Download as pdf or txt
You might also like
- Din 13-1Document4 pagesDin 13-1Sankha Dasgupta100% (3)
- 1 - Din 1683-1e - 0Document4 pages1 - Din 1683-1e - 0Joaquin AlvarezNo ratings yet
- Din 8140-1 PDFDocument13 pagesDin 8140-1 PDFOSCAR VALENCIANo ratings yet
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocument8 pagesHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesradziNo ratings yet
- Quenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersDocument8 pagesQuenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded Fastenersist93993No ratings yet
- Astm e 192Document6 pagesAstm e 192Bryan Jimenes DorantesNo ratings yet
- Standard Specification For: Designation: F3125/F3125M 19Document14 pagesStandard Specification For: Designation: F3125/F3125M 19Ahmed Abdelaziz100% (2)
- DIN 1683-1-General Toleranve and Maching Allowance of Steel CastingDocument4 pagesDIN 1683-1-General Toleranve and Maching Allowance of Steel Castingrajksharma100% (1)
- Din 1683 1 1988Document4 pagesDin 1683 1 1988bel_izabelNo ratings yet
- Iso 1686-1 1998Document4 pagesIso 1686-1 1998Lasse LorenzenNo ratings yet
- Din1688 1 PDFDocument4 pagesDin1688 1 PDFFelipe FernandesNo ratings yet
- DIN 13-1 (1999) - General Purpose ISO Metric Screw ThreadsDocument4 pagesDIN 13-1 (1999) - General Purpose ISO Metric Screw Threadsbriano100% (1)
- Din 17200 1987Document42 pagesDin 17200 1987Save EngineeringNo ratings yet
- Casting Tolerances 01Document1 pageCasting Tolerances 01Jurun_BidanshiNo ratings yet
- Is 15075 2001 PD PDFDocument5 pagesIs 15075 2001 PD PDFDipankar ChakrabortyNo ratings yet
- Iso 4379 1993Document9 pagesIso 4379 1993gökhan tanrıseverNo ratings yet
- Din 6930 Octobre 2011Document18 pagesDin 6930 Octobre 2011Franck Savignard100% (1)
- Din 76 - 2024 - Undercuts para ParafusosDocument5 pagesDin 76 - 2024 - Undercuts para ParafusosHaroldo Hubner NetoNo ratings yet
- Din 7990 Engl 1999Document6 pagesDin 7990 Engl 1999KAMRUL ISLAMNo ratings yet
- Is2102 1 en 0293Document5 pagesIs2102 1 en 0293ரஞ்சன் ஞானயோளிNo ratings yet
- Is 2102-1 (Iso 2768-1) - 2Document1 pageIs 2102-1 (Iso 2768-1) - 2Svapnesh ParikhNo ratings yet
- Iso 4759Document63 pagesIso 4759NatashaAggarwal50% (2)
- 1732 - Square BarDocument6 pages1732 - Square BarDxFxNo ratings yet
- International Standard 27684Document8 pagesInternational Standard 27684Quality HosurNo ratings yet
- International Standard 27684Document8 pagesInternational Standard 27684sachine6No ratings yet
- Carbon Steel or Alloy and High Yield Point Steel Plates, Strips and Straps For Slight Drawings or Non-Severe Bending Standard No. 2 3 5 2Document13 pagesCarbon Steel or Alloy and High Yield Point Steel Plates, Strips and Straps For Slight Drawings or Non-Severe Bending Standard No. 2 3 5 2anhtho100% (1)
- E192-15 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsDocument4 pagesE192-15 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsudomNo ratings yet
- Din 00976-1 2002 (En)Document7 pagesDin 00976-1 2002 (En)angelbeatNo ratings yet
- Iso 2768-1 - 89Document8 pagesIso 2768-1 - 89gkhnNo ratings yet
- Precast Concrete Manhole Covers and Frames-Specification: Indian StandardDocument10 pagesPrecast Concrete Manhole Covers and Frames-Specification: Indian StandardUppala Krishna ChaitanyaNo ratings yet
- F788-13 (2018) - Discontinuities of Bolts ScrewsDocument6 pagesF788-13 (2018) - Discontinuities of Bolts Screwsazhar enggNo ratings yet
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocument13 pagesASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiNo ratings yet
- Tee and Strap Hinges - Spectftcation: (Fourth Revision)Document11 pagesTee and Strap Hinges - Spectftcation: (Fourth Revision)kamlesh kumarNo ratings yet
- IS 2102 Part 1 (1993) ISO 2768-1 (1989)Document8 pagesIS 2102 Part 1 (1993) ISO 2768-1 (1989)Ravichandran DNo ratings yet
- Is 2102 1 1993 PDFDocument8 pagesIs 2102 1 1993 PDFCtl JvvnlNo ratings yet
- Is.2102.1.1993 Tolerances ClassDocument8 pagesIs.2102.1.1993 Tolerances Classals99099No ratings yet
- Iso 9723 1992Document11 pagesIso 9723 1992Ronak shahNo ratings yet
- Specification For Burnt Clay Facing Bricks: Indian StandardDocument3 pagesSpecification For Burnt Clay Facing Bricks: Indian StandardAnonymous i6zgzUvNo ratings yet
- Is 191Document9 pagesIs 191Saravana Kumar100% (1)
- Bolts PDFDocument13 pagesBolts PDFDario SangiovanniNo ratings yet
- Alloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose ApplicationsDocument14 pagesAlloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose Applicationssafak kahramanNo ratings yet
- Din 1686-1Document4 pagesDin 1686-1Qualidade WmetalNo ratings yet
- DIN 5401 2002 EnglishDocument14 pagesDIN 5401 2002 English叶欣闻No ratings yet
- 4351 Steel Door FramesDocument11 pages4351 Steel Door Framesladharsunil100% (2)
- Is 1364 PDFDocument12 pagesIs 1364 PDFpRAVIN0% (1)
- A 194A 194M Carbon and Alloy Steel Nuts For Bolts For High Pressure orDocument12 pagesA 194A 194M Carbon and Alloy Steel Nuts For Bolts For High Pressure orleandroschroederNo ratings yet
- Is 1977Document11 pagesIs 1977rahulmechdceNo ratings yet
- ASTM A320 - A320M-22aDocument8 pagesASTM A320 - A320M-22a1965karanfil6No ratings yet
- Astm A780 PDFDocument4 pagesAstm A780 PDFFu Ad100% (1)
- Ijdc 621.88 211: Bureau OF Indian StandardsDocument11 pagesIjdc 621.88 211: Bureau OF Indian StandardsJignesh TrivediNo ratings yet
- Retentor Din 3760Document13 pagesRetentor Din 3760Marcelo Godinho BatistaNo ratings yet
- Indian Standard: Specification For Metal Chairs For Office PurposesDocument10 pagesIndian Standard: Specification For Metal Chairs For Office PurposesmsheshappaNo ratings yet
- Mildsteeltubes, Tubctlars Andother Wroughtsteel Fittings-SpecificationDocument17 pagesMildsteeltubes, Tubctlars Andother Wroughtsteel Fittings-Specificationnarasimhareddy415No ratings yet
- B649Document6 pagesB649DeepakRajurkarNo ratings yet
- Cmjf?i?l-?i: Technical Supply Conditions FOR Threaded Steel FastenersDocument25 pagesCmjf?i?l-?i: Technical Supply Conditions FOR Threaded Steel FastenersrajupetalokeshNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Jig G4801Document2 pagesJig G4801Muhammad Harits0% (1)
- B. E. Sem Vi (Electrical) E-601: Electrical Machines - IiiDocument10 pagesB. E. Sem Vi (Electrical) E-601: Electrical Machines - IiibaruaeeeNo ratings yet
- Mu Sigma Interview Details: Questions Asked When I Faced The Interview 1Document5 pagesMu Sigma Interview Details: Questions Asked When I Faced The Interview 1nidhivirdiNo ratings yet
- NON RAPID BRD - 9jan19Document1,306 pagesNON RAPID BRD - 9jan19Suman DakNo ratings yet
- Wla Scs 2016 English November 2016 28 April 2017Document27 pagesWla Scs 2016 English November 2016 28 April 2017jerimiah_manzonNo ratings yet
- WARCO BILTRITE Rubber Products Catalog PDFDocument39 pagesWARCO BILTRITE Rubber Products Catalog PDFsurjeetsandhuria4481No ratings yet
- Chemicals Zetag DATA LDP Zetag 7878 FS 25 - 1110Document2 pagesChemicals Zetag DATA LDP Zetag 7878 FS 25 - 1110PromagEnviro.comNo ratings yet
- 18 - 1the Malaysian Grid CodeDocument1 page18 - 1the Malaysian Grid CodezohoNo ratings yet
- Geareducer Model 32.2: UsermanualDocument8 pagesGeareducer Model 32.2: UsermanualR BhattacharyaNo ratings yet
- TALRUT InspectionDocument1 pageTALRUT Inspectionenemesio_85No ratings yet
- BBM 214 Purchasing and SuppliesDocument98 pagesBBM 214 Purchasing and SuppliesrahabNo ratings yet
- Construction Methods - Viaduct: Elevated Viaduct Elevated ViaductDocument45 pagesConstruction Methods - Viaduct: Elevated Viaduct Elevated ViaductPratik GuptaNo ratings yet
- Steve Jobs - (2015) Screenplay by Aaron Sorkin PDFDocument190 pagesSteve Jobs - (2015) Screenplay by Aaron Sorkin PDFnonononstopNo ratings yet
- Santosh ResumeDocument3 pagesSantosh ResumesandybhadoriyaNo ratings yet
- 09 Task Performance 1Document1 page09 Task Performance 1fransherl2004No ratings yet
- Pai Catalog Sheet 2253Document3 pagesPai Catalog Sheet 2253KennethNo ratings yet
- Classified2019 2 3564799 PDFDocument9 pagesClassified2019 2 3564799 PDFaarianNo ratings yet
- 082.lusan Co., LTD Vietnam: Luciano Anthony FalascaDocument7 pages082.lusan Co., LTD Vietnam: Luciano Anthony FalascaFlinders TrusteesNo ratings yet
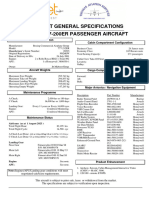
- B777 200ER General Specification SN 28525 080823Document1 pageB777 200ER General Specification SN 28525 080823Ruphin ElumbaNo ratings yet
- Case Study-R12 12Document81 pagesCase Study-R12 12ranjitpandeyNo ratings yet
- Air TransportsDocument16 pagesAir TransportsNataliaNo ratings yet
- Pramod KumarDocument1 pagePramod KumarSumit RajNo ratings yet
- Gold Business Partner DirectoryDocument36 pagesGold Business Partner Directoryrose100% (1)
- Chatbots For Customer Advantage 2010 PDFDocument14 pagesChatbots For Customer Advantage 2010 PDFarmsarivuNo ratings yet
- Is 3406 1 1986Document8 pagesIs 3406 1 1986Risheet AgheraNo ratings yet
- SEACDocument104 pagesSEACswatched100% (1)
- 1 PDFDocument814 pages1 PDFMohamed Ali100% (1)
- IBM System x3400 M3 - Tips0808Document45 pagesIBM System x3400 M3 - Tips0808Ivan LemosNo ratings yet
- TapaswiniDocument87 pagesTapaswinirinkuchoudhuryNo ratings yet
- VK BBP-MM V3Document36 pagesVK BBP-MM V3Naresh KumarNo ratings yet