81D SubmittalDocument12 pages33 11 00-3 Fire Kennedy Hydrant K81D SubmittalDusngi MoNo ratings yet
- Technip Energies Review StampDocument3 pagesTechnip Energies Review StampPRASHANTNo ratings yet
- IndraDocument2 pagesIndravsv mnaNo ratings yet
- Trasmittal Nr. HFY-3800-CPECC-PEGVR-T-0205 - HFY-3800-1501-VED-182-MEC-DWG-0001 - 0 - GA DWG For Lean Ami Air Cooler - Code-ADocument4 pagesTrasmittal Nr. HFY-3800-CPECC-PEGVR-T-0205 - HFY-3800-1501-VED-182-MEC-DWG-0001 - 0 - GA DWG For Lean Ami Air Cooler - Code-Ajuuzousama1No ratings yet
- SC7062 11321 11321M Sc7062-Eh0d-Iso-10-11321m-016 00 SP-004Document1 pageSC7062 11321 11321M Sc7062-Eh0d-Iso-10-11321m-016 00 SP-004Hung NguyenNo ratings yet
- Table 1: Wire Gauge: CoversheetDocument4 pagesTable 1: Wire Gauge: Coversheetasnopolar12No ratings yet
- PW Fly Calibration enDocument2 pagesPW Fly Calibration enEver Antonio Dagovett CalaNo ratings yet
- R10 H11C23 Abt MH GF SDW ST 31001Document2 pagesR10 H11C23 Abt MH GF SDW ST 31001Adel MagdyNo ratings yet
- S1 Pro Main PCB SCH Rev 3.1.1Document6 pagesS1 Pro Main PCB SCH Rev 3.1.1alexis oteroNo ratings yet
- Comment Resolution Sheet (CRS) : SN. Reference OQ Comment Contractor Response Status Open/Closed RemarksDocument2 pagesComment Resolution Sheet (CRS) : SN. Reference OQ Comment Contractor Response Status Open/Closed RemarksMDhana SekarNo ratings yet
- Gom STP Ins Pid 01017 S3 DDocument3 pagesGom STP Ins Pid 01017 S3 DNikhil PatilNo ratings yet
- PP Aaa PP1 108Document18 pagesPP Aaa PP1 108Rabah AmidiNo ratings yet
- 4020-001A-VE-002 Rev 0 GENERAL ARRANGEMENT AMX9000 MIXER - Rev.0 Code2Document1 page4020-001A-VE-002 Rev 0 GENERAL ARRANGEMENT AMX9000 MIXER - Rev.0 Code2thoriq ikhwanNo ratings yet
- Butterfly Valves: B. D. K. Engineering Industries LimitedDocument6 pagesButterfly Valves: B. D. K. Engineering Industries LimitedRajesh KanalaNo ratings yet
- Ypfb Transporte S.A.: Plano de Caja de EngranajesDocument4 pagesYpfb Transporte S.A.: Plano de Caja de EngranajesAdhemar Escobar VelasquezNo ratings yet
- 0363 Marked P&IDs - Rev0Document26 pages0363 Marked P&IDs - Rev0Paul Cecilio Gonzalez RinconNo ratings yet
- IndraDocument2 pagesIndravsv mnaNo ratings yet
- Ca250 Electrical Circuit DiagramDocument14 pagesCa250 Electrical Circuit Diagramderekpalang1003No ratings yet
- MP0150-CSCEC-QF-006 Master Document RegisterDocument4 pagesMP0150-CSCEC-QF-006 Master Document Registerigul2572No ratings yet
- 0P16 I PR Pid 01 002 Rev2Document9 pages0P16 I PR Pid 01 002 Rev2fathan fathullahNo ratings yet
- 2924-B120-13C67-DWG-0004 - R1.0 Electrical Cable Routing and Cable Tray RoutingDocument4 pages2924-B120-13C67-DWG-0004 - R1.0 Electrical Cable Routing and Cable Tray RoutingRonti ChanyangNo ratings yet
- 2 PDFsam SBsimplexlargeDocument1 page2 PDFsam SBsimplexlargeCrisnuel RamirezNo ratings yet
- Ga 157394Document2 pagesGa 157394bao nguyen phanNo ratings yet
- Remote Reading1Document2 pagesRemote Reading1joseph chungNo ratings yet
- Kenworth Pin LayoutDocument5 pagesKenworth Pin Layoutcristian picado100% (1)
- Tabg Jec 0 000 Pro Pid 0012 - GDocument1 pageTabg Jec 0 000 Pro Pid 0012 - GAfif FadhliNo ratings yet
- 28 A. Station Auxiliary Board - Rev-01Document131 pages28 A. Station Auxiliary Board - Rev-01kha nguyenNo ratings yet
- Kenworth Dash Layout: CoversheetDocument6 pagesKenworth Dash Layout: CoversheetHORACIONo ratings yet
- GAD IT3 - Rev3Document2 pagesGAD IT3 - Rev3Wajid AhmedNo ratings yet
- Chieftain 2100X Hyd Circuit (English)Document2 pagesChieftain 2100X Hyd Circuit (English)rajanms1No ratings yet
- B24-Fabircaition and Erection of PipingDocument12 pagesB24-Fabircaition and Erection of PipingRajNo ratings yet
- K Overall Electrical Wiring DiagramDocument24 pagesK Overall Electrical Wiring DiagramLuis Echevarria QuispeNo ratings yet
- Buje Bronce - 4256364-02-DDocument1 pageBuje Bronce - 4256364-02-Dcesar guerreroNo ratings yet
- Training-1: 01 Issued For Training RK RK RKDocument4 pagesTraining-1: 01 Issued For Training RK RK RKJuan Luis FerretNo ratings yet
- en Ie Da PDFDocument2 pagesen Ie Da PDFM HasanovicNo ratings yet
- Unpaid and Unclaimed Dividend Details As On 31.03.2017...Document5 pagesUnpaid and Unclaimed Dividend Details As On 31.03.2017...raghavNo ratings yet
- Op. Consoles, Cabinets, Panels, Arrangement Drawings - LCP: Vendor Document ReviewDocument13 pagesOp. Consoles, Cabinets, Panels, Arrangement Drawings - LCP: Vendor Document ReviewMohamed SamirNo ratings yet
- BK 3600/3800ampDocument1 pageBK 3600/3800ampAveriguaçoes Perigosas (Detetive)No ratings yet
- LineClassTableF8 With Vender Piping - 20170826Document21 pagesLineClassTableF8 With Vender Piping - 20170826miteshNo ratings yet
- Electrical Dwg.Document14 pagesElectrical Dwg.nurul momenNo ratings yet
- 500054-TPL-19274-D141-00006 - Gad - 1833-V-006 Ab - R3Document5 pages500054-TPL-19274-D141-00006 - Gad - 1833-V-006 Ab - R3PRASHANTNo ratings yet
- Crate V33-212Document7 pagesCrate V33-212Danielo ErréNo ratings yet
- TS - S-000-1360-0002V - F9 - 0020 (Piping Line Class)Document23 pagesTS - S-000-1360-0002V - F9 - 0020 (Piping Line Class)miteshNo ratings yet
- Code-1 Is Subjected To Approval of Ibr, Any Change Due To Ibr Vendor To Resubmit Document For ApprovalDocument7 pagesCode-1 Is Subjected To Approval of Ibr, Any Change Due To Ibr Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- 077154C 27794927 0000 ZWM00 QCA B1002 001 - 6 C - UnlockedDocument6 pages077154C 27794927 0000 ZWM00 QCA B1002 001 - 6 C - UnlockedPRASHANTNo ratings yet
- Agitator Vendor QAP Revised Code-1Document1 pageAgitator Vendor QAP Revised Code-1PRASHANTNo ratings yet
- MD (Ha) 2021china001 Date 21 June 2024Document10 pagesMD (Ha) 2021china001 Date 21 June 2024PRASHANTNo ratings yet
- Code-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalDocument4 pagesCode-1 Is Subjected To Approval of Ibr. If Any Change Due To Above Vendor To Resubmit Document For ApprovalPRASHANTNo ratings yet
- B224 CDU TPL 000 PP QD PR0059 0010 - CompressedDocument46 pagesB224 CDU TPL 000 PP QD PR0059 0010 - CompressedPRASHANTNo ratings yet
- Repeated CommentDocument7 pagesRepeated CommentPRASHANTNo ratings yet
- Cloathing 2 - OptDocument1 pageCloathing 2 - OptPRASHANTNo ratings yet
- CRS For MRB BM2265016Document1 pageCRS For MRB BM2265016PRASHANTNo ratings yet
- RT ProcedureDocument12 pagesRT ProcedurePRASHANTNo ratings yet
- TPL 19249 G159 00019Document55 pagesTPL 19249 G159 00019PRASHANTNo ratings yet
- B224 CDU TPL 101 MP OD PR0001 0152 - OptDocument18 pagesB224 CDU TPL 101 MP OD PR0001 0152 - OptPRASHANTNo ratings yet
- NITON - HYDRO TEST PROCEDURE - Rev.0Document6 pagesNITON - HYDRO TEST PROCEDURE - Rev.0PRASHANT100% (2)
- Ut & Mpi ProcedureDocument23 pagesUt & Mpi ProcedurePRASHANT100% (2)
- Pmi Procedure Rev.0Document5 pagesPmi Procedure Rev.0PRASHANTNo ratings yet
- Tata A2239 Qap Rev.00Document4 pagesTata A2239 Qap Rev.00PRASHANTNo ratings yet
- Clothing 5Document1 pageClothing 5PRASHANTNo ratings yet
- Cloathing 4 - OptDocument1 pageCloathing 4 - OptPRASHANTNo ratings yet
- B224 Cdu TPL 000 MP Ga PR0013 0001 0 - 2Document4 pagesB224 Cdu TPL 000 MP Ga PR0013 0001 0 - 2PRASHANTNo ratings yet
- Unit Conversion Sheet Beta 1Document1 pageUnit Conversion Sheet Beta 1PRASHANTNo ratings yet
- TPL Call No:-HRRL/CDU-VDU/TR-JOHN ZINK/2959 Dated 18.11.2022Document1 pageTPL Call No:-HRRL/CDU-VDU/TR-JOHN ZINK/2959 Dated 18.11.2022PRASHANTNo ratings yet
- B224 Cdu TPL 000 MP Ga PR0013 0002 0 - 2Document4 pagesB224 Cdu TPL 000 MP Ga PR0013 0002 0 - 2PRASHANTNo ratings yet
- QAP With Covering Letter - 29112022Document4 pagesQAP With Covering Letter - 29112022PRASHANTNo ratings yet
- Spiral Weld PipeDocument52 pagesSpiral Weld PipePRASHANTNo ratings yet
- Attachmnet-7 Vendor-Coversheet QAPDocument2 pagesAttachmnet-7 Vendor-Coversheet QAPPRASHANTNo ratings yet
- I. Experiment II. Starting of Experiment Iii. Finishing of Experiment IV. Purpose To Observe The Changing of Chlor Unsure inDocument8 pagesI. Experiment II. Starting of Experiment Iii. Finishing of Experiment IV. Purpose To Observe The Changing of Chlor Unsure inAinur RokhNo ratings yet
- Defectos en La FundicionesDocument4 pagesDefectos en La FundicionesJulio Cesar AyalaNo ratings yet
- 2018.11.25 Grease Book FuchsDocument18 pages2018.11.25 Grease Book FuchsnghiaNo ratings yet
- ASTM d388 1998Document8 pagesASTM d388 1998Javier Villanueva100% (1)
- Astm A182 A182m f904lDocument1 pageAstm A182 A182m f904lestimationNo ratings yet
- Crystal Field Theory of Coordination ComplexesDocument2 pagesCrystal Field Theory of Coordination ComplexesMohammed ZiyadNo ratings yet
- Esomeprazole Mag. Trihydrate Pellets 22.5%Document5 pagesEsomeprazole Mag. Trihydrate Pellets 22.5%Life Pearl100% (1)
- Produktblatt Auruna 215 en Screen 20190416Document2 pagesProduktblatt Auruna 215 en Screen 20190416Abdulrahman JradiNo ratings yet
- CIE As and A-Level Chemistry Coursebook 2nd-Edition (1) 82-98Document17 pagesCIE As and A-Level Chemistry Coursebook 2nd-Edition (1) 82-98Trương Nguyễn Hoàng AnNo ratings yet
- Electronegativity and The Bond TriangleDocument9 pagesElectronegativity and The Bond TriangleKSmklNo ratings yet
- 6063 Aluminium Alloy - WikipediaDocument3 pages6063 Aluminium Alloy - WikipediaNinad PawarNo ratings yet
- Seed Deterioration 2013 PDFDocument5 pagesSeed Deterioration 2013 PDFarghaNo ratings yet
- TDS Enus 0Document2 pagesTDS Enus 0Diego TellezNo ratings yet
- Kvs Sample Paper Chemistry Page 2 - 6Document5 pagesKvs Sample Paper Chemistry Page 2 - 6Rohan BaghelNo ratings yet
- ESAPA Soda Ash Process BREF3 PDFDocument76 pagesESAPA Soda Ash Process BREF3 PDFSalman Khan100% (3)
- Target Iit-Jee: DATE: 12-12-2014Document8 pagesTarget Iit-Jee: DATE: 12-12-2014asuhassNo ratings yet
- 1986 Bookmatter HeatTransferDocument69 pages1986 Bookmatter HeatTransferYng Dmb Broke GuyNo ratings yet
- P.K.Ranganathan: & Cathodic ProtectionDocument40 pagesP.K.Ranganathan: & Cathodic ProtectionRANGAPKNo ratings yet
- Diaper Polymers PDFDocument11 pagesDiaper Polymers PDFMinh Quý LêNo ratings yet
- Concrete Technology VCB 2023 AdmixtureDocument16 pagesConcrete Technology VCB 2023 AdmixtureYazuraPoyoNo ratings yet
- Segun Final Project WorkDocument60 pagesSegun Final Project WorkSegun OlatujaNo ratings yet
- Metric Bolt GradeDocument11 pagesMetric Bolt Gradezulkhairi lopNo ratings yet
- Chem Practice IADocument8 pagesChem Practice IACherylNo ratings yet
- Experiment 1 (Latest)Document16 pagesExperiment 1 (Latest)FadzMieraNo ratings yet
- Dual Water ModelDocument22 pagesDual Water ModelpahlawankemalemanNo ratings yet
- Lab 7 - Analysis of Hard Water - F2010 PDFDocument7 pagesLab 7 - Analysis of Hard Water - F2010 PDFEsha AgarwalNo ratings yet
- Finite Element Analysis of Metal Matrix Composite MaterialsDocument10 pagesFinite Element Analysis of Metal Matrix Composite MaterialssnvijayanNo ratings yet