Download as pdf or txt
You might also like
- j.cep.2020.108107Document42 pagesj.cep.2020.108107Abdul ZahirNo ratings yet
- International Journal of Mining Science and Technology: A.R. Sarhan, J. Naser, G. BrooksDocument9 pagesInternational Journal of Mining Science and Technology: A.R. Sarhan, J. Naser, G. BrooksrajuvadlakondaNo ratings yet
- Chemical Engineering ScienceDocument7 pagesChemical Engineering ScienceVishakha GaurNo ratings yet
- Craig 2013Document13 pagesCraig 2013ms280674No ratings yet
- CFD Simulations of A Bubble Column With and Without Internals by Using OpenFOAMDocument18 pagesCFD Simulations of A Bubble Column With and Without Internals by Using OpenFOAMvishalNo ratings yet
- Powder Technology: B. Peng, J. Xu, J. Zhu, C. ZhangDocument11 pagesPowder Technology: B. Peng, J. Xu, J. Zhu, C. ZhangMahesh DasarNo ratings yet
- Impo1 14Document20 pagesImpo1 14mouhcine maouhoubNo ratings yet
- A Comparative Study On Hydrodynamics of PDFDocument25 pagesA Comparative Study On Hydrodynamics of PDFMukthiyar AhmedNo ratings yet
- Effect of Impeller Type and Scale-Up On Spatial Distribution of Shear Rate in A Stirred TankDocument13 pagesEffect of Impeller Type and Scale-Up On Spatial Distribution of Shear Rate in A Stirred TankPawel ButkiewiczNo ratings yet
- Journal Pre-Proof: Chemical Engineering Research and DesignDocument25 pagesJournal Pre-Proof: Chemical Engineering Research and Design56962645No ratings yet
- 1 s2.0 S1385894722045739 MainDocument12 pages1 s2.0 S1385894722045739 Main270120No ratings yet
- j.compfluid.2019.104296Document9 pagesj.compfluid.2019.104296Abdul ZahirNo ratings yet
- 1 s2.0 S0255270114002487 MainDocument7 pages1 s2.0 S0255270114002487 MainJôsy SouzaNo ratings yet
- Redacted For Privacy: TitleDocument35 pagesRedacted For Privacy: TitlelauraNo ratings yet
- Separation and Purification Technology: Yumin Li, Yongsheng Lu, Xuejun Liu, Guangquan Wang, Yong Nie, Jianbing JiDocument10 pagesSeparation and Purification Technology: Yumin Li, Yongsheng Lu, Xuejun Liu, Guangquan Wang, Yong Nie, Jianbing JiAnyelo MonsalveNo ratings yet
- Concentration Polarization in Cross-FlowDocument8 pagesConcentration Polarization in Cross-FlowAlsultan AlsultanNo ratings yet
- Modelling A Circulating Fluidized Bed Ri PDFDocument10 pagesModelling A Circulating Fluidized Bed Ri PDFTysir SarhanNo ratings yet
- 1 s2.0 S1750583621001997 MainDocument15 pages1 s2.0 S1750583621001997 MainAbdul ZahirNo ratings yet
- Hydraulic Flow Units For Reservoir CharacterizatioDocument9 pagesHydraulic Flow Units For Reservoir CharacterizatioReda Abdel AzimNo ratings yet
- Experimental Research On Rheological Properties and Proppant Transport Performance of GRF-CO2 Fracturing FluidDocument9 pagesExperimental Research On Rheological Properties and Proppant Transport Performance of GRF-CO2 Fracturing FluidIffat Waie MazleeNo ratings yet
- Pore-Scale Dynamics and The Multiphase Darcy LawDocument12 pagesPore-Scale Dynamics and The Multiphase Darcy LawSANDRA BALLESTEROSNo ratings yet
- Buckley-Leverett Displacement Theory For Waterflooding Performance in Stratified ReservoirDocument15 pagesBuckley-Leverett Displacement Theory For Waterflooding Performance in Stratified ReservoirFarid AndriadiNo ratings yet
- Copia de Rosseburg2018 Hydrodinamic Inhomogeneities in Large Scale Stirred Tanks Influence On Mixing TimesDocument13 pagesCopia de Rosseburg2018 Hydrodinamic Inhomogeneities in Large Scale Stirred Tanks Influence On Mixing TimesEdgar Velastegui GonzálezNo ratings yet
- 1539 RewfDocument13 pages1539 RewfivanmatijevicNo ratings yet
- Hajipour2020 Article CFDSimulationOfTurbulentFlowOfDocument12 pagesHajipour2020 Article CFDSimulationOfTurbulentFlowOfmkprabakaranNo ratings yet
- 1 s2.0 S0921883119300743 MainDocument10 pages1 s2.0 S0921883119300743 Maintejareddy1No ratings yet
- Study of Mixing Behavior of CSTR Using CFD: Brazilian Journal of Chemical Engineering April 2014Document12 pagesStudy of Mixing Behavior of CSTR Using CFD: Brazilian Journal of Chemical Engineering April 2014sitti salehaNo ratings yet
- Study of Mass Transfer Correlations For Intensified Absorbers in Post-Combustion CO Capture Based On Chemical AbsorptionDocument7 pagesStudy of Mass Transfer Correlations For Intensified Absorbers in Post-Combustion CO Capture Based On Chemical AbsorptionSolehah OmarNo ratings yet
- SPE 18274 Decline Curve Analysis For Multiphase Flow: Subject10Document15 pagesSPE 18274 Decline Curve Analysis For Multiphase Flow: Subject10sergiovb911No ratings yet
- 1 s2.0 S0263876216300223 MainDocument12 pages1 s2.0 S0263876216300223 MainDominique Martins SalaNo ratings yet
- Determination of The Average Shear Rate in A Stirred and Aerated Tank BioreactorDocument8 pagesDetermination of The Average Shear Rate in A Stirred and Aerated Tank BioreactorIRFAN AHANGERNo ratings yet
- Mixing Studies of Non-Newtonian Uids in An Anchor Agitated VesselDocument10 pagesMixing Studies of Non-Newtonian Uids in An Anchor Agitated VesselJose Davi Rodrigues Silva UFC100% (1)
- Liquid-Liquid Mixing PDFDocument6 pagesLiquid-Liquid Mixing PDFdeyanshu7No ratings yet
- Voss 1987Document16 pagesVoss 1987ALEJANDRO GANCEDO TORALNo ratings yet
- Characteristics of Gas-Solid Two-Phase Flow in Axial and Swirling Flow Pneumatic ConveyingDocument10 pagesCharacteristics of Gas-Solid Two-Phase Flow in Axial and Swirling Flow Pneumatic ConveyingmnoNo ratings yet
- Woodworth 2007Document12 pagesWoodworth 2007EdgarJimenezNievesNo ratings yet
- SPE 94623 Dynamics of Fluid Substitution While Drilling and Completing Long Horizontal-Section WellsDocument8 pagesSPE 94623 Dynamics of Fluid Substitution While Drilling and Completing Long Horizontal-Section WellsCatharina JenifferNo ratings yet
- Separation Science and Technology 2022Document25 pagesSeparation Science and Technology 2022tourkiNo ratings yet
- In Uence of Arc Baf e Configuration On Gas-Liquid Mass Transfer in At-Plate Bubble ColumnDocument8 pagesIn Uence of Arc Baf e Configuration On Gas-Liquid Mass Transfer in At-Plate Bubble ColumnDeepika YadavNo ratings yet
- 1 s2.0 S0920410516309512 MainDocument8 pages1 s2.0 S0920410516309512 MainIdrissa BaNo ratings yet
- Experimental Thermal and Fluid Science: A C A B BDocument21 pagesExperimental Thermal and Fluid Science: A C A B BrajuvadlakondaNo ratings yet
- Transitional Flow in A Rushton Turbine Stirred TankDocument35 pagesTransitional Flow in A Rushton Turbine Stirred Tankricardo del rioNo ratings yet
- Numerical Simulation of Displacement Characteristics of Co2 Injected in Pore Scale Porous MediaDocument8 pagesNumerical Simulation of Displacement Characteristics of Co2 Injected in Pore Scale Porous MediaMaruf MuhammadNo ratings yet
- Cheng 2018Document6 pagesCheng 2018Luong VinhNo ratings yet
- International Journal of Greenhouse Gas Control: Chia-Chang Lin, Ching-Rong ChuDocument7 pagesInternational Journal of Greenhouse Gas Control: Chia-Chang Lin, Ching-Rong ChuanjarNo ratings yet
- A Numerical Study On Concentration Polarization and System Zhou2006Document9 pagesA Numerical Study On Concentration Polarization and System Zhou2006inara2160No ratings yet
- Davarpanah2018 Article IntegratedProductionLoggingTooDocument9 pagesDavarpanah2018 Article IntegratedProductionLoggingTooEhtisham Abdul RehmanNo ratings yet
- 1 s2.0 S0017931011001864 MainDocument9 pages1 s2.0 S0017931011001864 MainGeethal SiriwardanaNo ratings yet
- Numerical, Experimental and Analytical Studies On Fluid Flow Through A Marsh FunnelDocument7 pagesNumerical, Experimental and Analytical Studies On Fluid Flow Through A Marsh FunnelsonalNo ratings yet
- CFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionDocument10 pagesCFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionGurusangmeshHiremathNo ratings yet
- 2006 AIChEJ ARK Flow RegimesDocument19 pages2006 AIChEJ ARK Flow RegimesGopal KasatNo ratings yet
- Enhanced Reservoir Description Using Cor PDFDocument16 pagesEnhanced Reservoir Description Using Cor PDFLibya TripoliNo ratings yet
- J.hydromet.2007.07.016Document10 pagesJ.hydromet.2007.07.016Apri LioNo ratings yet
- Chu & Jirka 1992 Turbulent Gas Flux Measurements Below The Air-Water Interface of A Grid-Stirred Tank PDFDocument12 pagesChu & Jirka 1992 Turbulent Gas Flux Measurements Below The Air-Water Interface of A Grid-Stirred Tank PDFFrancisco OppsNo ratings yet
- SPE 77951 Multirate Test in Horizontal Wells: SurcolombianaDocument12 pagesSPE 77951 Multirate Test in Horizontal Wells: SurcolombianaJorge RochaNo ratings yet
- Experimental Study of Two Phase Flow Structure - 2012 - Experimental Thermal andDocument11 pagesExperimental Study of Two Phase Flow Structure - 2012 - Experimental Thermal andVimal RajNo ratings yet
- Effective Interfacial Area and Liquid and Gas Side Mass Transfer Coefficients in A Packed ColumnDocument7 pagesEffective Interfacial Area and Liquid and Gas Side Mass Transfer Coefficients in A Packed Columnchua_321No ratings yet
- Hysteresis Effect of Propeller Jet Flows in Viscoelastic Fluids Steady State Flow PatternsDocument10 pagesHysteresis Effect of Propeller Jet Flows in Viscoelastic Fluids Steady State Flow PatternsDaniel Martin Márquez LópezNo ratings yet
- Chemical Engineering Journal: Thatchai Samruamphianskun, Pornpote Piumsomboon, Benjapon ChalermsinsuwanDocument15 pagesChemical Engineering Journal: Thatchai Samruamphianskun, Pornpote Piumsomboon, Benjapon ChalermsinsuwanamardianzaNo ratings yet
- Introductory Laplace Transform with ApplicationsFrom EverandIntroductory Laplace Transform with ApplicationsRating: 5 out of 5 stars5/5 (1)
- Biochemistry and Biophysics Reports: SciencedirectDocument10 pagesBiochemistry and Biophysics Reports: SciencedirectAbdul ZahirNo ratings yet
- Riaz 2018 IOP Conf. Ser.: Mater. Sci. Eng. 414 012020Document8 pagesRiaz 2018 IOP Conf. Ser.: Mater. Sci. Eng. 414 012020Abdul ZahirNo ratings yet
- Kumar StructuralDocument11 pagesKumar StructuralAbdul ZahirNo ratings yet
- 2008 Adsorption PhenolDocument9 pages2008 Adsorption PhenolAbdul ZahirNo ratings yet
- Sample PaperDocument10 pagesSample PaperAbdul ZahirNo ratings yet
- Challan FormDocument1 pageChallan FormAbdul ZahirNo ratings yet
- Screening Criteria For Application of EOR Processes in Offshore FieldsDocument7 pagesScreening Criteria For Application of EOR Processes in Offshore FieldsSajad FalahNo ratings yet
- Rfp-Inquiry BQ (2) BMN Rev2Document79 pagesRfp-Inquiry BQ (2) BMN Rev2Ugan SugandiNo ratings yet
- Fluent 7 HeatxferDocument27 pagesFluent 7 HeatxferKummitha ObulareddyNo ratings yet
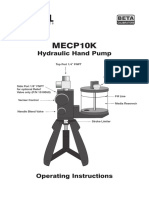
- MECP10K Rev D 10 11 Full PageDocument4 pagesMECP10K Rev D 10 11 Full PageRafael DavidNo ratings yet
- FLS BROCHURE Cameron Style FLS Gate Valve Rev 2Document4 pagesFLS BROCHURE Cameron Style FLS Gate Valve Rev 2Alex100% (1)
- On CFDDocument22 pagesOn CFDDivyansh TiwariNo ratings yet
- Coated Products: Plant-Applied FBE/ARO Coatings For Oil and Gas Transmission PipeDocument2 pagesCoated Products: Plant-Applied FBE/ARO Coatings For Oil and Gas Transmission PipeAnto DestiantoNo ratings yet
- 2022 HiP Domestic Price ListDocument32 pages2022 HiP Domestic Price Listsalman buttNo ratings yet
- Crude Distillation Unit - OdtDocument32 pagesCrude Distillation Unit - OdtfaresNo ratings yet
- BFC32403Ujian 2 1314 Sem 2 (Answer Scheme)Document7 pagesBFC32403Ujian 2 1314 Sem 2 (Answer Scheme)znyaphotmail.comNo ratings yet
- Admixture Technical Sheet - ATS 12 Pumping Admixtures: 1 FunctionDocument2 pagesAdmixture Technical Sheet - ATS 12 Pumping Admixtures: 1 FunctionDileepa DissanayakeNo ratings yet
- Me Lab 3 Lab Act 1Document24 pagesMe Lab 3 Lab Act 1Jeshua LloreraNo ratings yet
- Water 11 02511 v2Document18 pagesWater 11 02511 v2Andrzej BąkałaNo ratings yet
- Thermodynamics - Example Problems Problems and Solutions: 1 Examining A Power PlantDocument7 pagesThermodynamics - Example Problems Problems and Solutions: 1 Examining A Power PlantUmangtarangNo ratings yet
- Cive327 Fluid Mechanics and Hydraulics Assignment No. 4Document9 pagesCive327 Fluid Mechanics and Hydraulics Assignment No. 4Hajar BaarabeNo ratings yet
- Em 1110-2-1601 PDFDocument61 pagesEm 1110-2-1601 PDFransajeewaniNo ratings yet
- DCI Double Flanged Pipe, L 6m, DN 110 MM DCI Double Flanged Pipe With Puddle Flange PN 16, L 0.6m, DN 100 MMDocument19 pagesDCI Double Flanged Pipe, L 6m, DN 110 MM DCI Double Flanged Pipe With Puddle Flange PN 16, L 0.6m, DN 100 MMMiko AbiNo ratings yet
- Duct System Design AssignmentDocument7 pagesDuct System Design AssignmentTharanga PereraNo ratings yet
- Selecting An HVAC Pump at HttpsDocument3 pagesSelecting An HVAC Pump at Httpsalone160162lNo ratings yet
- Valves and Fittings Losses in Equivalent Feet of Pipe: Y-StrainerDocument3 pagesValves and Fittings Losses in Equivalent Feet of Pipe: Y-Strainerthilina lakhithaNo ratings yet
- MicrofluidicsDocument64 pagesMicrofluidicsFrancesco CarrozzoNo ratings yet
- YupDocument4 pagesYupTryj1No ratings yet
- Tank Blowdown Math: Dean Wheeler Brigham Young University March 13, 2019Document7 pagesTank Blowdown Math: Dean Wheeler Brigham Young University March 13, 2019khaledmosharrafmukutNo ratings yet
- Rheology - Viscosity - Article - A Fluid's Resistance To FlowDocument3 pagesRheology - Viscosity - Article - A Fluid's Resistance To FlowmariandreadeaNo ratings yet
- Sections On InfiltrationDocument12 pagesSections On Infiltrationcalvin chanNo ratings yet
- Pensky MartensDocument2 pagesPensky Martensharry_chemNo ratings yet
- Measurement of Fluid Flow in Pipes Using Orifice, Nozzle, and Venturi (Main Equations and Historical Background)Document17 pagesMeasurement of Fluid Flow in Pipes Using Orifice, Nozzle, and Venturi (Main Equations and Historical Background)empanadaNo ratings yet
- Anand & SuDocument13 pagesAnand & SuKanishkSinhaNo ratings yet
- FLSmidth NextSTEP 2014brochure FL SMITHDocument4 pagesFLSmidth NextSTEP 2014brochure FL SMITHMauro DanielNo ratings yet
- Difference Between Pipe and TubeDocument3 pagesDifference Between Pipe and TubeAnonymous fQAeGFNo ratings yet