
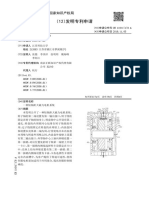
CN217993195U一种硫化连续压机用的边缘挡板系统
CN217993195U一种硫化连续压机用的边缘挡板系统
You might also like
- CN201020180054 电脑裁板机主锯上升自动调节机构 实用新型Document9 pagesCN201020180054 电脑裁板机主锯上升自动调节机构 实用新型liwenmaoNo ratings yet
- CN220903592U 一种新型鼠笼辊Document6 pagesCN220903592U 一种新型鼠笼辊ivyhomeNo ratings yet
- CN220178962U一种带微调机构的砂光压板装置Document10 pagesCN220178962U一种带微调机构的砂光压板装置ivyhomeNo ratings yet
- CN220260523U砂光带自动纠偏系统Document13 pagesCN220260523U砂光带自动纠偏系统ivyhomeNo ratings yet
- CN112551050A一种能解决中密度板坯横向铺装密度均匀Document9 pagesCN112551050A一种能解决中密度板坯横向铺装密度均匀ivyhomeNo ratings yet
- CN216884464U一种改进型连续压机进给轴调整装置Document10 pagesCN216884464U一种改进型连续压机进给轴调整装置ivyhomeNo ratings yet
- CN 113500757 BDocument48 pagesCN 113500757 Bvesper KairosNo ratings yet
- CN214725030U中密度纤维板扫平装置Document8 pagesCN214725030U中密度纤维板扫平装置ivyhomeNo ratings yet
- CN214725028U分段式中密度纤维板铺装厚度调节机构Document8 pagesCN214725028U分段式中密度纤维板铺装厚度调节机构ivyhomeNo ratings yet
- CN206118432 (U)Document9 pagesCN206118432 (U)Gabriel PhilippiNo ratings yet
- CN217292795UDocument11 pagesCN217292795UdadanNo ratings yet
- CN201020180075 电脑裁板机锯座高速运行机构 实用新型Document6 pagesCN201020180075 电脑裁板机锯座高速运行机构 实用新型liwenmaoNo ratings yet
- CN214398474U一种能解决中密度板坯横向铺装密度均匀Document9 pagesCN214398474U一种能解决中密度板坯横向铺装密度均匀ivyhomeNo ratings yet
- CN209920114U一种铺装下料挡板机构及包括有该机构的Document10 pagesCN209920114U一种铺装下料挡板机构及包括有该机构的ivyhomeNo ratings yet
- API & ISO Certified 1 0Document12 pagesAPI & ISO Certified 1 0GeorgeNo ratings yet
- CN201510606525 储罐底板腐蚀内置式声发射检测装置 审定授权Document14 pagesCN201510606525 储罐底板腐蚀内置式声发射检测装置 审定授权wolfer INo ratings yet
- CN214398947U薄板降速层叠系统Document5 pagesCN214398947U薄板降速层叠系统ivyhomeNo ratings yet
- CN202221978127.7 音圈电机、振荡器及呼吸机Document11 pagesCN202221978127.7 音圈电机、振荡器及呼吸机yan yunkangNo ratings yet
- CN211891291U一种中密度纤维板铺装系统Document6 pagesCN211891291U一种中密度纤维板铺装系统ivyhomeNo ratings yet
- China PressDocument10 pagesChina PressE. VenomNo ratings yet
- CN212241428U一种模压热压机侧压力卸压装置Document6 pagesCN212241428U一种模压热压机侧压力卸压装置ivyhomeNo ratings yet
- 0y CN 0Document6 pages0y CN 0honglei zhangNo ratings yet
- CN101915854A 一种用于测定气井出砂临界流速的装置及方法Document8 pagesCN101915854A 一种用于测定气井出砂临界流速的装置及方法su feiyuNo ratings yet
- CN111422631A链式运输机Document9 pagesCN111422631A链式运输机ivyhomeNo ratings yet
- CN108772784BDocument12 pagesCN108772784BFADIA PRIYANSHNo ratings yet
- 一种检测防砂管性能的方法及其专用装置 周守为Document10 pages一种检测防砂管性能的方法及其专用装置 周守为su feiyuNo ratings yet
- 一种改进的玻璃升降器驱动部组合结构Document8 pages一种改进的玻璃升降器驱动部组合结构arron.xuemingNo ratings yet
- CN113733288A一种人造板生产线中的扫平辊多用途使用Document9 pagesCN113733288A一种人造板生产线中的扫平辊多用途使用ivyhomeNo ratings yet
- CN110893578BDocument12 pagesCN110893578Bluuthithuyduong54No ratings yet
- 一种汽车玻璃升降器Document11 pages一种汽车玻璃升降器arron.xuemingNo ratings yet
- 76x3 5机组Document6 pages76x3 5机组barmill16No ratings yet
- 76x3 5机组Document6 pages76x3 5机组barmill16No ratings yet
- 双井抽油机Document7 pages双井抽油机samudralahmuNo ratings yet
- 0y CN 0Document9 pages0y CN 0honglei zhangNo ratings yet
- 一种汽车玻璃升降器1Document7 pages一种汽车玻璃升降器1arron.xuemingNo ratings yet
- CN110774404A一种用于解决中密度纤维板阴阳面的铺装系统Document6 pagesCN110774404A一种用于解决中密度纤维板阴阳面的铺装系统ivyhomeNo ratings yet
- CN110417178A 一种短轴距大磁力电机系统Document11 pagesCN110417178A 一种短轴距大磁力电机系统MINGNo ratings yet
- CN202210807493.4 湖南鹏翔星通汽车有限公司 一种锚钻注一体化系统 发明专利Document10 pagesCN202210807493.4 湖南鹏翔星通汽车有限公司 一种锚钻注一体化系统 发明专利H CNo ratings yet
- CN216638742UDocument10 pagesCN216638742UDhiven VesNo ratings yet
- 0a CN 0Document7 pages0a CN 0honglei zhangNo ratings yet
- 0a CN 0Document13 pages0a CN 0honglei zhangNo ratings yet
- 20080701 191 射出機油壓系統分析Document22 pages20080701 191 射出機油壓系統分析engineeringhandbook100% (1)
- 一种带可调缓冲块的玻璃升降器Document6 pages一种带可调缓冲块的玻璃升降器arron.xuemingNo ratings yet
- 0a CN 0Document8 pages0a CN 0honglei zhangNo ratings yet
- CN202111412300.7 徐州徐工基础工程机械有限公司 一种锚杆钻注一体机 发明专利Document14 pagesCN202111412300.7 徐州徐工基础工程机械有限公司 一种锚杆钻注一体机 发明专利H CNo ratings yet
- CN110420536BDocument11 pagesCN110420536ByanethvesgaNo ratings yet
- CN201510800384 双端封边机底座调整工艺 申请公开Document6 pagesCN201510800384 双端封边机底座调整工艺 申请公开liwenmaoNo ratings yet
- CN 115659552 ADocument18 pagesCN 115659552 AforstallNo ratings yet
- CN114527801A 一种用于光伏跟踪支架的止动系统Document13 pagesCN114527801A 一种用于光伏跟踪支架的止动系统samthings518No ratings yet
- 对象零件编号 对 象 机 型 适用系列号 329-34700011 NK-550VRDocument17 pages对象零件编号 对 象 机 型 适用系列号 329-34700011 NK-550VRtungNo ratings yet
- 0a CN 0 2Document8 pages0a CN 0 2honglei zhangNo ratings yet
- Best @zhongji: SolutionDocument8 pagesBest @zhongji: SolutionLaidani HichamNo ratings yet
- 0y CN 0 2Document6 pages0y CN 0 2honglei zhangNo ratings yet
- CN219885044U种预堆垛运输机Document7 pagesCN219885044U种预堆垛运输机ivyhomeNo ratings yet
- GEN - SUMSEL-5 175MW (China Language)Document73 pagesGEN - SUMSEL-5 175MW (China Language)Heru Aris PranotoNo ratings yet
- 进口带压作业设备在中国的应用Document93 pages进口带压作业设备在中国的应用Dean ReinNo ratings yet
- CN 110740815 ADocument14 pagesCN 110740815 AmhdsolehNo ratings yet
- 6 20X1000 2000mm矫平机修改方案12 2Document17 pages6 20X1000 2000mm矫平机修改方案12 2Hung Manh HoangNo ratings yet
- 一种用于叶轮机械有叶部件内部流道的网格划分方法Document12 pages一种用于叶轮机械有叶部件内部流道的网格划分方法Linda FuNo ratings yet
- 陶藝開箱啦!!(中英雙語版): The Unboxing of Pottery (Chinese-English Bilingual Edition)From Everand陶藝開箱啦!!(中英雙語版): The Unboxing of Pottery (Chinese-English Bilingual Edition)No ratings yet
- 人造板多层热压机低能耗液压系统设计Document4 pages人造板多层热压机低能耗液压系统设计ivyhomeNo ratings yet
- 人造板板面的缺陷修整精砂光工艺Document2 pages人造板板面的缺陷修整精砂光工艺ivyhomeNo ratings yet
- smartech wax(石蜡节省系统)(1)Document3 pagessmartech wax(石蜡节省系统)(1)ivyhomeNo ratings yet
- CN211517840U一种板坯预热装置Document8 pagesCN211517840U一种板坯预热装置ivyhomeNo ratings yet
- CN214725030U中密度纤维板扫平装置Document8 pagesCN214725030U中密度纤维板扫平装置ivyhomeNo ratings yet
- 乳液的固体含量Document1 page乳液的固体含量ivyhomeNo ratings yet
- CN220260523U砂光带自动纠偏系统Document13 pagesCN220260523U砂光带自动纠偏系统ivyhomeNo ratings yet































































Download as pdf or txt
You might also like
- CN201020180054 电脑裁板机主锯上升自动调节机构 实用新型Document9 pagesCN201020180054 电脑裁板机主锯上升自动调节机构 实用新型liwenmaoNo ratings yet
- CN220903592U 一种新型鼠笼辊Document6 pagesCN220903592U 一种新型鼠笼辊ivyhomeNo ratings yet
- CN220178962U一种带微调机构的砂光压板装置Document10 pagesCN220178962U一种带微调机构的砂光压板装置ivyhomeNo ratings yet
- CN220260523U砂光带自动纠偏系统Document13 pagesCN220260523U砂光带自动纠偏系统ivyhomeNo ratings yet
- CN112551050A一种能解决中密度板坯横向铺装密度均匀Document9 pagesCN112551050A一种能解决中密度板坯横向铺装密度均匀ivyhomeNo ratings yet
- CN216884464U一种改进型连续压机进给轴调整装置Document10 pagesCN216884464U一种改进型连续压机进给轴调整装置ivyhomeNo ratings yet
- CN 113500757 BDocument48 pagesCN 113500757 Bvesper KairosNo ratings yet
- CN214725030U中密度纤维板扫平装置Document8 pagesCN214725030U中密度纤维板扫平装置ivyhomeNo ratings yet
- CN214725028U分段式中密度纤维板铺装厚度调节机构Document8 pagesCN214725028U分段式中密度纤维板铺装厚度调节机构ivyhomeNo ratings yet
- CN206118432 (U)Document9 pagesCN206118432 (U)Gabriel PhilippiNo ratings yet
- CN217292795UDocument11 pagesCN217292795UdadanNo ratings yet
- CN201020180075 电脑裁板机锯座高速运行机构 实用新型Document6 pagesCN201020180075 电脑裁板机锯座高速运行机构 实用新型liwenmaoNo ratings yet
- CN214398474U一种能解决中密度板坯横向铺装密度均匀Document9 pagesCN214398474U一种能解决中密度板坯横向铺装密度均匀ivyhomeNo ratings yet
- CN209920114U一种铺装下料挡板机构及包括有该机构的Document10 pagesCN209920114U一种铺装下料挡板机构及包括有该机构的ivyhomeNo ratings yet
- API & ISO Certified 1 0Document12 pagesAPI & ISO Certified 1 0GeorgeNo ratings yet
- CN201510606525 储罐底板腐蚀内置式声发射检测装置 审定授权Document14 pagesCN201510606525 储罐底板腐蚀内置式声发射检测装置 审定授权wolfer INo ratings yet
- CN214398947U薄板降速层叠系统Document5 pagesCN214398947U薄板降速层叠系统ivyhomeNo ratings yet
- CN202221978127.7 音圈电机、振荡器及呼吸机Document11 pagesCN202221978127.7 音圈电机、振荡器及呼吸机yan yunkangNo ratings yet
- CN211891291U一种中密度纤维板铺装系统Document6 pagesCN211891291U一种中密度纤维板铺装系统ivyhomeNo ratings yet
- China PressDocument10 pagesChina PressE. VenomNo ratings yet
- CN212241428U一种模压热压机侧压力卸压装置Document6 pagesCN212241428U一种模压热压机侧压力卸压装置ivyhomeNo ratings yet
- 0y CN 0Document6 pages0y CN 0honglei zhangNo ratings yet
- CN101915854A 一种用于测定气井出砂临界流速的装置及方法Document8 pagesCN101915854A 一种用于测定气井出砂临界流速的装置及方法su feiyuNo ratings yet
- CN111422631A链式运输机Document9 pagesCN111422631A链式运输机ivyhomeNo ratings yet
- CN108772784BDocument12 pagesCN108772784BFADIA PRIYANSHNo ratings yet
- 一种检测防砂管性能的方法及其专用装置 周守为Document10 pages一种检测防砂管性能的方法及其专用装置 周守为su feiyuNo ratings yet
- 一种改进的玻璃升降器驱动部组合结构Document8 pages一种改进的玻璃升降器驱动部组合结构arron.xuemingNo ratings yet
- CN113733288A一种人造板生产线中的扫平辊多用途使用Document9 pagesCN113733288A一种人造板生产线中的扫平辊多用途使用ivyhomeNo ratings yet
- CN110893578BDocument12 pagesCN110893578Bluuthithuyduong54No ratings yet
- 一种汽车玻璃升降器Document11 pages一种汽车玻璃升降器arron.xuemingNo ratings yet
- 76x3 5机组Document6 pages76x3 5机组barmill16No ratings yet
- 76x3 5机组Document6 pages76x3 5机组barmill16No ratings yet
- 双井抽油机Document7 pages双井抽油机samudralahmuNo ratings yet
- 0y CN 0Document9 pages0y CN 0honglei zhangNo ratings yet
- 一种汽车玻璃升降器1Document7 pages一种汽车玻璃升降器1arron.xuemingNo ratings yet
- CN110774404A一种用于解决中密度纤维板阴阳面的铺装系统Document6 pagesCN110774404A一种用于解决中密度纤维板阴阳面的铺装系统ivyhomeNo ratings yet
- CN110417178A 一种短轴距大磁力电机系统Document11 pagesCN110417178A 一种短轴距大磁力电机系统MINGNo ratings yet
- CN202210807493.4 湖南鹏翔星通汽车有限公司 一种锚钻注一体化系统 发明专利Document10 pagesCN202210807493.4 湖南鹏翔星通汽车有限公司 一种锚钻注一体化系统 发明专利H CNo ratings yet
- CN216638742UDocument10 pagesCN216638742UDhiven VesNo ratings yet
- 0a CN 0Document7 pages0a CN 0honglei zhangNo ratings yet
- 0a CN 0Document13 pages0a CN 0honglei zhangNo ratings yet
- 20080701 191 射出機油壓系統分析Document22 pages20080701 191 射出機油壓系統分析engineeringhandbook100% (1)
- 一种带可调缓冲块的玻璃升降器Document6 pages一种带可调缓冲块的玻璃升降器arron.xuemingNo ratings yet
- 0a CN 0Document8 pages0a CN 0honglei zhangNo ratings yet
- CN202111412300.7 徐州徐工基础工程机械有限公司 一种锚杆钻注一体机 发明专利Document14 pagesCN202111412300.7 徐州徐工基础工程机械有限公司 一种锚杆钻注一体机 发明专利H CNo ratings yet
- CN110420536BDocument11 pagesCN110420536ByanethvesgaNo ratings yet
- CN201510800384 双端封边机底座调整工艺 申请公开Document6 pagesCN201510800384 双端封边机底座调整工艺 申请公开liwenmaoNo ratings yet
- CN 115659552 ADocument18 pagesCN 115659552 AforstallNo ratings yet
- CN114527801A 一种用于光伏跟踪支架的止动系统Document13 pagesCN114527801A 一种用于光伏跟踪支架的止动系统samthings518No ratings yet
- 对象零件编号 对 象 机 型 适用系列号 329-34700011 NK-550VRDocument17 pages对象零件编号 对 象 机 型 适用系列号 329-34700011 NK-550VRtungNo ratings yet
- 0a CN 0 2Document8 pages0a CN 0 2honglei zhangNo ratings yet
- Best @zhongji: SolutionDocument8 pagesBest @zhongji: SolutionLaidani HichamNo ratings yet
- 0y CN 0 2Document6 pages0y CN 0 2honglei zhangNo ratings yet
- CN219885044U种预堆垛运输机Document7 pagesCN219885044U种预堆垛运输机ivyhomeNo ratings yet
- GEN - SUMSEL-5 175MW (China Language)Document73 pagesGEN - SUMSEL-5 175MW (China Language)Heru Aris PranotoNo ratings yet
- 进口带压作业设备在中国的应用Document93 pages进口带压作业设备在中国的应用Dean ReinNo ratings yet
- CN 110740815 ADocument14 pagesCN 110740815 AmhdsolehNo ratings yet
- 6 20X1000 2000mm矫平机修改方案12 2Document17 pages6 20X1000 2000mm矫平机修改方案12 2Hung Manh HoangNo ratings yet
- 一种用于叶轮机械有叶部件内部流道的网格划分方法Document12 pages一种用于叶轮机械有叶部件内部流道的网格划分方法Linda FuNo ratings yet
- 陶藝開箱啦!!(中英雙語版): The Unboxing of Pottery (Chinese-English Bilingual Edition)From Everand陶藝開箱啦!!(中英雙語版): The Unboxing of Pottery (Chinese-English Bilingual Edition)No ratings yet
- 人造板多层热压机低能耗液压系统设计Document4 pages人造板多层热压机低能耗液压系统设计ivyhomeNo ratings yet
- 人造板板面的缺陷修整精砂光工艺Document2 pages人造板板面的缺陷修整精砂光工艺ivyhomeNo ratings yet
- smartech wax(石蜡节省系统)(1)Document3 pagessmartech wax(石蜡节省系统)(1)ivyhomeNo ratings yet
- CN211517840U一种板坯预热装置Document8 pagesCN211517840U一种板坯预热装置ivyhomeNo ratings yet
- CN214725030U中密度纤维板扫平装置Document8 pagesCN214725030U中密度纤维板扫平装置ivyhomeNo ratings yet
- 乳液的固体含量Document1 page乳液的固体含量ivyhomeNo ratings yet
- CN220260523U砂光带自动纠偏系统Document13 pagesCN220260523U砂光带自动纠偏系统ivyhomeNo ratings yet