Download as pdf or txt
You might also like
- Integrated Science June 2010 Paper 2 AnswersDocument15 pagesIntegrated Science June 2010 Paper 2 AnswersBåbyGîrl Måyå67% (6)
- HJ Cooper Mains Pressure Duplex 2304 Stainless Steel CylindersDocument2 pagesHJ Cooper Mains Pressure Duplex 2304 Stainless Steel Cylindersshaun10No ratings yet
- Product Booklet Keen K-200 Welding Electrode Storage OvenDocument12 pagesProduct Booklet Keen K-200 Welding Electrode Storage OvenEnrique MurgiaNo ratings yet
- Hornos Keen OvensDocument8 pagesHornos Keen Ovensjinyuan74No ratings yet
- NDK Heattreat KilnDocument2 pagesNDK Heattreat KilnJuan Carlos FloresNo ratings yet
- Standard Electric KilnsDocument44 pagesStandard Electric KilnsspaceskipperNo ratings yet
- Cove Heater: All New Design!Document2 pagesCove Heater: All New Design!Michael StetserNo ratings yet
- Gyser Catalogue 2013 - For Web PagesDocument38 pagesGyser Catalogue 2013 - For Web Pagesdkidse1996No ratings yet
- Ovens For Laboratories & IndustryDocument32 pagesOvens For Laboratories & IndustryShashank TiwariNo ratings yet
- Parry - Electric Products BrochureDocument22 pagesParry - Electric Products BrochurePaulo AlvesNo ratings yet
- Transformers Manufacturing Process - Electrical Controls & Switchgear LTDDocument8 pagesTransformers Manufacturing Process - Electrical Controls & Switchgear LTDRaghavendra M RNo ratings yet
- Engineered Solutions For Boiler ElectrificationDocument6 pagesEngineered Solutions For Boiler Electrificationgiovanni7912No ratings yet
- High Bay IP65 Gen1: Product InformationDocument4 pagesHigh Bay IP65 Gen1: Product InformationAbdulaziz AlrawiNo ratings yet
- Spec Easy Load 02 2022 Web - 0Document19 pagesSpec Easy Load 02 2022 Web - 0TonalNagualNo ratings yet
- Crecor H 137 Sua 12cDocument2 pagesCrecor H 137 Sua 12cwsfc-ebayNo ratings yet
- LKV3000, LKV4000, LKV5000 - Kinematic Viscosity Bath - Technical DatasheetDocument1 pageLKV3000, LKV4000, LKV5000 - Kinematic Viscosity Bath - Technical Datasheetmoh_ichwanuddinNo ratings yet
- Thetford Marine Catalog NorthAmericaDocument84 pagesThetford Marine Catalog NorthAmericagökhan KaramanNo ratings yet
- File 3278 BGDocument12 pagesFile 3278 BGAnthonyNo ratings yet
- Ken Deil 2019Document167 pagesKen Deil 2019oscarNo ratings yet
- Mwdgxx00 Tech Spec 12157 A UsintlDocument2 pagesMwdgxx00 Tech Spec 12157 A UsintlJeremy ParkerNo ratings yet
- 1973 BACKER Shaped Heat 20111009Document50 pages1973 BACKER Shaped Heat 20111009Hank MarvinNo ratings yet
- SEC Spiral Heat Exchangers BrochureDocument4 pagesSEC Spiral Heat Exchangers BrochureShrikant Nimbalkar100% (1)
- Hettcube 400 400r enDocument5 pagesHettcube 400 400r enBRAMASSETYO AJINo ratings yet
- Aries Led High Bay Product DescriptionDocument2 pagesAries Led High Bay Product DescriptionDessouki SamakNo ratings yet
- Stiebel Eltron BrochureDocument4 pagesStiebel Eltron BrochureDesmondiceNo ratings yet
- Okonite Ampacity Tables - Single Conductor Electrical Cable Underground DirecDocument3 pagesOkonite Ampacity Tables - Single Conductor Electrical Cable Underground DirecanirudhalcNo ratings yet
- Thesis Electric Arc FurnaceDocument5 pagesThesis Electric Arc Furnaceafksaplhfowdff100% (2)
- Artusi 2015 Brochure WEB 25 06 2015Document72 pagesArtusi 2015 Brochure WEB 25 06 2015ThecloakedoneMdNo ratings yet
- Tote Heater Model - SC8TV - LEWCO - Overall SpecDocument4 pagesTote Heater Model - SC8TV - LEWCO - Overall Specxinying liuNo ratings yet
- Furnace Concept ModelDocument4 pagesFurnace Concept ModelJohan ConradieNo ratings yet
- ElectricBunsen Controller A5FlyerDocument2 pagesElectricBunsen Controller A5FlyernoreenNo ratings yet
- Invertec V275-S: For Stick and DC TIG WeldingDocument4 pagesInvertec V275-S: For Stick and DC TIG WeldingPedro Ernesto Rodriguez RojasNo ratings yet
- Industrial Electric HeatersDocument12 pagesIndustrial Electric Heatersmayukhguha88No ratings yet
- Cortherm TankDocument9 pagesCortherm TankPely NdNo ratings yet
- Exzel CatalogDocument25 pagesExzel CatalogSongkunhua SongNo ratings yet
- Specialty HeatersDocument40 pagesSpecialty Heaterskvanps_kumarNo ratings yet
- Tote Heater Model - SC8TV - Construction FeaturesDocument4 pagesTote Heater Model - SC8TV - Construction Featuresxinying liuNo ratings yet
- DT-300KG-SWT - Electrode OvenDocument1 pageDT-300KG-SWT - Electrode OvenmriyazklNo ratings yet
- CalorifierDocument12 pagesCalorifierNay Myo OoNo ratings yet
- Domestic Electric Water Heaters (Sept 2011)Document4 pagesDomestic Electric Water Heaters (Sept 2011)frikkie@No ratings yet
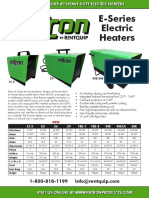
- E-Series Electric Heaters: E1.5 E9 40E/60EDocument2 pagesE-Series Electric Heaters: E1.5 E9 40E/60ERahim BuxNo ratings yet
- Databook 2021 Rev.6Document178 pagesDatabook 2021 Rev.6Brunophb2012No ratings yet
- Protherm Brochure enDocument8 pagesProtherm Brochure enAnaDungovskaNo ratings yet
- Steel UserguideDocument50 pagesSteel UserguideBhanu Pratap ChoudhuryNo ratings yet
- 5 - GAS FIRED WATER HEATER (With Heater Selection)Document12 pages5 - GAS FIRED WATER HEATER (With Heater Selection)Osman GoniNo ratings yet
- Ice Cream FreezersDocument21 pagesIce Cream Freezersgolden.days6467No ratings yet
- Cal / Cel / CDL / CGL / CKL: CapabilitiesDocument12 pagesCal / Cel / CDL / CGL / CKL: CapabilitiesmflunaNo ratings yet
- Material SpecificationDocument50 pagesMaterial SpecificationSangyt Karna0% (2)
- Boiler Data Sheet PDFDocument1 pageBoiler Data Sheet PDFpeter mackey mamani mamanchuraNo ratings yet
- Vulcanic Fluids Heating 0706Document40 pagesVulcanic Fluids Heating 0706Simon LyonNo ratings yet
- Electric Boiler BrochureDocument4 pagesElectric Boiler BrochuredeztruktorNo ratings yet
- Water Bath SEROLOGICAL: The PLT - 109 SeriesDocument2 pagesWater Bath SEROLOGICAL: The PLT - 109 SeriesNeeraj YadavNo ratings yet
- Catalog 27 enDocument2 pagesCatalog 27 enprolineaNo ratings yet
- 8178743Document60 pages8178743tgimranNo ratings yet
- Boiler Manual - EnglishDocument20 pagesBoiler Manual - Englishengrasadullah000No ratings yet
- Gasoline and Oil Stoves, "New Process" and "Standard." 1901From EverandGasoline and Oil Stoves, "New Process" and "Standard." 1901No ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- Cheating the Junk-Pile: The Purchase and Maintenance of Household EquipmentsFrom EverandCheating the Junk-Pile: The Purchase and Maintenance of Household EquipmentsNo ratings yet
- Scientific American Supplement, No. 360, November 25, 1882From EverandScientific American Supplement, No. 360, November 25, 1882No ratings yet
- Microbial Enhanced Oil Recovery (MEOR)Document26 pagesMicrobial Enhanced Oil Recovery (MEOR)MilaNo ratings yet
- Project Completion Report On Torrefaction of BambooDocument28 pagesProject Completion Report On Torrefaction of BambooevanyllaNo ratings yet
- Pallivasal Internship ReportDocument19 pagesPallivasal Internship ReportGO KUNo ratings yet
- Ci 0003Document8 pagesCi 0003wilconatuNo ratings yet
- Investigation - Ideas - Files - The Kinetics of The Iodination of Acetone PDFDocument9 pagesInvestigation - Ideas - Files - The Kinetics of The Iodination of Acetone PDFkgothatso maleteNo ratings yet
- Superfan Brochure AllmodelsDocument20 pagesSuperfan Brochure Allmodelsbluewindinnovations2023No ratings yet
- Awarded Biomass 2022-12-31Document3 pagesAwarded Biomass 2022-12-31Daniel HewNo ratings yet
- Cure 4: SoycewDocument7 pagesCure 4: SoycewKhaled TahaNo ratings yet
- Entrelec Site Essailec enDocument21 pagesEntrelec Site Essailec enBra BicabaNo ratings yet
- VRF Prc007 enDocument35 pagesVRF Prc007 enAbdelatiefNo ratings yet
- 7.2.02 IOM LV ABB 45KW Ex Motor 3GZF500730-47 - REV G - 06-2019 - EN 2-1Document19 pages7.2.02 IOM LV ABB 45KW Ex Motor 3GZF500730-47 - REV G - 06-2019 - EN 2-1Rabia akramNo ratings yet
- UPS Kaise 6-10kva RT - Hoja de DatosDocument2 pagesUPS Kaise 6-10kva RT - Hoja de DatosGermanYPNo ratings yet
- Unipower HPL110 Technical InformationDocument2 pagesUnipower HPL110 Technical InformationpauloNo ratings yet
- ALM White Paper EnstoDocument11 pagesALM White Paper EnstoTBS Máy Phát ĐiệnNo ratings yet
- Ge Safetyswitch Tgnthirtythreetwentytwor SpecsDocument2 pagesGe Safetyswitch Tgnthirtythreetwentytwor SpecsIng. Mario A. Samudio IbarraNo ratings yet
- Thesis On Turbo PumpDocument5 pagesThesis On Turbo Pumppak0t0dynyj3100% (2)
- Jurnal Rekayasa Proses: Dew Point Control UnitDocument22 pagesJurnal Rekayasa Proses: Dew Point Control UnitMelvin FelixanderNo ratings yet
- Transformer Price List 2020Document3 pagesTransformer Price List 2020Nokiabhre WijayaNo ratings yet
- Safety Valve-Fainger LesserDocument8 pagesSafety Valve-Fainger LesserRoopa MahtoNo ratings yet
- Miriam Ivanenko - Environmental Journalism Final Document 23Document13 pagesMiriam Ivanenko - Environmental Journalism Final Document 23api-665018593No ratings yet
- Chemical Kinetics Long QuestionsDocument5 pagesChemical Kinetics Long QuestionsMilan KadamNo ratings yet
- L'acord de La COP28Document21 pagesL'acord de La COP28Moderador Noticies WebNo ratings yet
- Training H200 TempereDocument33 pagesTraining H200 TempererolandNo ratings yet
- Hyxion Outdoor Kitchen-EU StandardDocument22 pagesHyxion Outdoor Kitchen-EU StandardnicolasNo ratings yet
- Drying Rate and Efficiency Energy Analysis of PaddDocument6 pagesDrying Rate and Efficiency Energy Analysis of PaddNguyễn Văn HòaNo ratings yet
- GST ObjectivesDocument57 pagesGST Objectives14 21No ratings yet
- Com 20220906Document34 pagesCom 20220906杨舒No ratings yet
- Reduction of Nox Emission in Diesel Engine Using Exhaust Gas RecirculationDocument37 pagesReduction of Nox Emission in Diesel Engine Using Exhaust Gas Recirculationdawit amsaluNo ratings yet
- 6-XFMJ Series: 6-XFMJ-100 Front-Terminal Gel BatteryDocument2 pages6-XFMJ Series: 6-XFMJ-100 Front-Terminal Gel Batteryjose tavaraNo ratings yet