Download as pdf or txt
You might also like
- Snare Bed ManualDocument8 pagesSnare Bed ManualorgqaualiaNo ratings yet
- Chiksan Swivel Joints Repacking Instructions Longsweep Standard Service PDFDocument2 pagesChiksan Swivel Joints Repacking Instructions Longsweep Standard Service PDFCikalong Yard100% (1)
- TalScopes Tal Focuser RebuildDocument2 pagesTalScopes Tal Focuser RebuildNGC 7619No ratings yet
- Clutch Damper ChangeDocument6 pagesClutch Damper ChangeAaron StaubNo ratings yet
- CRAFT Installation-Guide For Split Bearings PDFDocument7 pagesCRAFT Installation-Guide For Split Bearings PDFAdrian CantaragiuNo ratings yet
- Fin FanDocument4 pagesFin FanPuchit SpkNo ratings yet
- Fishing Bumper SubsDocument15 pagesFishing Bumper SubsJuancho100% (1)
- Read Me First!: Resophonic and National Biscuit Installation GuideDocument3 pagesRead Me First!: Resophonic and National Biscuit Installation GuideJohn BrombaNo ratings yet
- Installation of Packing: How To Install PackingDocument1 pageInstallation of Packing: How To Install PackingChandra SekarNo ratings yet
- SEPCO 14 Procedimiento para La InstalaciónDocument1 pageSEPCO 14 Procedimiento para La InstalaciónVictor Flores ResendizNo ratings yet
- RCBS Step-By-Step Reloading GuideDocument5 pagesRCBS Step-By-Step Reloading GuideuuutdgnbghefnNo ratings yet
- The Highest Level of Reloading PrecisionDocument3 pagesThe Highest Level of Reloading PrecisionToxophilus TheLuckyNo ratings yet
- Clipper Installation DetailsDocument1 pageClipper Installation DetailsMahmoud Al HomranNo ratings yet
- Impact-Cutting-Instructions PARTIDA 86Document3 pagesImpact-Cutting-Instructions PARTIDA 86Ale PalomoNo ratings yet
- Piston Ring Installation GenericDocument1 pagePiston Ring Installation GenericMinibikeTech100% (1)
- Pieza de Mano NSK PANA AIRDocument12 pagesPieza de Mano NSK PANA AIRAna Teresa Manjarres MonteroNo ratings yet
- 3.7 Using Thread RingsDocument6 pages3.7 Using Thread RingsmooninjaNo ratings yet
- Instruction Manual For Taper-Lock H.E. and Q-D Conveyer Pulley Bushings Taper-LockDocument2 pagesInstruction Manual For Taper-Lock H.E. and Q-D Conveyer Pulley Bushings Taper-LockLUISPINTOUISNo ratings yet
- RP554 ManualDocument3 pagesRP554 ManualAdolfo Angulo100% (1)
- Redback Operations ManualDocument11 pagesRedback Operations ManualDon BraithwaiteNo ratings yet
- 2531Document5 pages2531sangkil05No ratings yet
- Wagner Hydraulic Cylinder Repair: SectionDocument4 pagesWagner Hydraulic Cylinder Repair: SectionLuis Silva NavarroNo ratings yet
- Impulse Poly Bag Sealers: TroubleshootingDocument6 pagesImpulse Poly Bag Sealers: Troubleshootingibss_mcmNo ratings yet
- Poly Hopper Inverted Vee Kit 95970: Parts ListDocument2 pagesPoly Hopper Inverted Vee Kit 95970: Parts List77ztfNo ratings yet
- Yukon Super U-Joint GuideDocument2 pagesYukon Super U-Joint GuideCAP History LibraryNo ratings yet
- Assembly / Disassembly Press: Kit FeaturesDocument2 pagesAssembly / Disassembly Press: Kit FeaturesLachaud YvonNo ratings yet
- Anthem: Tru - Mic TechnologyDocument5 pagesAnthem: Tru - Mic TechnologyMitsuo CovinosNo ratings yet
- Barrel Removal InstructionsDocument7 pagesBarrel Removal Instructionsa90470No ratings yet
- Manual de Instalação 442 LargeDocument12 pagesManual de Instalação 442 LargeDanilo D'AmatoNo ratings yet
- Pole School: With Bob NuddDocument7 pagesPole School: With Bob NudddaveagriffNo ratings yet
- Mounting Tapered Bore Spherical Roller Bearings On Adapter SleevesDocument7 pagesMounting Tapered Bore Spherical Roller Bearings On Adapter SleevesHamza NoumanNo ratings yet
- Storz ManualDocument7 pagesStorz Manualhijodebudas100% (1)
- OSP60 Battery Cap Gasket ReplacementDocument2 pagesOSP60 Battery Cap Gasket Replacementrachid torontoNo ratings yet
- 2 Piece Threaded and Solder End Ball Valves Installation, Operation, & Maintenance GuideDocument2 pages2 Piece Threaded and Solder End Ball Valves Installation, Operation, & Maintenance GuidemajoNo ratings yet
- Blue Diamond Assembly Procedure 1593Document2 pagesBlue Diamond Assembly Procedure 1593Stephen GerhauserNo ratings yet
- Fillup 200 - Powerpoint TemplateDocument11 pagesFillup 200 - Powerpoint Templatetafhim rashidNo ratings yet
- Element Active System: Installation Manual & User'S GuideDocument2 pagesElement Active System: Installation Manual & User'S GuideAlberto BrandoNo ratings yet
- Alpha Repack Kit: Research&Development of America, IncDocument3 pagesAlpha Repack Kit: Research&Development of America, IncMandeep GillNo ratings yet
- RTL Sleevoil Instruction Manual 499970Document11 pagesRTL Sleevoil Instruction Manual 499970गुंजन सिन्हाNo ratings yet
- TimkenTT en Vol1 Iss3Document2 pagesTimkenTT en Vol1 Iss3grupa2904No ratings yet
- GRE INS-009, Flange Bolting ProcedureDocument6 pagesGRE INS-009, Flange Bolting Proceduresyed jafar100% (1)
- Taper Lock BushesDocument4 pagesTaper Lock BushesGopi NathNo ratings yet
- Open Circuit Gear Motors Shaft Seal Replacement Instructions (BLN-10268 Aug-2005)Document2 pagesOpen Circuit Gear Motors Shaft Seal Replacement Instructions (BLN-10268 Aug-2005)MHS salesNo ratings yet
- Assembly Instructions: Arh TigerDocument12 pagesAssembly Instructions: Arh TigerHewertonMenezesNo ratings yet
- CVA ElectraDocument2 pagesCVA ElectraJustinNo ratings yet
- SPD Instructions 060120Document8 pagesSPD Instructions 060120jezfxrNo ratings yet
- Riveting Basics: Rivet Gun and Flaring RivetsDocument17 pagesRiveting Basics: Rivet Gun and Flaring RivetsTanu RdNo ratings yet
- 6255 - Full-Circle Casing ScraperDocument8 pages6255 - Full-Circle Casing Scrapermaulana hapidNo ratings yet
- Clutch Pedal NoiseDocument6 pagesClutch Pedal NoiseErik BoielleNo ratings yet
- Assembling A Can SealerDocument12 pagesAssembling A Can SealerPlantain frankyNo ratings yet
- Hose AssemblyDocument1 pageHose AssemblyScott SepperNo ratings yet
- Success Lucitone FRS &: Technique Highlight Sheet - Partial DenturesDocument4 pagesSuccess Lucitone FRS &: Technique Highlight Sheet - Partial DenturesAlfiana FairuzaNo ratings yet
- Lead Screw Replacement InstructionsDocument2 pagesLead Screw Replacement Instructions123anthonyNo ratings yet
- SB 636 A LiteratureDocument1 pageSB 636 A LiteratureAnonymous wKvJXBJ2iNo ratings yet
- Preciso Adjustment Ring Replacement v1.2Document6 pagesPreciso Adjustment Ring Replacement v1.2ipaqiNo ratings yet
- Group 2.1.presentationDocument51 pagesGroup 2.1.presentationHiển NguyễnNo ratings yet
- W-K-M Series DT-S Gate Valve Operations & Maintenance INSTRUCTIONS API-6A 2000-3000-5000, 2-1/16" & 2-9/16" SIZESDocument5 pagesW-K-M Series DT-S Gate Valve Operations & Maintenance INSTRUCTIONS API-6A 2000-3000-5000, 2-1/16" & 2-9/16" SIZESMehdi SoltaniNo ratings yet
- Triple Tube Conventional Core Barrel: Tel: + 61 2 9997 7033 Like Us On FacebookDocument8 pagesTriple Tube Conventional Core Barrel: Tel: + 61 2 9997 7033 Like Us On FacebookDimas Dwi WismoyoNo ratings yet
- SR ToolsDocument26 pagesSR Toolssukhpreet singhNo ratings yet
- Keep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareFrom EverandKeep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareNo ratings yet
- M3G Drilling Choke Manual 1Document17 pagesM3G Drilling Choke Manual 1learningzabatNo ratings yet
- drawworks Lubrication ScheduleDocument1 pagedrawworks Lubrication SchedulelearningzabatNo ratings yet
- Size 12.4 Mesur-Fil Fluid Couplings: Installation InstructionsDocument14 pagesSize 12.4 Mesur-Fil Fluid Couplings: Installation InstructionslearningzabatNo ratings yet
- KDC Rig 45 Check ListDocument1 pageKDC Rig 45 Check ListlearningzabatNo ratings yet
- Well Control Equipment Inspection & Maintenance - Course ContentsDocument3 pagesWell Control Equipment Inspection & Maintenance - Course ContentslearningzabatNo ratings yet
- DocumentDocument133 pagesDocumentlearningzabatNo ratings yet
- Zabat Daily Check ListDocument2 pagesZabat Daily Check ListlearningzabatNo ratings yet
- MCB S200 Technical Catalog - ENDocument33 pagesMCB S200 Technical Catalog - ENlearningzabatNo ratings yet
- Hydraulics For AllDocument187 pagesHydraulics For AlllearningzabatNo ratings yet
- National 110UE: Stationary Diesel - Electric SCR System RigDocument1 pageNational 110UE: Stationary Diesel - Electric SCR System RiglearningzabatNo ratings yet
- Equipment Serial NumberDocument3 pagesEquipment Serial NumberlearningzabatNo ratings yet
- CCTV Client Monitor ThinkVersionDocument1 pageCCTV Client Monitor ThinkVersionlearningzabatNo ratings yet
- BookDocument1 pageBooklearningzabatNo ratings yet
- 0-1air TheoryDocument132 pages0-1air TheorylearningzabatNo ratings yet
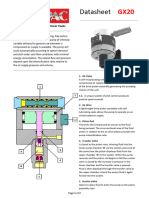
- Dat Gx20 Rev2Document2 pagesDat Gx20 Rev2learningzabatNo ratings yet
- OKcon KR40Document1 pageOKcon KR40learningzabatNo ratings yet
- Problem Faced in Turbine Governing System During Commissioning of TDBFPDocument5 pagesProblem Faced in Turbine Governing System During Commissioning of TDBFPCharu Chhabra100% (1)
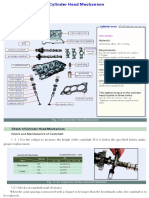
- Cilinder Head Chery QQ PDFDocument3 pagesCilinder Head Chery QQ PDF08088338No ratings yet
- Polystyrene Processing GuideDocument4 pagesPolystyrene Processing GuidemadogodNo ratings yet
- INTRODUCTIONDocument17 pagesINTRODUCTIONerneflor papaNo ratings yet
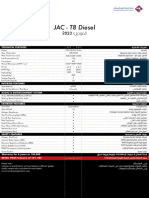
- JAC T8 SpecSheetDocument1 pageJAC T8 SpecSheetpejmanNo ratings yet
- Limited Slip Additive 1Document1 pageLimited Slip Additive 1Tudor RatiuNo ratings yet
- Land Cruiser Pickup Single Cabin: Model Code: HZJ79R - TJMRSDocument3 pagesLand Cruiser Pickup Single Cabin: Model Code: HZJ79R - TJMRSMaxNo ratings yet
- Zurn Aquaflush z6000 PartsDocument1 pageZurn Aquaflush z6000 Partsezequiel.barrioszamoraNo ratings yet
- Valve: Multiple Control Valve: Basic Circuit (Parallel, Tandem, and Series Circuits)Document18 pagesValve: Multiple Control Valve: Basic Circuit (Parallel, Tandem, and Series Circuits)KadirNo ratings yet
- DTEC011964 Invacare Comet Scootmobiel ServicehandleidingDocument36 pagesDTEC011964 Invacare Comet Scootmobiel ServicehandleidingCharlee GoughNo ratings yet
- Custom Commercial Hydraulic Steering Design - Engineered - Installation - MaintenanceDocument16 pagesCustom Commercial Hydraulic Steering Design - Engineered - Installation - MaintenanceJose AlvaradoNo ratings yet
- Installation Guide For Honda CB 400 Super FourDocument1 pageInstallation Guide For Honda CB 400 Super FourkwlimNo ratings yet
- Char Lyn HP30 Motor OrbitalDocument36 pagesChar Lyn HP30 Motor OrbitalDarioNo ratings yet
- 2011 Aprilia Tuono V4Document267 pages2011 Aprilia Tuono V4alexNo ratings yet
- DURST Catalogue WebDocument28 pagesDURST Catalogue WebHERI 87 DIECASTERNo ratings yet
- SkodaDocument21 pagesSkodaabcNo ratings yet
- Dump FM 350 PL - 1742889685Document1 pageDump FM 350 PL - 1742889685tizar wahyudiNo ratings yet
- Uc Ufw 200Document2 pagesUc Ufw 200Xb ZNo ratings yet
- NO. SK/001/TSO - OPR/VII/2020: Salinan Surat Keputusan Harga Kendaraan Toyota Wilayah: Garut & Bandung Per. 01 Juli 2020Document5 pagesNO. SK/001/TSO - OPR/VII/2020: Salinan Surat Keputusan Harga Kendaraan Toyota Wilayah: Garut & Bandung Per. 01 Juli 2020sandi rustandiNo ratings yet
- CHP - V Sight Distancer ODocument5 pagesCHP - V Sight Distancer Odisasa abebeNo ratings yet
- Engine Rebuild Spec - C SeriesDocument6 pagesEngine Rebuild Spec - C SeriesWoley Reagan RobertNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument3 pagesCat Electronic Technician 2015A v1.0 Product Status ReportMaimun maimunNo ratings yet
- Amt 642 - Midterms ExamDocument2 pagesAmt 642 - Midterms ExamTristan Pesa100% (1)
- New Oil Cooler For 11 Engines: BackgroundDocument3 pagesNew Oil Cooler For 11 Engines: BackgroundjoaojitoNo ratings yet
- Isuzu Engine 6wf1 TC Commanrail Workshop ManualDocument20 pagesIsuzu Engine 6wf1 TC Commanrail Workshop Manualfrank100% (56)
- SB-14-12-001 Power Folding Mirror Installation R1Document11 pagesSB-14-12-001 Power Folding Mirror Installation R1Conrad Aixart ForesNo ratings yet
- Grade 12 Melc I Session 3Document9 pagesGrade 12 Melc I Session 3Acille JavierNo ratings yet
- Consumer Shutoff: General Cancellation of Shutoff StagesDocument1 pageConsumer Shutoff: General Cancellation of Shutoff StagesrodeoaNo ratings yet
- 08 AC and DC ChargingDocument12 pages08 AC and DC ChargingJuan PedroNo ratings yet
- Workshop Practical Globe ValveDocument5 pagesWorkshop Practical Globe Valvethakurdeependra6969No ratings yet